 电子发烧友App
电子发烧友App



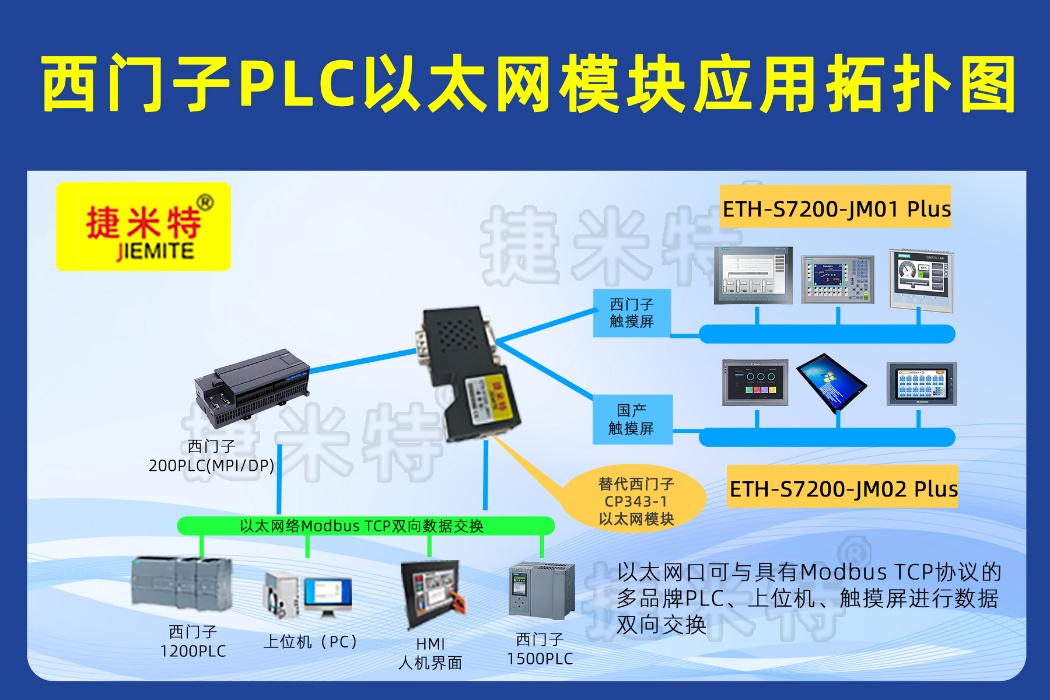
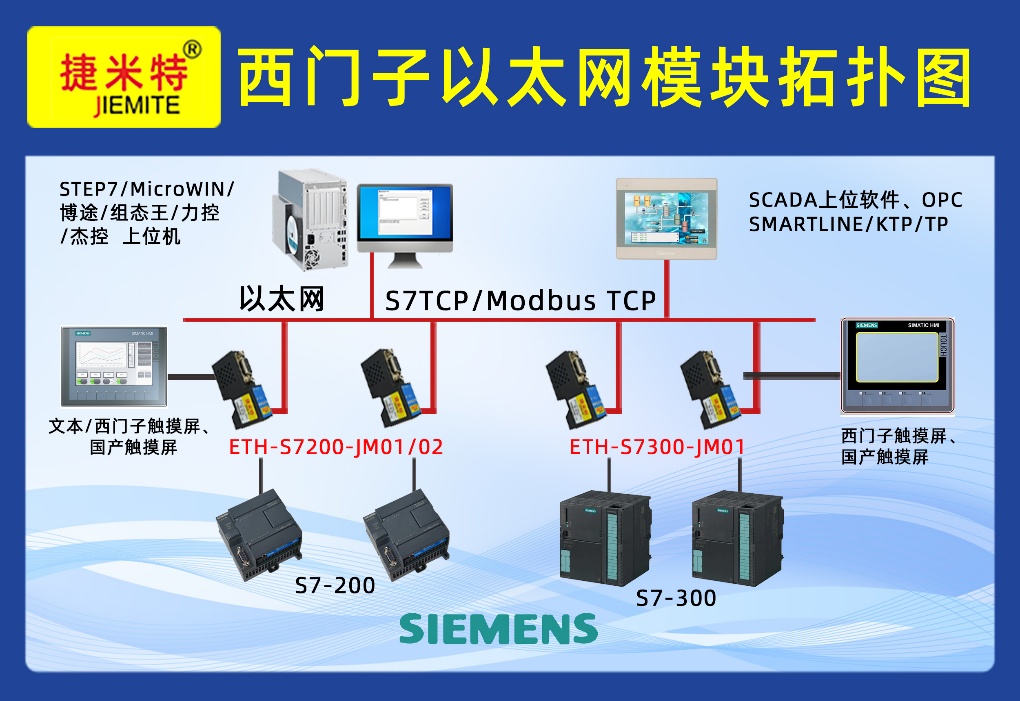
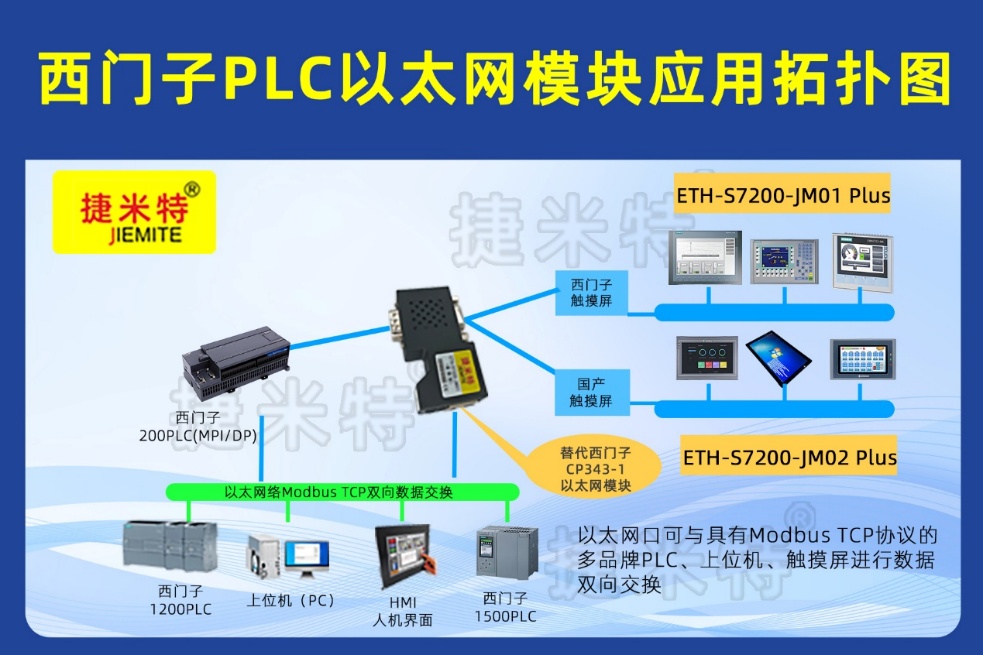
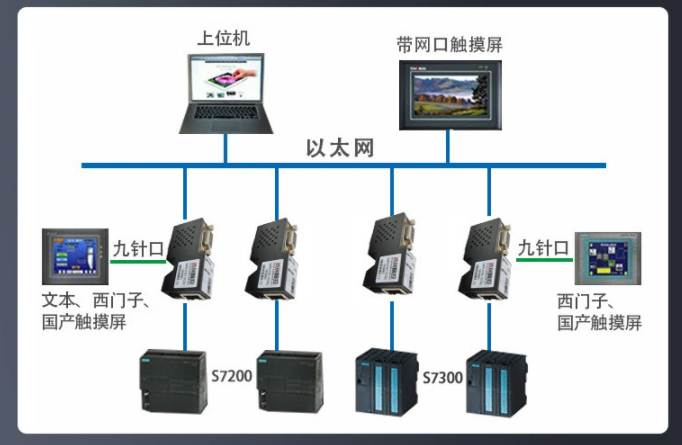
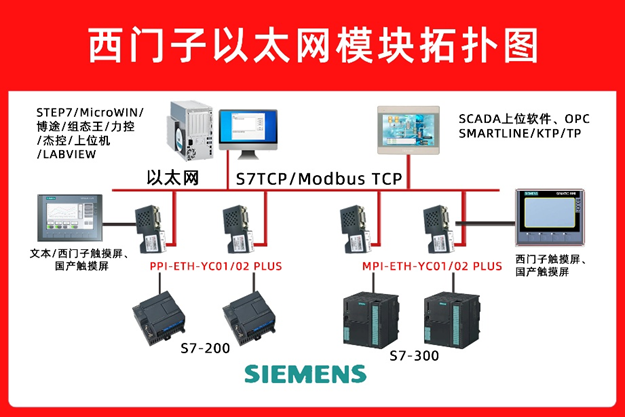
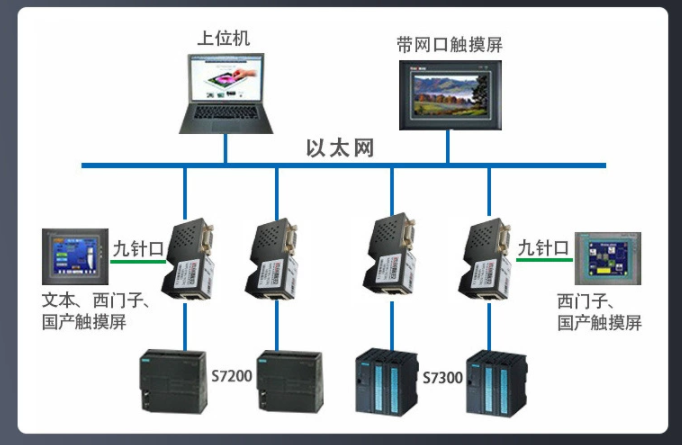
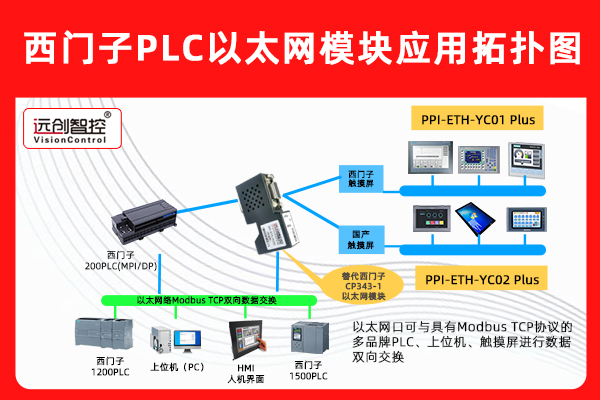
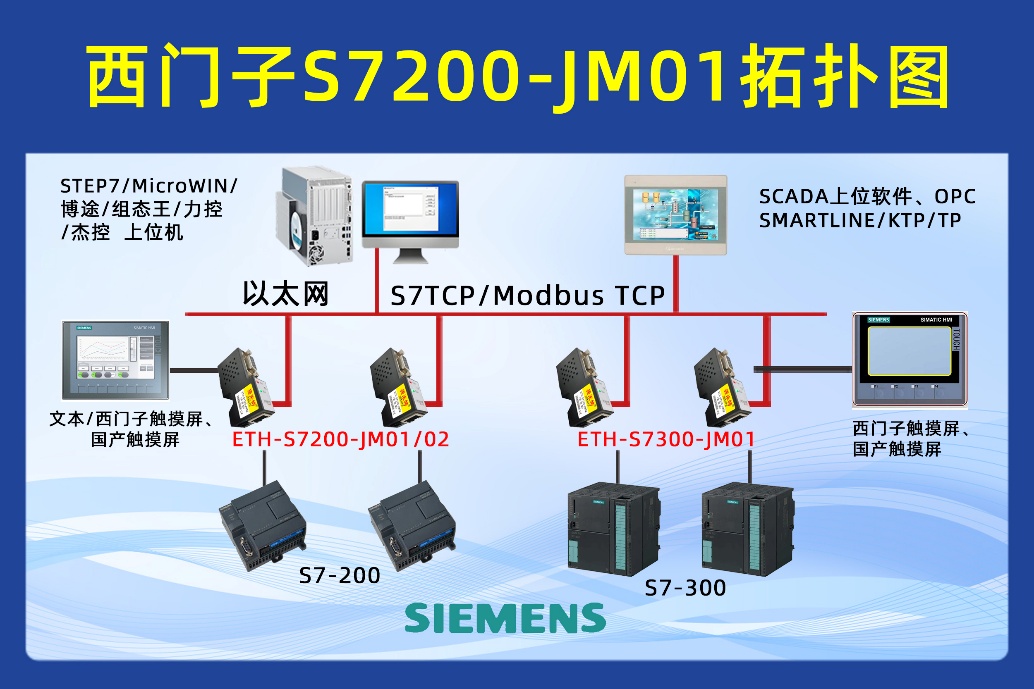
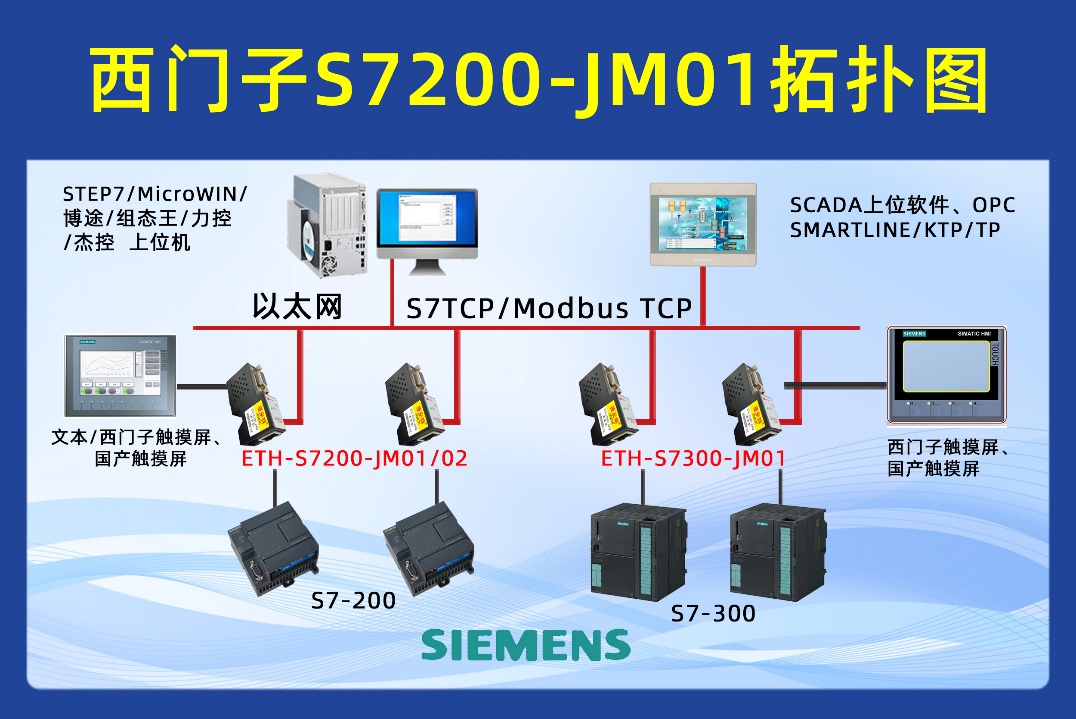
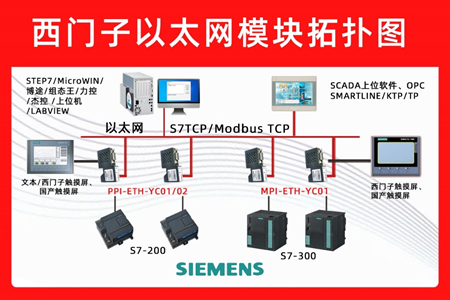
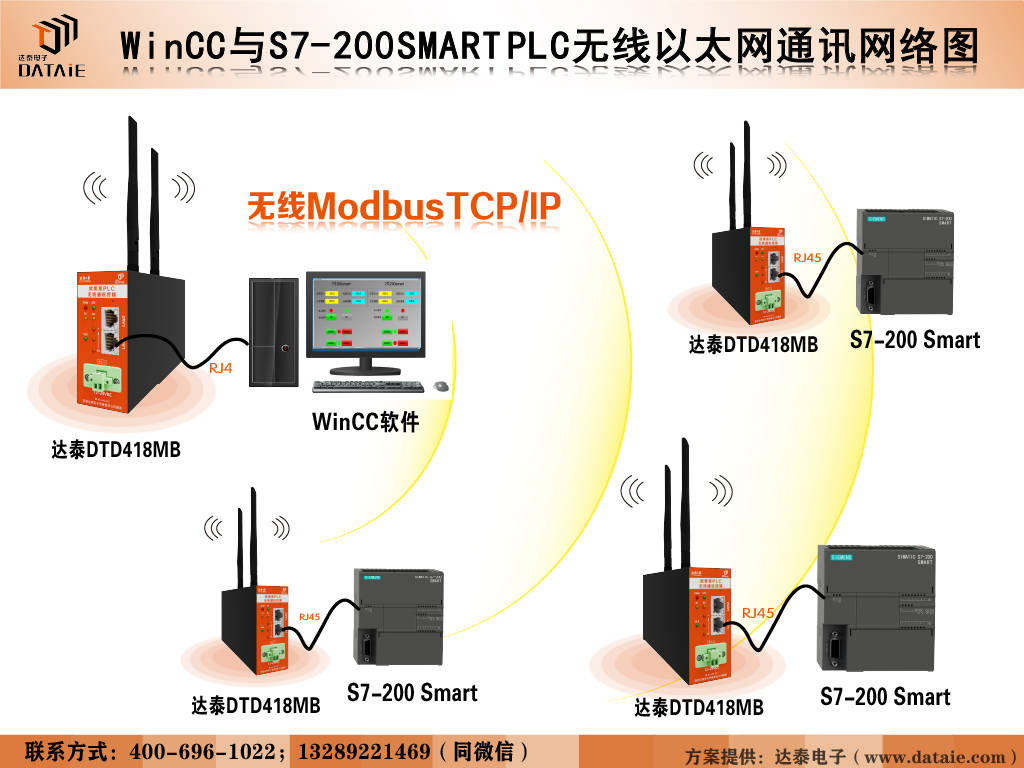
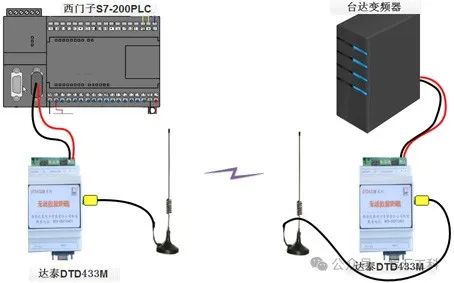
型号:MPI-131;基本说明:MPI-131用于西门子 SIMATIC S7 系列 PLC(包括 S7-200、 S7-300、 S7-400)、西门子数控机床(840D,840DSL等)的以太网通讯,支持以太网编程下载、数据监控等功能。
产品特点:
1、支持多主站通讯,扩展口可以接触摸屏或其他主站;
2、波特率自适应;
3、自动查询主站地址,显示地址列表;
4、可直接安装在PLC的PPI/MPI/PROFIBUS通讯口上,无需外接电源;
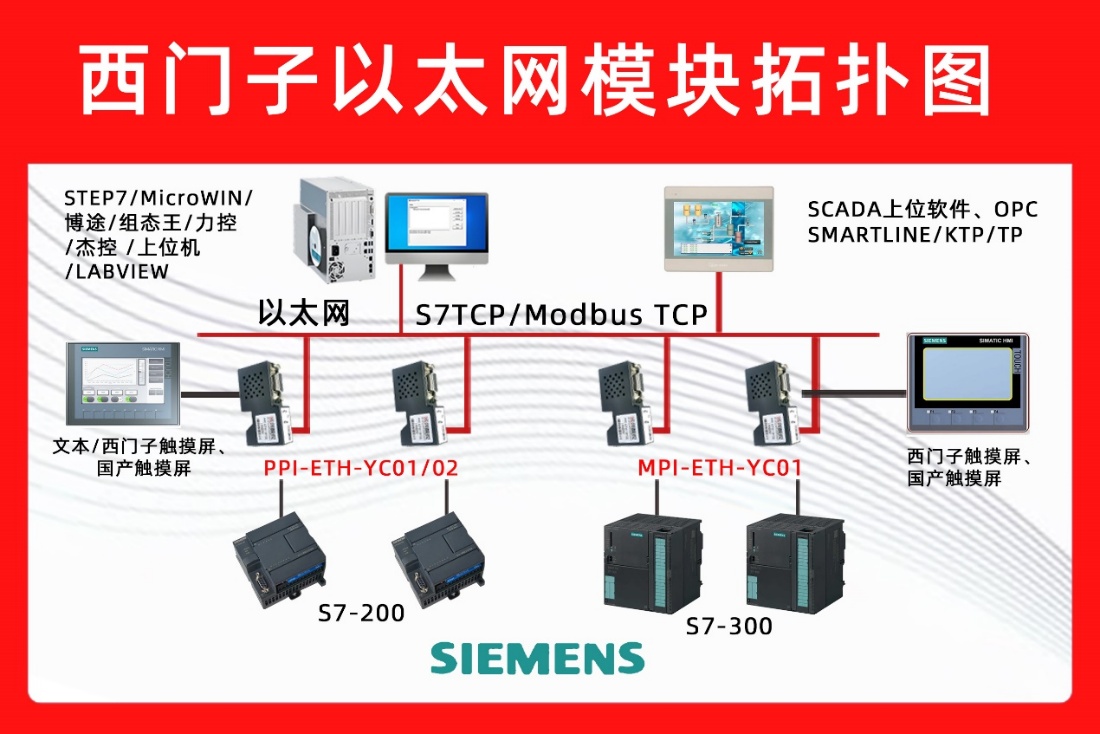
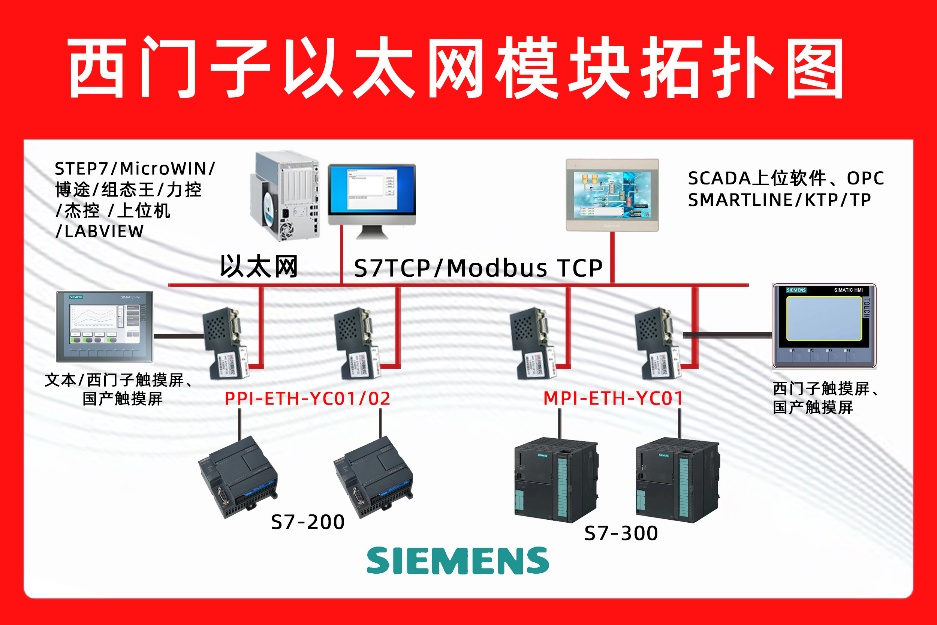
5、支持西门子S7以太网通讯驱动,包括MicroWIN、STEP7、WinCC以及SIMATIC NET、KEPServerEX等;
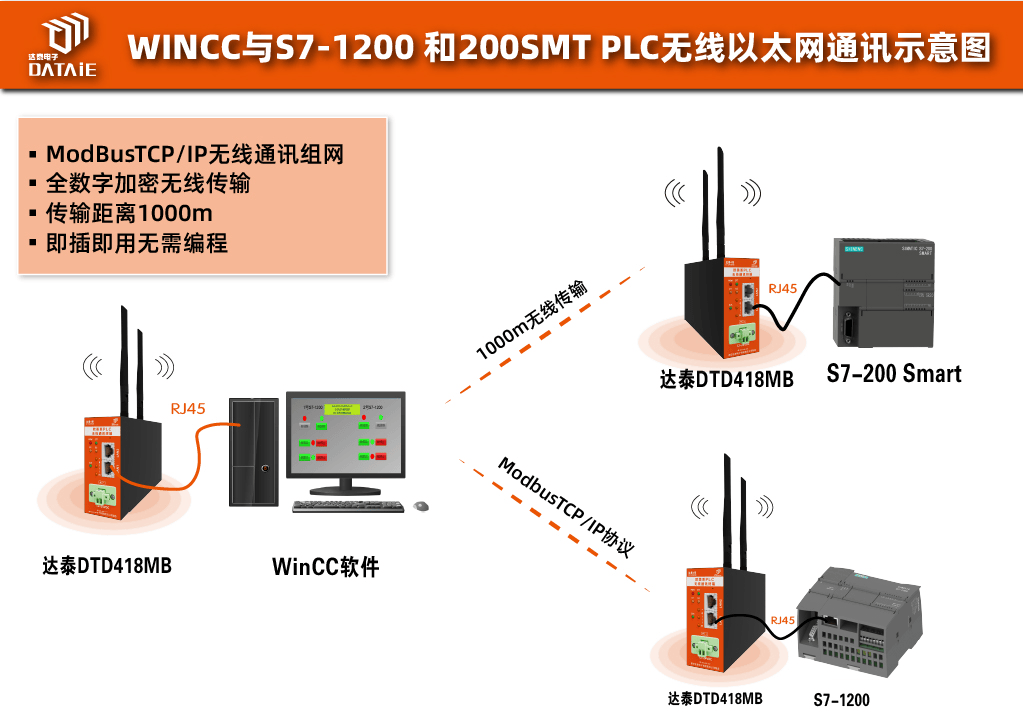
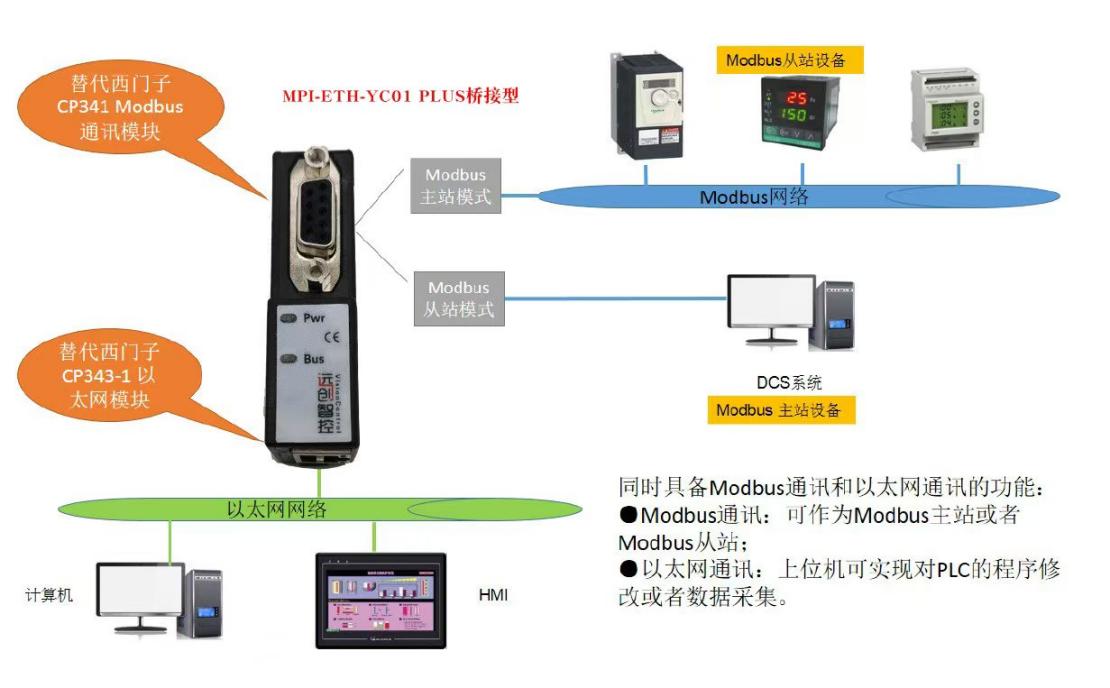
6、集成ModbusTCP服务器,支持FC1、FC2、FC3、FC4、FC5、FC6、FC16,Modbus数据区自动映射至S7-300数据区;
7、支持16个以太网TCP/IP连接,允许16台PC同时采集PLC数据;
技术特性:
1、DB9 通讯口:① 接口类型:TIA/EIA RS-485 兼容, ESD: ±15KV,最多 32 个节点;② 支持协议:西门子 S7 总线多主站协议,支持 PPI、 MPI 和 PROFIBUS;③ 支持波特率( bps): 9600、 19200、 45450、 93750、 187500、 500K、 1.5M;
2、以太网口:① 网口类型:一个10M/100M自适应的网口;② 支持协议:S7TCP, ModbusTCP, 16 个 TCP/IP 连接;③ 支持功能码:01、02、03、04、05、06、16;
3、整机供电及防护安装:① 供电: 24VDC±20%/100mA;② 工作环境温度: 0-60 度, 90%湿度,无结露;③ 机械尺寸: 65 mm x 33 mm x 17 mm;④ 安装方式:西门子 S7PLC DB9 通讯口直接安装;⑤ 防护等级:IP20。
fqj






























































 工商网监
工商网监
评论