 西门子S7-200与S7-1500PLC以太网通讯在智能仓储系统的集成应用
西门子S7-200与S7-1500PLC以太网通讯在智能仓储系统的集成应用

一、 行业痛点与需求背景
在现代物流与仓储自动化领域,设备互联与数据互通已成为提升运营效率的核心需求。然而,早期广泛应用的西门子S7-200系列PLC(如S7-226CN)因硬件设计限制,仅配备RS485串行通讯接口(9针口),缺乏以太网通讯能力,这一缺陷在智能化升级过程中逐渐凸显:
1. 通讯速率瓶颈:传统RS485总线通讯速率最高仅187.5kbps,无法满足仓储系统中大量实时数据的传输需求
2. 布线复杂度:多设备级联时需严格遵循总线拓扑结构,增加布线难度与维护成本
3. 扩展性受限:难以直接接入工业以太网网络,无法与新一代PLC及上位机系统高效集成
4. 数据孤岛问题:无法实现与管理层系统的数据交互,阻碍了数字化转型进程
某大型电商仓储中心便面临此类困境。该中心现有5条自动化分拣线仍采用西门子S7-226CNPLC控制,需将设备状态数据实时上传至新部署的西门子S7-1511-1PNPLC主控制系统,并接入上位机监控系统。同时,现场原有3台昆仑通态TPC1061H触摸屏需保留使用,实现本地操作与监控。
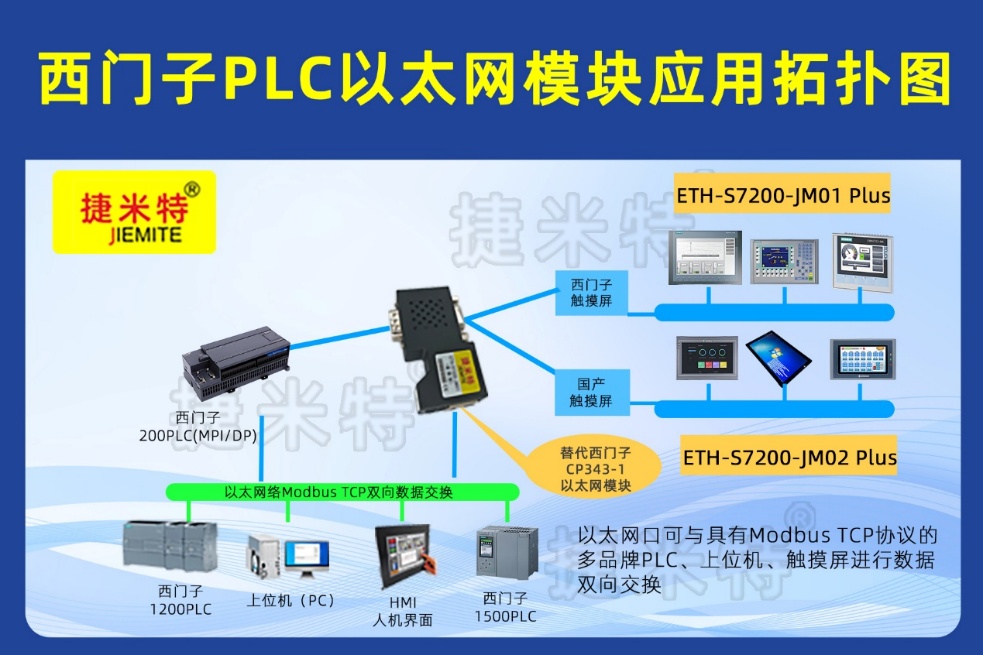
经过技术评估,最终选择捷米特ETH-S7200-JM01Plus直通型以太网通讯处理器作为解决方案核心,该模块不仅能将S7-200PLC的9针串口信号转换为以太网信号,实现与S7-1500PLC及上位机的高速通讯,更支持在不影响原有通讯的前提下,通过同一9针接口连接任何品牌触摸屏,完美解决了兼容性与扩展性难题。

二、 系统总体架构设计
本项目采用"分布式控制+集中监控"的架构设计,通过ETH-S7200-JM01Plus模块构建三层通讯网络:
1. 现场控制层:由5台西门子S7-226CNPLC(型号6ES7216-2BD23-0XB8)组成,分别控制5条分拣线的传送带、推料机构及扫码设备
2. 数据汇聚层:通过5个捷米特ETH-S7200-JM01Plus模块(版本V2.3)实现串口转以太网功能,建立与控制层的通讯连接
3. 中央监控层:包括1台西门子S7-1511-1PNPLC(6ES7511-1AK02-0AB0)作为主控制器,1台安装WinCC监控软件的上位机(研华IPC-610L),以及3台昆仑通态TPC1061H触摸屏
网络拓扑采用星型结构设计:所有ETH-S7200-JM01Plus网关模块通过工业交换机(赫斯曼MS4128)与S7-1500PLC及上位机组成千兆以太网,模块与S7-226CNPLC通过9针串口线连接,同时每台模块的9针接口通过分支线连接对应的触摸屏设备。
三、 硬件选型与连接方案
核心设备清单
主控制器:西门子S7-1511-1PNPLC(6ES7511-1AK02-0AB0),配备16DI/16DO数字量模块SM523(6ES7523-1BL00-0AA0)
从控制器:西门子S7-226CNPLC(6ES7216-2BD23-0XB8)×5台,每台配置EM223扩展模块(6ES7223-1PL22-0XA8)
通讯模块:捷米特ETH-S7200-JM01Plus×5个,支持PROFINET协议,波特率自适应
触摸屏:昆仑通态TPC1061H×3台,分辨率1024×600
上位机:研华IPC-610L,配置i5-8500处理器,8GB内存
工业交换机:赫斯曼MS4128,28端口千兆管理型交换机
辅助设备:西门子LOGO!24V直流电源(6EP1332-1SH71)×6台,用于为PLC及通讯模块供电
硬件连接细节
1. S7-200与通讯模块连接:
o 使用捷米特专用9针串口线(型号JM-CAB-003)连接S7-226CN的PORT0口与ETH-S7200-JM01Plus的COM口
o 模块供电采用24V直流电源,正负极分别连接至模块的V+与V-端子
o 模块以太网口通过超五类工业以太网线连接至交换机
2. 触摸屏连接:
o 采用一分二串口线(捷米特JM-CAB-005)从S7-226CN的PORT0口分支,一端连接ETH-S7200-JM01Plus模块,另一端连接昆仑通态触摸屏的COM口
o 触摸屏供电与信号传输共用同一线缆,无需额外电源
3. 以太网网络连接:
o S7-1511-1PN的PROFINET口通过工业以太网线连接至交换机
o 上位机通过网线连接至交换机的千兆端口
o 所有ETH-S7200-JM01Plus模块分别连接至交换机的不同端口
4. 接地处理:
o 所有设备的接地端子通过4mm²黄绿线连接至同一接地排
o 接地电阻要求≤4Ω,确保通讯稳定性与设备安全
四、 软件配置与参数设置
ETH-S7200-JM01Plus模块配置
1. IP地址设置:
o 通过模块自带的Web配置界面进行参数设置(默认IP:192.168.1.100)
o 为5个模块分别分配IP地址:192.168.0.101至192.168.0.105
o 子网掩码统一设置为255.255.255.0,网关设置为192.168.0.1
2. 串口参数配置:
o 通讯协议:选择"S7-200PPI"模式
o 波特率:187500bps(与S7-226CN默认波特率匹配)
o 数据格式:8位数据位,1位停止位,无校验
o 勾选"允许触摸屏接入"选项,启用同时通讯功能
3. 高级设置:
o 超时时间设置为3000ms
o 数据缓存区大小设置为1024字节
o 启用"心跳包"功能,间隔1000ms
S7-1500PLC配置(TIAPortalV16)
1. 硬件组态:
o 在项目中添加S7-1511-1PNPLC,配置其PROFINET接口IP为192.168.0.1
o 通过GSD文件导入ETH-S7200-JM01Plus模块(下载自捷米特官网)
o 在网络视图中建立PLC与5个通讯模块的逻辑连接
2. 通讯配置:
o 使用"GET/PUT"指令实现与S7-200的数据交换
o 配置DB1作为接收数据块,存储5条分拣线的状态信息
o 配置DB2作为发送数据块,存储控制指令
o 通讯更新周期设置为100ms
3. 数据映射:
o 每条分拣线映射16位输入状态(运行、故障、急停等)
o 每条分拣线映射8位控制指令(启动、停止、复位等)
o 建立数据校验机制,确保传输准确性
S7-200PLC程序修改(STEP7-Micro/WINV4.0)
1. 通讯地址分配:
o 为每个S7-226CN分配唯一的站地址(1-5)
o 定义VB100-VB200作为与上位机通讯的数据区
o VB100-VB110:状态数据(上传)
o VB111-VB120:控制指令(下载)
2. 程序优化:
o 增加通讯数据处理子程序,实现数据打包与解析
o 添加数据校验逻辑,使用CRC16算法
o 优化扫描周期,确保通讯响应时间≤50ms
3. 触摸屏接口:
o 保留原有与触摸屏通讯的PPI协议程序
o 增加数据同步逻辑,确保触摸屏与以太网通讯的数据一致性
上位机监控系统(WinCCV7.5)
1. 变量组态:
o 建立与S7-1500PLC的连接,导入DB1和DB2数据块
o 定义500个过程变量,涵盖所有设备状态与控制参数
o 设置变量更新周期为500ms
2. 画面设计:
o 主监控画面:显示5条分拣线的整体运行状态
o 详情画面:每条分拣线的详细参数与控制按钮
o 报警画面:实时显示设备故障信息与历史记录
o 报表画面:生产数据统计与分析图表
3. 数据存储:
o 配置SQLServer数据库,存储关键运行数据
o 数据采样周期设置为1分钟
o 保留3个月的历史数据用于分析
五、 系统调试与优化
调试步骤
1. 单机调试:
o 逐一测试ETH-S7200-JM01Plus模块的通讯功能,使用捷米特测试软件JM-Tester验证数据传输
o 检查触摸屏与S7-200的通讯是否正常,确保操作响应及时
o 测试S7-1500与单个S7-200的点对点通讯,验证数据读写准确性
2. 联网调试:
o 接入所有设备,测试网络负载情况下的通讯稳定性
o 验证5条分拣线同时工作时的数据同步性
o 测试上位机与PLC的数据交互延迟,要求≤300ms
3. 压力测试:
o 连续72小时满负荷运行测试
o 模拟网络中断、设备故障等异常情况
o 记录通讯中断次数与恢复时间
优化措施
1. 通讯优化:
o 将S7-1500的GET/PUT指令分时段执行,避免网络拥塞
o 优化数据结构,采用位打包方式减少数据量
o 增加通讯看门狗机制,超时自动重连
2. 抗干扰处理:
o 在ETH-S7200-JM01Plus模块电源端增加磁环滤波器
o 调整以太网交换机的端口优先级,确保控制数据优先传输
o 对串口通讯线进行双绞屏蔽处理,减少电磁干扰
3. 冗余设计:
o 为关键控制指令增加确认机制
o 实现数据本地缓存,网络中断后可恢复断点续传
o 配置交换机的环网冗余功能,确保单点故障不影响整体通讯

六、 应用效果与效益分析
系统性能指标
1. 通讯速率:从原有的187.5kbps提升至100Mbps,数据传输能力提升533倍
2. 响应时间:控制指令响应时间从原有的500ms缩短至50ms
3. 稳定性:连续运行30天无通讯中断,MTBF(平均无故障时间)达8760小时
4. 扩展性:支持最多32个设备同时接入,满足未来系统扩展需求
经济效益
1. 改造成本:相比整体更换为S7-1200/S7-1500系统,节省硬件投资约65%
2. 运营效率:分拣线处理能力从每小时8000件提升至12000件,效率提升50%
3. 维护成本:因通讯故障导致的停机时间减少90%,年节省维护成本约15万元
4. 人力成本:实现远程监控后,现场巡检人员减少2名,年节省人力成本约12万元
管理效益
1. 实现了设备全生命周期数据采集与分析,为预防性维护提供数据支持
2. 通过上位机系统实现集中监控,提升了生产调度效率
3. 建立了完善的报警机制,故障响应时间从平均30分钟缩短至5分钟
4. 数据可追溯性增强,为工艺优化提供了准确依据
七.总结与展望
捷米特ETH-S7200-JM01Plus以太网通讯处理器在本仓储自动化项目中展现了卓越的性能,成功解决了西门子S7-200PLC无以太网接口的行业痛点,实现了与S7-1500PLC及上位机系统的无缝集成。同时,模块支持同时连接触摸屏的特性,最大限度保护了用户既有投资,为老旧设备的智能化升级提供了经济高效的解决方案。
随着工业4.0的深入推进,物流仓储行业对设备互联的需求将持续增长。ETH-S7200-JM01Plus等串口转以太网模块将在设备改造、系统集成等领域发挥更大作用,帮助企业以最小成本实现数字化转型。未来,通过引入边缘计算与云平台技术,该系统可进一步扩展为具备AI预测维护、自适应调度等高级功能的智能仓储系统,为行业发展树立新的标杆。
更多详细内容或具体配置过程可咨询羽工。
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6177浏览量
181530 -
西门子
+关注
关注
98文章
3371浏览量
120691 -
仓储系统
+关注
关注
0文章
32浏览量
3786
发布评论请先 登录
橡胶硫化控制系统优化:西门子 S7-200 与 S7-1500 以太网通讯及国产触摸屏集成实践
西门子 PLC 赋能橡胶硫化生产:S7-200 与 S7-1500 以太网通讯及 HMI 集成落地
西门子 PLC 赋能风电场运维:S7-200 与 S7-1200 以太网通讯及 HMI 集成落地
西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
西门子 S7-200 PLC 与 S7-1200 PLC 以太网通讯及 HMI 集成实现风力发电场的智能化升级
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

西门子PLC工业控制案例:S7-200与S7-1200以太网通信实现多机协同

西门子SMARTS7-200PLC与S7-1500PLC以太网通讯及PPI集成实现分布式IO控制

西门子PLC系统集成:S7-200与S7-1500通讯,结合触摸屏实现智能监控
西门子S7-200PLC与S7-1500PLC以太网通讯及PPI集成实现能源管理与远程监控
MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论