 西门子PLCS7-200通过以太网模块实现与上位机数据交互的工业自动化案例
西门子PLCS7-200通过以太网模块实现与上位机数据交互的工业自动化案例

一.行业痛点与解决方案
在工业自动化控制领域,西门子S7-200系列PLC凭借其稳定性和易用性,长期占据着中小型控制系统市场的主导地位。然而,随着工业4.0和智能制造的推进,企业对设备联网、远程监控和数据采集的需求日益迫切。老旧的S7-200PLC因缺乏原生以太网接口,无法直接接入企业局域网或上位机系统,导致数据孤岛现象严重,运维效率低下。某汽车零部件制造企业便面临这一困境:其生产线上的12台S7-200PLC需通过人工巡检方式读取数据,故障响应时间长达2小时,且无法实现生产数据的实时分析。
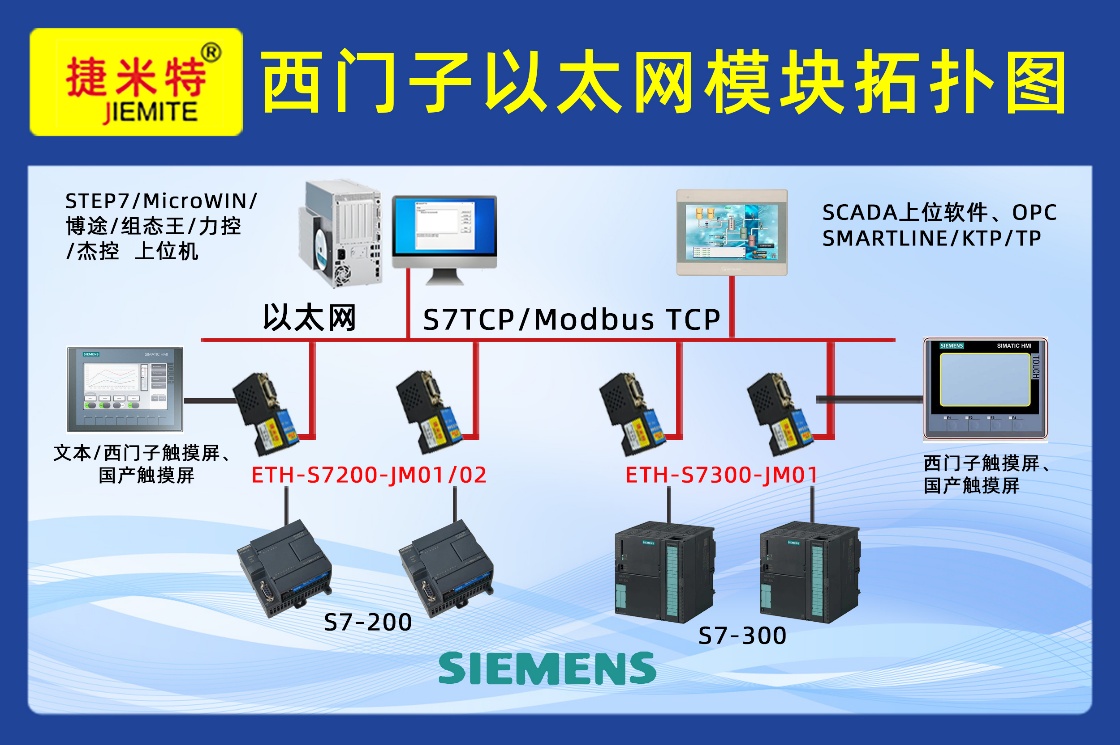
为突破这一瓶颈,该企业引入捷米特ETH-S7300-JM01直插型以太网模块,通过模块化设计实现PLC的以太网化改造。该方案不仅保留了原有PLC的控制功能,还赋予其高速网络通信能力,为设备联网和智能化升级提供了经济高效的解决方案。
二.硬件配置与系统架构
核心设备选型
1. PLC主机:西门子S7-200CPU224XP(6ES7214-2BD23-0XB8),具备24点输入/16点输出,支持PPI协议通信。
2. 以太网模块:捷米特ETH-S7300-JM01直插型模块,采用工业级设计,支持10/100Mbps自适应以太网,兼容西门子S7-200/300/400系列PLC。
3. 触摸屏:昆仑通态TPC7062Ti(7英寸电阻屏),支持ModbusTCP协议,用于本地监控。
4. 上位机系统:研华工控机(配置Inteli5-12400处理器、8GB内存),运行KingSCADA组态软件。
系统拓扑结构
| [S7-200PLC] |
| │ |
| ├─[PPI接口]─[捷米特ETH-S7300-JM01]─[以太网]─[交换机]─[上位机] |
| │ |
| └─[RS485接口]─[昆仑通态TPC7062Ti触摸屏] |
模块通过直插式设计直接连接PLC的PPI接口,另一端以太网口接入车间交换机,实现与上位机和触摸屏的并行通信。
三.实施过程与关键步骤
1.硬件安装与电气连接
模块安装:将ETH-S7300-JM01模块的DB9公头插入S7-200的PPI端口,拧紧固定螺丝确保接触可靠。
网络配置:使用网线连接模块以太网口与交换机,为模块分配静态IP地址(192.168.1.100/24),与上位机(192.168.1.10)处于同一子网。
触摸屏连接:通过RS485总线将触摸屏与PLC扩展口相连,设置波特率为187.5kbps,与PPI协议保持一致。
2.模块参数配置
使用捷米特提供的NetDevice配置工具完成以下设置:
1. 通信协议选择:启用S7TCP协议,兼容西门子STEP7编程软件。
2. 数据映射区定义:
o 本地站(PLC):DB1.DBW0-DB1.DBW100(对应V区0-100)
o 远程站(上位机):映射至KingSCADA的实时数据库标签
3. 超时参数优化:将连接超时时间设为5秒,重试次数调整为3次,提升网络波动时的通信稳定性。
3.上位机组态开发
在KingSCADA中完成以下功能实现:
设备驱动配置:选择“西门子S7-300以太网驱动”,输入模块IP地址和端口号(默认102)。
实时数据库构建:创建200个I/O点,对应PLC的V区变量,采样周期设置为500ms。
监控界面设计:
生产线状态总览画面(设备运行/故障状态指示)
实时数据曲线(温度、压力等工艺参数)
历史数据查询(支持Excel导出)
报警管理(声光提示+短信推送)
4.触摸屏程序开发
使用昆仑通态MCGS嵌入版组态软件:
通信配置:选择“ModbusTCP主站”,设置模块IP地址为192.168.1.100。
监控画面设计:
手动控制界面(设备启停按钮)
参数设置界面(工艺参数修改权限控制)
报警记录界面(存储最近100条报警信息)
四.应用效果与性能评估
1.通信稳定性测试
连续运行测试:系统72小时不间断运行,数据丢包率低于0.02%,通信成功率达99.98%。
抗干扰能力:在电磁干扰环境下(距离变频器0.5米),模块仍能保持稳定通信,误码率为0。
2.效率提升数据
运维效率:故障响应时间从2小时缩短至15分钟,设备综合效率(OEE)提升18%。
数据利用率:实现生产数据采集后,工艺优化周期从每周一次缩短至每日分析,产品合格率提高2.3%。
3.成本效益分析
硬件成本:相比西门子原装CP243-1模块,捷米特方案节省65%的采购成本。
实施周期:从方案确定到系统上线仅需3个工作日,较传统方案缩短70%部署时间。
五.技术优势总结
1. 即插即用设计:模块化安装无需改动PLC程序,降低升级风险。
2. 协议兼容性强:同时支持S7TCP和ModbusTCP协议,可无缝对接各类上位机软件。
3. 扩展性优越:单模块支持32个TCP连接,满足未来MES系统接入需求。
4. 维护便捷性:提供LED状态指示和Web诊断界面,故障定位时间缩短至5分钟内。
六.行业推广价值
该案例为老旧PLC设备的网络化改造提供了标准化解决方案,已成功复制应用于:
建材行业:某水泥厂立磨控制系统升级
能源行业:LNG加气站远程监控系统
物流行业:智能仓储设备联网管理
通过捷米特ETH-S7300-JM01网关模块的部署,企业平均降低设备改造成本40%,提升生产透明度60%,为工业互联落地提供了可借鉴的实践路径。随着智能制造的深入推进,此类模块化通信解决方案将成为传统设备数字化转型。
更多详细内容或具体配置过程可咨询羽工。
-
plc
+关注
关注
5054文章
14960浏览量
489560 -
西门子
+关注
关注
98文章
3424浏览量
120941 -
数据采集
+关注
关注
42文章
8420浏览量
121423
发布评论请先 登录
西门子S7-200 PLC通过串口转以太网模块实现昆仑触摸屏与上位机对接应用案例

西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例

西门子S7-200 SMART PLC通过串口转以太网模块实现与触摸屏上位机实时通讯应用案例

西门子S7-200 Smart PLC借助以太网转换器破解与西门子1200PLC通讯壁垒应用案例

西门子200PLC借助PPI转以太网模块实现上位机远程监控与操作通讯应用案例

西门子S7-200利用串口转以太网模块实现与S7-1200无缝通讯提升产线协同效率应用案例
破解 PPI 与 Profinet 协议兼容问题的 S7-200PLC 工业以太网应用方案

西门子 S7-300 PLC 通过 MPI 以太网模块与上位机通讯实现饮料生产线状态监控的应用配置案例

基于以太网模块:S7-200PLC 与 MicroWIN 上位机通讯配置实操

基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操
西门子S7-200与S7-1200通过PPI以太网模块通讯,赋能汽车制造行业发展

西门子S7-200PLC通过以太网模块与S7-1200数据交互的5大步骤
西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例

西门子S7-200PLC以太网模块对接组态王上位机通讯的实战配置案例解析



评论