 西门子S7-200PLC通过以太网模块与S7-1200数据交互的5大步骤
西门子S7-200PLC通过以太网模块与S7-1200数据交互的5大步骤

一、行业痛点与需求背景
在工业自动化领域,西门子S7-200系列PLC凭借其高可靠性和性价比,长期以来在中小型自动化项目中占据重要地位。然而,该系列PLC设计年代较早,硬件上未集成以太网接口,仅通过RS485接口(9针端口)支持PPI协议通讯。随着工业4.0和智能制造的推进,生产数据的实时采集、远程监控及多设备协同成为现代化工厂的基本需求,S7-200PLC的通讯局限性逐渐凸显:
1.数据孤岛问题:无法直接接入工厂以太网,难以与上位机、MES系统及其他以太网设备实现数据交互,形成信息孤岛。
2.扩展限制:传统PPI协议通讯速率低(最高187.5kbps),且最多支持31个从站,无法满足大规模数据采集需求。
3.维护成本高:依赖专用编程电缆或串口服务器进行数据传输,稳定性差,且需专业人员维护。
4.多系统集成难:无法直接与西门子S7-1200等新型PLC实现无缝对接,影响生产线升级改造。
某汽车零部件制造厂在生产线自动化改造中便面临上述问题。该厂冲压车间仍在使用3台西门子S7-200PLC(CPU226CN)控制冲压设备,而新升级的装配车间采用了2台西门子S7-1200PLC(CPU1214CDC/DC/DC)。为实现全车间数据集中监控,需解决S7-200与S7-1200PLC的跨系统通讯,同时接入上位机监控系统,并保留原有台达DOP-B系列触摸屏的本地操作功能。
二、解决方案与设备选型
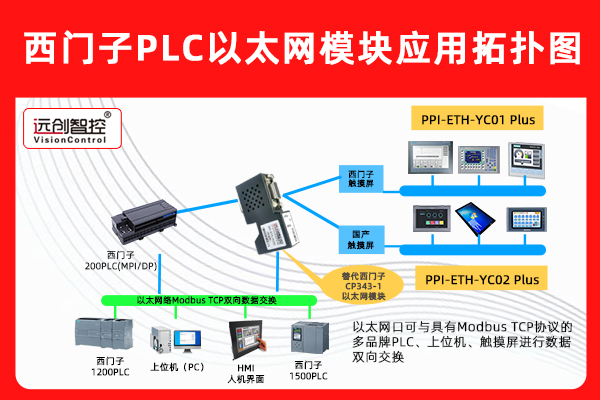
针对上述需求,经过技术论证,最终选择远创智控PPI-ETH-YC01Plus直通型以太网通讯处理器作为核心转换设备。该模块的核心优势在于:
1.协议转换能力:可将S7-200PLC的PPI协议转换为以太网协议,实现与S7-1200PLC及上位机的双向数据通讯。
2.多接口兼容:配备1个9针PPI接口(兼容RS485)和1个RJ45以太网接口,9针口可同时连接S7-200PLC和第三方触摸屏,无需额外分配接口。
3.工业级设计:支持宽温(-40℃~85℃)、抗电磁干扰,符合工业现场环境要求。
4.快速配置:通过网页端即可完成参数设置,无需复杂编程,降低技术门槛。
主要设备清单:
| 设备名称 | 品牌型号 | 数量 | 作用 |
| 可编程控制器 | 西门子S7-200CPU226CN(6ES7216-2BD23-0XB8) | 3台 | 控制冲压设备 |
| 可编程控制器 | 西门子S7-1200CPU1214C(6ES7214-1AG40-0XB0) | 2台 | 控制装配线设备 |
| 以太网通讯处理器 | 远创智控PPI-ETH-YC01Plus | 3台 | 实现PPI与以太网协议转换 |
| 触摸屏 | 台达DOP-B10S411 | 3台 | 本地设备操作与监控 |
| 工业交换机 | 华为S5720-28X-PWR-LI-AC | 1台 | 构建工业以太网 |
| 上位机 | 研华IPC-610L | 1台 | 集中监控与数据存储 |
| 编程软件 | 西门子STEP7-Micro/WINV4.0SP9 | 1套 | S7-200PLC编程 |
| 编程软件 | 西门子TIAPortalV16 | 1套 | S7-1200PLC编程 |
三、系统架构设计
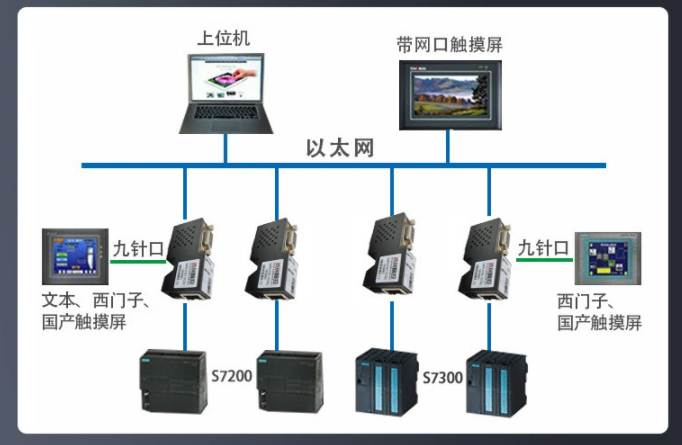
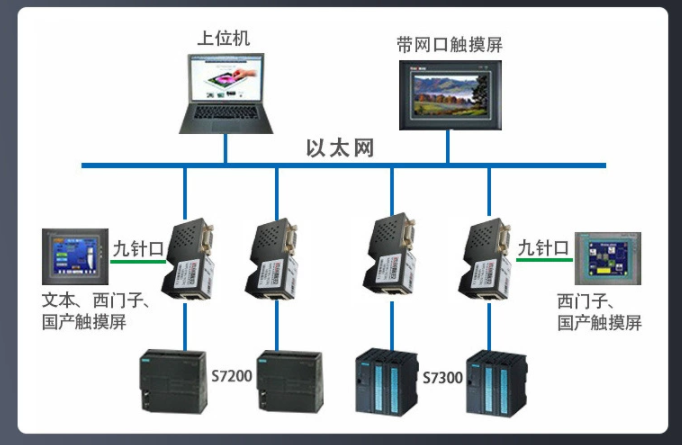
本系统采用三层架构设计,实现从设备层到监控层的全链路数据交互:
1.设备层:3台S7-200PLC分别通过9针PPI接口连接远创智控PPI-ETH-YC01Plus网关模块,同时每台模块的9针口并联接入台达触摸屏,实现本地操作与远程监控的并行运行。
2.通讯层:通过华为工业交换机构建星型以太网拓扑,将3台远创智控模块与2台S7-1200PLC、1台上位机连接,形成统一通讯网络。
3.监控层:上位机安装WinCC监控软件,实时采集S7-200和S7-1200PLC的生产数据,实现设备状态监控、报警记录和数据趋势分析。
系统数据流向设计:
·S7-200PLC→远创智控模块→以太网→S7-1200PLC(实现跨PLC数据交互)
·S7-200PLC→远创智控模块→以太网→上位机(实现数据采集)
·上位机→以太网→远创智控模块→S7-200PLC(实现远程控制)
·S7-200PLC↔台达触摸屏(保留本地操作功能)
四、详细配置过程
1.远创智控PPI-ETH-YC01Plus模块参数配置
(1)硬件连接:将模块的9针PPI接口通过西门子原装PPI电缆(6ES7901-3CB30-0XA0)连接至S7-200CPU226的PORT0接口,同时通过分支电缆连接台达触摸屏的RS485接口;模块的RJ45接口接入工业交换机。
(2)网络参数设置:
·给模块供电后,通过电脑直连模块默认IP(192.168.1.100),登录网页配置界面(用户名/密码:admin/admin)。
·在"网络设置"页面,修改IP地址为192.168.0.101(与工厂网段保持一致),子网掩码255.255.255.0,网关192.168.0.1。
(3)PPI协议配置:
·在"串口设置"页面,选择PPI协议模式,波特率设置为187.5kbps(与S7-200PLC默认波特率一致),校验位无,数据位8,停止位1。
·在"S7-200设置"页面,填写S7-200PLC的站号(默认2),勾选"允许读写"权限,设置数据刷新周期为100ms。
(4)西门子协议配置:
·在"西门子协议"页面,启用S7Server功能,设置通讯端口102,支持S7协议客户端访问。
·配置数据映射表,将S7-200PLC的V存储区(如VW100-VW200)映射为以太网寄存器,方便S7-1200PLC和上位机访问。
2.S7-1200PLC通讯配置
(1)在TIAPortalV16中创建新项目,添加CPU1214C,配置其IP地址为192.168.0.201。
(2)添加S7通讯伙伴:
·在项目树中选择"添加新设备",通过"更多选项"添加"SIMATICS7-200"作为通讯伙伴。
·在网络视图中,通过拖拽建立S7-1200与S7-200(通过远创智控模块映射)的S7连接。
(3)编程实现数据读写:
·使用"GET"指令读取S7-200PLC的V区数据(如VW100为冲压压力值),通过映射地址192.168.0.101读取。
·使用"PUT"指令向S7-200PLC写入控制指令(如VW300为启动信号),实现远程控制。
//S7-1200PLC读取S7-200数据示例代码
CALL"GET","S7Connection_1"
REQ:=TRUE
ADDR_1:=W#16#1000//数据区起始地址
DATA_1:="Stamping_Pressure"//存储读取的冲压压力值
NDR:="Data_Received"//数据接收完成信号
ERROR:="Read_Error"//读取错误信号
3.上位机监控系统配置
(1)在研华IPC上安装WinCCV7.5,创建新项目并添加"SIMATICS7-200/300/400"驱动。
(2)添加通讯连接:
·新建S7-200连接,设置IP地址为192.168.0.101(远创智控模块IP),端口102。
·配置数据变量,对应S7-200PLC的V区地址(如VW100对应"冲压压力",VW102对应"温度值")。
(3)画面设计:
·创建设备监控主画面,添加数据显示控件、趋势图、报警窗口等元素。
·设置数据刷新周期为500ms,实现实时数据展示。
·配置操作权限,添加启停控制按钮,实现远程操作功能。
4.触摸屏配置
台达DOP-B10S411触摸屏通过RS485接口与S7-200PLC的PORT0接口并联连接(远创智控模块支持PPI协议的多主站功能),在台达ScreenEditor软件中配置PPI通讯参数:
·通讯协议:PPI
·波特率:187.5kbps
·PLC站号:2
·数据地址:与S7-200PLC的V区对应
五、系统调试与运行效果
1.调试过程
(1)单机调试:分别测试S7-200与远创智控模块的通讯,通过模块网页端的"数据监控"功能验证V区数据是否正常刷新。
(2)联机调试:
·测试S7-1200与S7-200的通讯:在TIAPortal中监控"GET/PUT"指令的执行状态,确认数据读写正常。
·测试上位机与S7-200的通讯:在WinCC中强制变量,检查S7-200PLC的响应是否正确。
·测试触摸屏与PLC的兼容性:操作触摸屏按钮,验证是否与上位机监控画面同步显示状态变化。
(3)压力测试:模拟3台S7-200PLC同时发送100点数据,持续运行24小时,监控系统稳定性,无数据丢失或延迟现象。
2.运行效果
(1)数据采集实时性:S7-200PLC的生产数据(如冲压压力、运行速度、温度等)可在100ms内同步至S7-1200PLC和上位机,满足实时监控需求。
(2)多系统协同:实现了冲压车间与装配车间的设备联动,当S7-200检测到冲压件不合格时,通过远创智控模块将信号发送至S7-1200,自动暂停装配线,避免不良品流入下工序。
(3)操作兼容性:台达触摸屏与上位机可同时对S7-200PLC进行操作,模块内置的检测机制确保了操作指令的优先级执行,避免控制不通。
(4)维护便捷性:通过以太网可远程下载S7-200PLC程序,无需到现场连接编程电缆,降低了维护成本。

六、案例总结与效益分析
1.解决的核心问题
(1)突破S7-200PLC无以太网接口的硬件限制,实现了与S7-1200PLC的跨系统通讯。
(2)保留原有触摸屏的本地操作功能,无需更换设备即可完成系统升级,降低改造成本。
(3)构建了统一的以太网通讯网络,为后续接入MES系统和工业互联网平台奠定基础。
2.经济效益
(1)改造费用:相比更换3台S7-200PLC为S7-1200PLC(约需15万元),采用远创智控模块方案仅投入3.5万元(含模块、交换机等设备),节省成本77%。
(2)生产效率:通过数据实时监控和设备联动,减少因信息滞后导致的停机时间,每月可增加有效生产时间约30小时,按每小时产值5000元计算,年增产值约180万元。
(3)维护成本:远程维护功能使工程师无需到现场即可处理问题,每年可节省差旅和工时成本约5万元。
3.应用扩展
该方案不仅适用于汽车零部件行业,还可广泛应用于食品饮料、包装机械、水处理等使用S7-200PLC的工业场景。远创智控PPI-ETH-YC01Plus模块的多协议支持能力(除PPI外,还可扩展支持ModbusTCP/IP、OPCUA等),使其能够适应不同品牌设备的集成需求,具有较高的灵活性和性价比。
通过本案例可见,在工业自动化升级过程中,无需完全淘汰老旧设备,选择合适的通讯转换模块即可实现新老系统的无缝对接,以最小成本获取最大效益,这正是工业通讯技术创新带来的价值所在。
更多详细内容或具体配置过程可咨询羽工。
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6207浏览量
181650 -
plc
+关注
关注
5052文章
14827浏览量
488794 -
数据采集
+关注
关注
42文章
8346浏览量
121280 -
工业自动化
+关注
关注
17文章
3248浏览量
70114
发布评论请先 登录
西门子S7-200PLC借助于以太网转换模块同时与S7-1200PLC和西门子触摸屏通讯案例

西门子S7-300系列PLC借助于以太网转换模块同时与S7-1200PLC和触摸屏、通讯案例

西门子S7-1200和S7-1500 PLC系列模拟量传感器怎么接线

西门子SMARTS7-200PLC与S7-1200PLC以太网通讯及PPI集成实现工业机械控制

西门子PLC工业控制案例:S7-200与S7-1200以太网通信实现多机协同

西门子SMARTS7-200与S7-1200PLC以太网通讯配置详解(含上位机对接)

西门子S7-200与S7-1200通过PPI以太网模块通讯,赋能汽车制造行业发展

西门子 S7-200 与 S7-1200 借 PPI 以太网模块通讯,赋能食品行业进步
依托 PPI 以太网模块,西门子 S7-200 与 S7-1200 通讯助推食品行业前行
PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

依托PPI以太网模块,西门子S7-200与S7-1200通讯助力食品加工行业进步

西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论