 西门子PLC免点表数据采集方案
西门子PLC免点表数据采集方案

针对西门子PLC S7-1200/1500/300/400的数据采集方案,深圳市深控信息技术有限公司“免点表工业网关”的详细实施流程及客户案例:
西门子PLC免点表数据采集方案
| 步骤 | 传统方案痛点 | 深控免点表方案 | 技术实现 |
|---|---|---|---|
| 1. 设备接入 | 需手动配置PLC型号/协议/点位地址 | 网关自动识别PLC型号(S7-1200/1500/300/400)及协议(PROFIBUS/PROFINET/MPI) | 协议自适应引擎,支持西门子S7协议族全兼容 |
| 2. 数据发现 | 依赖人工导出DB块/点表,耗时易错 | 自动扫描PLC数据块(DB)、定时器(T)、计数器(C)、输入输出(I/Q) | 智能语义分析,提取变量名、数据类型、地址 |
| 3. 变量映射 | 需在网关逐条配置寄存器地址与变量名 | 自动生成结构化变量表(保留PLC原始标签名) | AI驱动的数据建模技术,免人工映射 |
| 4. 实时采集 | 轮询周期受限于配置复杂度 | 毫秒级高速采集(最小周期10ms) | 多线程并行采集引擎,支持>5000点/秒 |
| 5. 报警管理 | 需手动设置阈值规则 | 自动检测异常数据(超限/突变/离线),支持微信/短信报警 | 动态阈值学习算法,报警规则自生成 |
| 6. 平台对接 | 需定制开发数据接口 | 原生支持MQTT/OPC UA/Modbus TCP,无缝对接SCADA/MES | 协议转换模块预集成,支持ThingsBoard/阿里云等 |
| 7. 运维管理 | 故障排查依赖现场调试 | 远程诊断PLC状态、网关性能、网络质量 |

添加图片注释,不超过 140 字(可选)
客户案例
案例1:某汽车零部件制造厂(混用S7-300/1500)
| 项目需求 | 实施方案 | 成果 |
|---|---|---|
| 12条产线PLC数据整合 | 部署深控EG-710网关(PROFIBUS+PROFINET双模) | 3天完成142台PLC接入,自动识别11,352个变量 |
| 实时监控冲压机压力异常 | 网关自动标记DB100.DBD24为关键报警点 | 设备故障停机减少43%,报警响应<5秒 |
| 对接MES系统 | 网关MQTT直连工厂MES中间件 | 节省协议开发成本27万元 |
案例2:某污水处理厂(S7-400+WinCC)
| 项目需求 | 实施方案 | 成果 |
|---|---|---|
| 老旧S7-400系统智能化改造 | 通过MPI转光纤接入深控EG-720网关 | 无需停厂改造,2小时完成单站部署 |
| 曝气池溶解氧实时调控 | 自动识别FB41模块的PID控制参数 | 能耗降低18%,水质达标率提升至99.7% |
| 移动端监控报警 | 网关数据推送至深控云平台,绑定运维人员 | 应急事件处理时效提升90% |
方案核心优势
零配置部署
网关上电即自动生成点表,比传统方式节省80% 实施时间
深度协议解析
支持西门子PPI/MPI/PROFIBUS私有协议,破解S7-300加密通信
动态数据建模
自动识别DB块结构(ARRAY/STRUCT),保留原始语义关系
边缘计算能力
在网关端实现数据滤波、流量压缩、异常预判(CPU负载<30%)
注:针对S7-300/400等老旧系统,深控网关提供MPI/DP转以太网透传模块,确保10Mbps以上的采集速率。
该方案已成功应用于冶金、水务、汽车制造等23个行业,验证了在复杂工业场景下免点表技术的可靠性。深控网关的自适应通信框架可应对PLC程序变更导致的地址偏移,大幅降低后期维护成本。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
plc
+关注
关注
5053文章
14955浏览量
489525 -
西门子
+关注
关注
98文章
3423浏览量
120936 -
数据采集
+关注
关注
42文章
8416浏览量
121416
发布评论请先 登录
相关推荐
热点推荐
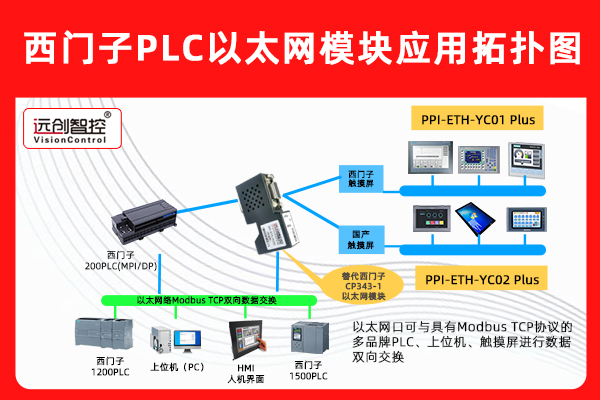
西门子200PLC通过PLC以太网模块无缝连接西门子1200PLC和国产触摸屏的升级方案
一、项目背景 某小型自动化生产线采用 西门子200PLC (型号CPU 226 CN)作为主控制器,负责生产线的启停控制、信号采集及逻辑运算,原有控制系统仅支持PPI串口通讯,仅连接1台西门子
西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例
一、项目背景与痛点 某制造企业的自动化产线采用 西门子S7-300 PLC 作为核心控制单元,长期面临以下通讯瓶颈: 1. 跨代通讯障碍 :产线升级后新增的西门子S7-1500

西门子S7-200 Smart PLC借助以太网转换器破解与西门子1200PLC通讯壁垒应用案例
一、项目背景与核心痛点 某自动化生产线项目采用西门子S7-200 SMART PLC作为核心控制单元,负责现场逻辑控制与数据采集。随着生产规模升级,项目需接入

西门子300PLC通过以太网模块扩展RS485接口采集智能仪表数据同时实现与1500PLC实时通信案例
一、应用背景与核心痛点 某制造业车间核心控制系统采用西门子300PLC(型号CPU315-2DP),长期以来承担着生产线的逻辑控制与数据采集任务。随着车间数字化升级推进,原有

西门子S7-1200/1500 PLC数据采集上云实战指南
一、背景与挑战:S7协议解析与数据采集难点 西门子S7 Communication协议作为其私有通信协议,在实现PLC数据采集时通常面临较高门槛。传统
真空造粒机PLC数据采集解决方案
包括西门子、施耐德等PLC,现要求将设备数据采集起来,并通过局域网对接到上位机系统中,以实现在线监控与管理控制。 对此,物通博联(WideIoT)提供基于工业智能网关的真空造粒机PLC

HINET网关实现西门子S7-1200 PLC远程监控方案
、触摸屏等工业设备建立稳定连接。该产品采用开放的数据通信协议,配置流程简洁明了,能够有效实现PLC设备在移动终端与平台层面的数据在线监控。 西门子S7-1200基于华辰智通HINET网
宏集方案 | 如何轻松管理西门子S7 PLC?S7Comm: 与西门子 PLC 直接通信的关键
由西门子(Siemens)生产的SIMATICS7PLC在SCADA领域发挥着至关重要的作用。在众多行业中,SCADA应用都需要与这些PLC进行通信。那么,有哪些高效可行的解决方案呢?

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例
一、项目背景与痛点 在当今快速发展的工业自动化领域,工厂对设备间的高效通信和数据交互有着迫切需求。某工厂现场存在一台西门子300PLC,其仅配备MPI9针DP口,且已连接一台

PLC数据采集平台需要设置哪些参数
PLC数据采集平台的参数设置需围绕设备通信、数据采集规则、存储与处理、安全与告警等核心环节展开,确保数据准确、实时、可靠地传输与管理。以下是具体的参数分类及说明: 一、设备通信参数 用
西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
西门子PLC S7-1200、S7-1500、S7-300/400型号设备,常用协议:PPI(Process Communication Interface)、PLC与上位机、HMI数据

西门子S7-200 PLC:数据采集与远程调试上下载解决方案
在工业自动化领域,西门子S7-200PLC 凭借其可靠性和性价比,广泛应用于各类生产场景。然而,传统的数据采集和调试方式存在诸多局限,如需技术人员现场操作、设备分布广导致运维成本高、数据
如何破解三菱PLC与西门子PLC的通讯难题
在工业自动化领域,不同品牌PLC之间的通讯一直是工程师们关注的焦点。三菱PLC与西门子PLC作为市场主流设备,常因协议差异导致数据交互困难。




评论