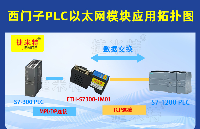
 西门子S7-300 PLC借助于MPI以太网通讯处理器实现与MES的双向通讯
西门子S7-300 PLC借助于MPI以太网通讯处理器实现与MES的双向通讯


行业痛点:传统PLC的“无网口”困境
在电子制造行业,生产数据的实时采集与分析是实现智能制造的核心基础。某大型电子车间主要生产智能手机主板,车间内多条SMT生产线、插件线均采用西门子S7-300系列PLC进行设备控制——其中主力控制器为西门子CPU315-2DP(型号6ES7315-2AH14-0AB0),配套SM321数字量输入模块(6ES7321-1BH02-0AA0)、SM322数字量输出模块(6ES7322-1BH01-0AA0)及SM331模拟量输入模块(6ES7331-7KF02-0AB0),负责管控贴片机、回流焊炉、AOI检测设备的运行逻辑。
然而,西门子S7-300系列PLC(尤其是早期型号)未集成以太网接口,仅支持MPI(多点接口)和PROFIBUS-DP总线通讯。这导致车间面临三大痛点:
数据采集滞后:传统通过PROFIBUS-DP总线连接上位机的方式,数据刷新周期长达2-3秒,无法满足MES系统对实时生产状态(如设备稼动率、产能数据)的监控需求;
扩展成本高:若更换带网口的新型PLC(如S7-1200/1500系列),需重新编写程序、更换I/O模块,单条产线改造成本超10万元,且停产改造会影响订单交付;
协议兼容性差:车间MES系统(基于甲骨文MES套件)仅支持TCP/IP协议的数据接入,而PLC原生的MPI/DP协议需通过专用网关转换,稳定性差且调试复杂。
解决方案:捷米特ETH-S7300-JM01 MPI以太网通讯处理器的“桥梁”作用
为解决“无网口”痛点,车间技术团队经调研测试,选择捷米特(JMT)的ETH-S7300-JM01 MPI以太网通讯模块作为核心升级部件。该模块专为西门子S7-300 PLC设计,具备以下特性:
硬件接口:一端通过MPI/DP接口直接连接S7-300 PLC的通讯端口,另一端集成10/100M自适应以太网口,支持TCPClient/Server模式;
协议支持:内置西门子S7通讯协议(S7COMM),可直接读取PLC内部的输入/输出(I/Q)、定时器(T)、计数器(C)及数据块(DB)数据,无需修改PLC原有程序;
稳定性:工业级设计(-40℃~85℃工作温度,IP30防护),支持断线重连和数据缓存,适配电子车间多粉尘、强电磁干扰的环境。

实施过程:从硬件部署到数据打通的全流程
1.设备清单与拓扑设计
本次改造涉及的核心设备包括:
控制层:西门子S7-300 PLC(CPU315-2DP)及配套I/O模块;
通讯层:捷米特ETH-S7300-JM01 MPI以太网通讯模块(数量:6台,每条产线1台)、华为S1700-24GR工业交换机(2台,冗余部署);
管理层:MES服务器(戴尔PowerEdgeR750)、数据采集终端(研华IPC-610L)。
网络拓扑采用“星型结构”:每台ETH-S7300-JM01 MPI以太网模块通过MPI电缆(西门子6ES7901-0BF00-0AA0)连接PLC的MPI端口,模块以太网口通过超五类网线接入车间局域网交换机,交换机再通过光纤链路连接至MES服务器所在的中控室网络,实现“PLC→以太网模块→交换机→MES”的层级数据传输。

2.模块配置与参数匹配
ETH-S7300-JM01 MPI以太网通讯模块的配置通过捷米特专用软件“JMT-ETH-ConfigV2.3”完成,关键步骤如下:
基础参数设置:为模块分配静态IP(如192.168.1.101~106,与MES服务器IP192.168.1.200同网段),子网掩码255.255.255.0,网关192.168.1.1;设置MPI通讯速率为187.5kbps(与PLC的MPI端口速率一致),PLC地址设为2(默认值,与车间PLC地址规划匹配)。
数据点映射:根据MES需求,定义需采集的12类关键数据,包括:
设备运行状态(DB1.DBX0.0:1=运行,0=停机);
实时产量(DB1.DBW2:整数型,单位:片);
回流焊炉温度(DB2.DBD4:浮点型,单位:℃);
AOI检测不良数(DB3.DBW0:整数型);
设备报警代码(DB4.DBW2:整数型,如1001=电机故障)。
软件支持“地址拖拽式”配置,无需手动编写通讯代码,映射完成后生成XML格式配置文件,导入模块即可生效。
TCP通讯设置:将模块设为TCPClient模式,目标IP指向MES服务器(192.168.1.200),端口号502(MES系统预设的ModbusTCP端口),数据发送周期设为100ms(满足实时性要求),并启用“断网缓存”功能(缓存容量1000条,网络恢复后自动补发)。
3.MES端对接与调试
MES系统侧通过定制开发的“PLC数据接入服务”接收模块发送的数据,该服务基于C#语言开发,采用Socket通讯机制,核心功能包括:
数据解析:将模块发送的二进制数据流(遵循S7COMM协议格式)解析为可读的生产数据,如将DB1.DBW2的十六进制值0x03E8转换为十进制1000(即产量1000片);
异常处理:当接收超时(超过3秒未收到数据)时,触发报警并记录日志,同时向模块发送“重传指令”;
数据存储:解析后的数据实时写入MES数据库(Oracle19c),供生产看板、报表分析模块调用。

调试阶段重点验证了三项指标:
通讯稳定性:连续72小时测试,模块与MES的通讯中断次数为0,数据丢包率<0.01%;
实时性:数据从PLC到MES的传输延迟稳定在150-200ms,满足车间“秒级监控”需求;
兼容性:模块采集的数据与PLC编程软件(STEP7V5.6)监控的实时值一致,误差率为0。
应用效果:从“数据孤岛”到“透明化生产”
改造完成后,车间实现了三大提升:
生产效率提升:MES系统可实时监控每条产线的设备状态,当某台贴片机出现“供料不足”报警(代码2003)时,系统自动推送消息至物料员的PDA,响应时间从原来的5-8分钟缩短至1分钟内,设备稼动率提升8%;
质量追溯优化:通过采集AOI检测的不良数据,MES可实时统计不良率,当某批次主板不良率超过3%时,自动触发停线检查,减少返工成本约12万元/月;
改造成本可控:单条产线改造仅需ETH-S7300-JM01 MPI以太网通讯处理器,仅为更换新型PLC方案的5%,且改造可在设备换班间隙完成,无需停产。

总结
捷米特ETH-S7300-JM01 MPI以太网通讯模块通过“即插即用”的方式,完美解决了西门子S7-300 PLC无网口的行业痛点,为电子车间搭建了从控制层到管理层的实时数据通道。该方案不仅降低了数字化改造的成本与风险,更验证了“老旧设备升级无需全盘替换”的可行性,为同类制造企业的智能制造转型提供了可复制的参考范例。
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6323浏览量
182027 -
plc
+关注
关注
5055文章
14970浏览量
489683 -
MES
+关注
关注
5文章
1351浏览量
33135
发布评论请先 登录
西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例

西门子S7-300 PLC通过以太网转换器与S7-1200互联实现产线集中监控应用案例
西门子 S7-300 PLC 借助于 MPI 以太网通讯模块与上位机通讯实现触摸屏监控快递分拣中心的应用配置案例

西门子S7-300与S7-1200 PLC以太网通讯及HMI集成 实现瓶装饮用水灌装生产线监控智能化升级

西门子S7-300系列PLC借助于MPI转以太网模块同时与S7-1200PLC和触摸屏、变频器通讯案例

西门子S7-300系列PLC借助于以太网转换模块同时与S7-1200PLC和触摸屏、通讯案例

基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操

西门子S7-300 PLC通过MPI以太网通讯处理器达成与MES双向通讯
西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

西门子S7-300PLC MPI转以太网通讯模块在840DSL数控系统中的应用案例

西门子S7-300PLC借助于MPI转以太网模块同时与S7-1500PLC和西门子触摸屏及Modbus RTU协议的变频器通讯案例

PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子PLC助力焊接生产线升级:S7-300与S7-1200以太网通讯及HMI集成方案




评论