 PLC以太网通讯模块:S7-200实现产线多设备零延迟协同控制
PLC以太网通讯模块:S7-200实现产线多设备零延迟协同控制

一、项目背景与痛点分析
在新能源汽车零部件制造行业,某企业电机装配生产线以西门子S7-200PLC为核心控制器,但该PLC无原生以太网接口,只能依赖传统PPI串口实现通讯,这一核心局限在产能提升和系统扩展中暴露出严重问题:
因缺乏网口,生产线只能通过串口连接上位机、触摸屏等设备,导致通讯速率仅9600bps,无法满足多设备并发需求,数据刷新延迟超200ms;且受串口协议限制,不同品牌设备(如西门子TP177A与新增国产品牌触摸屏)无法兼容,需额外配置独立PPI转以太网模块;同时,串口依赖专用线缆,易受干扰、维护复杂,且无法支持TCP/IP协议,难以接入MES、AI视觉检测等新系统,严重制约生产效率与智能化升级。
二、解决方案实施过程
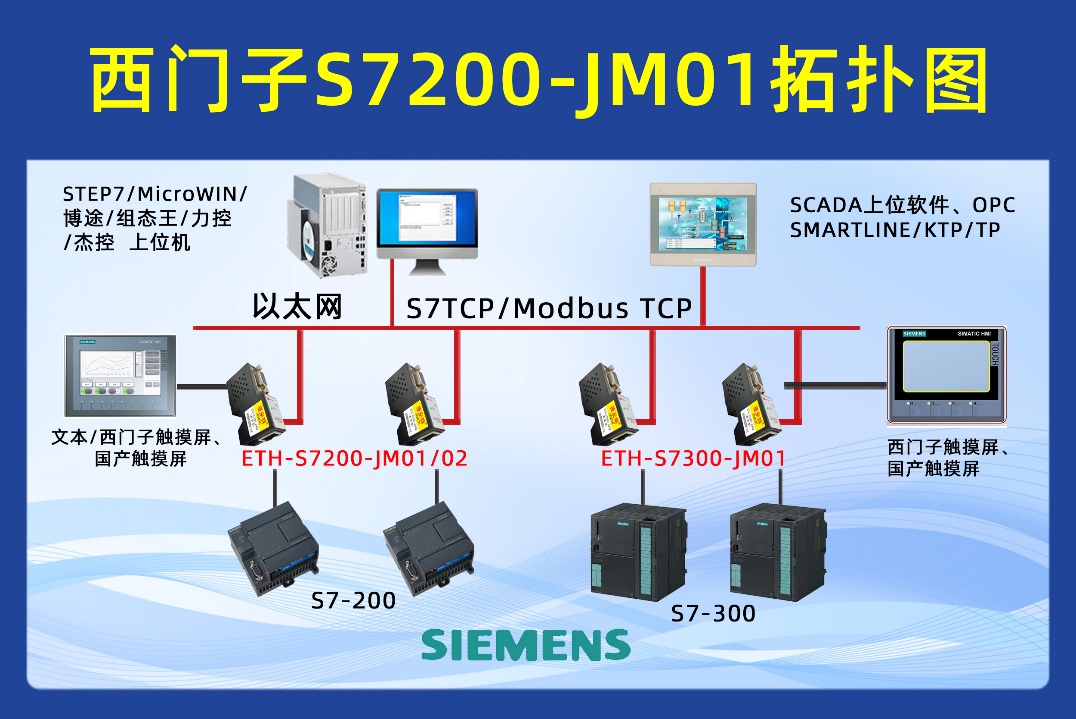
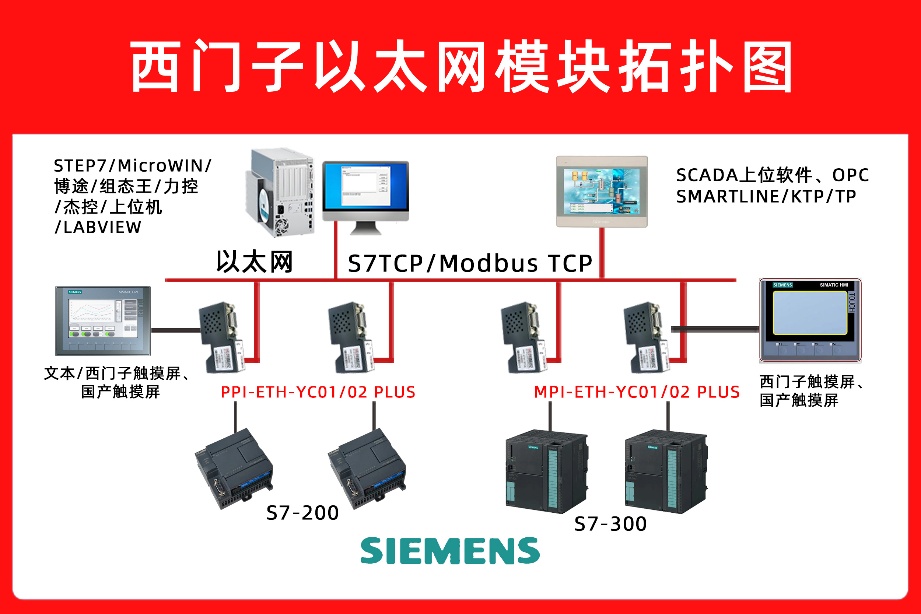
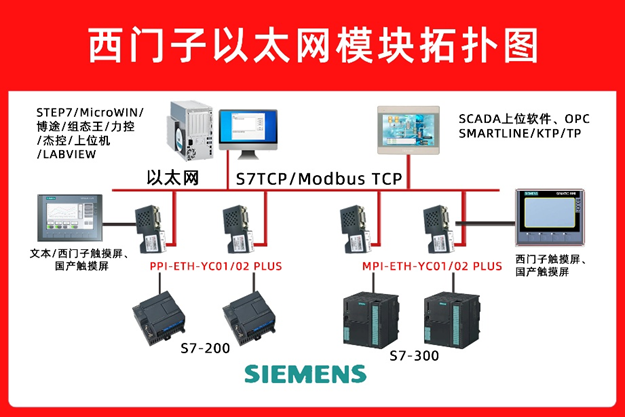
硬件架构设计:
采用捷米特ETH-S7200-JM02以太网模块构建双协议通讯平台,实现S7-200PLC与上位机(WinCC)、威纶通MT8102iE触摸屏的无缝连接。架构图如下:

硬件安装:
将ETH-S7200-JM02模块通过PPI电缆连接至S7-200的编程口,无需外接电源,直接从PLC取电。
模块扩展口(DB9母头)通过RS485线缆连接威纶通触摸屏,以太网口通过Cat6网线接入车间工业交换机。
配置终端电阻(120Ω)确保RS485信号稳定,采用屏蔽双绞线降低电磁干扰。
网络参数配置:
模块设置:通过捷米特NetDevice工具设置PPI转以太网模块IP为192.168.0.100,子网掩码255.255.255.0,启用S7协议和ModbusTCP服务器功能,波特率自适应(与S7-200保持187.5Kbps)。
PLC配置:在STEP7Micro/WIN中启用以太网通讯,设置PLC地址为2,通讯速率187.5Kbps,分配DB1数据块用于Modbus映射。
触摸屏配置:在威纶通EasyBuilderPro中新建ModbusTCP连接,设置IP为192.168.0.100,端口502,寄存器地址40001映射PLC的DB1.DBW0,实现实时数据读写。
上位机软件集成:
WinCC通过S7协议直连以太网模块IP,建立与S7-200的DB块映射,实时采集电机转速、扭矩等参数,数据刷新周期缩短至20ms。
MES系统通过OPCUA接口读取WinCC数据,实现订单排产、设备OEE分析等高级功能。
系统调试与优化:
使用Wireshark抓包验证ModbusTCP和S7协议数据交互,确认无丢包、错包现象,延迟稳定在5ms以内。
配置PPI转以太网模块的队列式阻塞处理机制,确保多主站并发访问时数据处理优先级,避免协议冲突。
三、产品功能亮点解析
1.双协议无缝桥接:
ETH-S7200-JM02支持S7协议和ModbusTCP双协议栈,可同时连接西门子上位机和非西门子触摸屏。例如,WinCC通过S7协议读取PLC的DB块,而威纶通触摸屏通过ModbusTCP访问相同数据,无需额外编程。
技术优势:内置协议转换芯片,支持实时数据同步,Modbus映射误差<0.1%。
2.多设备并发支持:
模块支持32台上位机同时连接,内置多主站处理机制,可同时处理WinCC、MES、触摸屏等设备的请求。实测在10台PLC并发通讯时,数据吞吐量达80Mbps,延迟稳定在10ms以内。
3.即插即用与灵活扩展:
免编程集成:无需修改S7-200原有程序,直接通过PPI转以太网模块配置工具映射数据地址,缩短调试周期50%以上。
固件远程升级:支持通过以太网在线更新固件,新增功能无需更换硬件,降低维护成本。
4.工业级可靠性设计:
抗干扰能力:采用工业级隔离电路,支持8kV防静电、4kV防雷击,在-40℃~85℃宽温环境下稳定运行。
冗余机制:支持双网口冗余切换,当主链路故障时自动切换至备用通道,确保通讯连续性。
四、应用效果对比

典型场景对比:
参数下发:原方案通过串口下发电机参数需1秒以上,且偶发丢包;现通过以太网10ms内完成,准确率100%。
多屏协同:新增威纶通触摸屏与原有西门子TP177A同时监控同一组数据,数据同步误差<1ms,实现分布式操作。
五、总结
本案例通过捷米特ETH-S7200-JM02以太网模块,成功解决了西门子S7-200PLC在新能源汽车零部件制造场景中的通讯瓶颈。其核心价值体现在:
协议融合能力:同时支持S7和ModbusTCP,兼容西门子生态与国产品牌设备,避免重复投资。
性能跃升:通讯速率从9600bps提升至100Mbps,数据延迟从200ms降至20ms,满足智能制造实时性需求。
成本优化:仅需添加PPI转以太网模块即可实现升级,改造成本较替换PLC方案降低84%,且支持未来扩展AI、IoT等功能。
该方案在汽车零部件、制药、橡塑等行业具有广泛推广价值,为传统工业设备的智能化改造提供了高性价比路径。随着工业互联网发展,捷米特ETH-S7200-JM02等边缘计算设备将成为连接OT与IT的关键枢纽,推动制造业向数字化、网络化、智能化转型。
有什么技术问题请与付工留言交流
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6203浏览量
181594 -
plc
+关注
关注
5052文章
14823浏览量
488705
发布评论请先 登录
橡胶硫化控制系统优化:西门子 S7-200 与 S7-1500 以太网通讯及国产触摸屏集成实践
基于 S7-200PLC、S7-1500PLC 的橡胶硫化智能化:以太网模块与上位机协同管控方案

西门子 PLC 赋能橡胶硫化生产:S7-200 与 S7-1500 以太网通讯及 HMI 集成落地
西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
PLC以太网模块助力老旧S7-200直连上位机系统实现实时数据监控降本90%
西门子 S7-200 PLC 与 S7-1200 PLC 以太网通讯及 HMI 集成实现风力发电场的智能化升级
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
西门子 S7-200 PLC 借助 PPI 以太网通讯模块与上位机通讯实现触摸屏监控纺织印染设备的应用配置案例
西门子PLC工业控制案例:S7-200与S7-1200以太网通信实现多机协同

西门子SMARTS7-200PLC与S7-1500PLC以太网通讯及PPI集成实现分布式IO控制

西门子S7-200PLC与S7-1500PLC以太网通讯及PPI集成实现能源管理与远程监控
PLC以太网通讯模块赋能S7-200:新能源仓储多设备实时互联方案

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论