 西门子S7-200SMART与WINCC如何通信?老工控人这样做!
西门子S7-200SMART与WINCC如何通信?老工控人这样做!

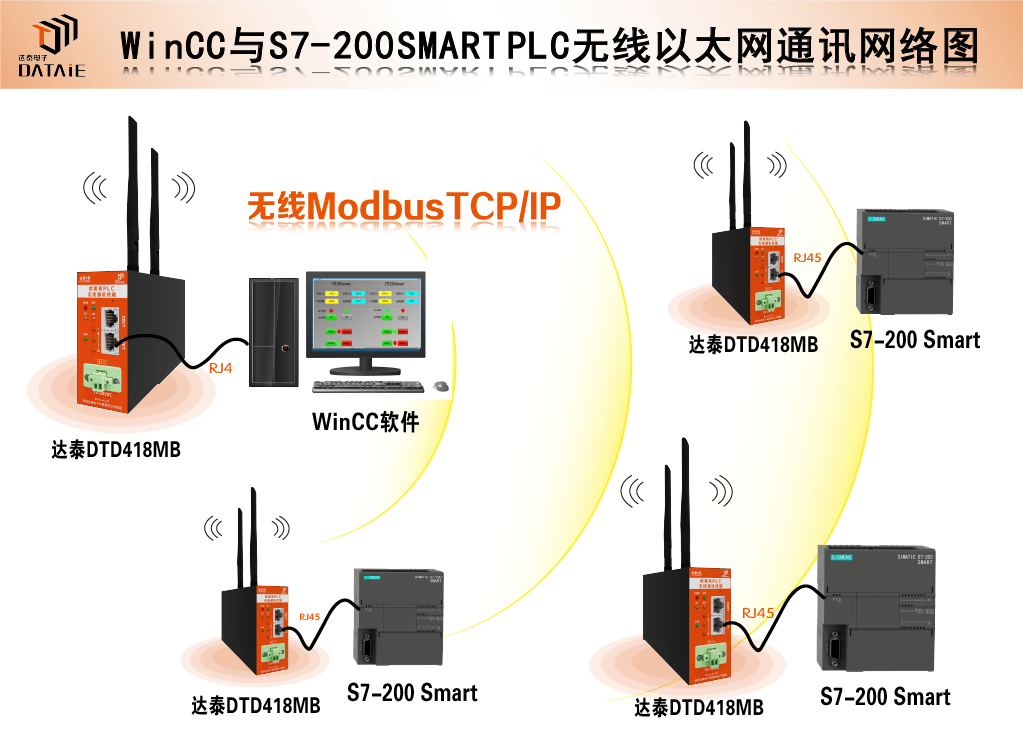
测试设备与参数
上位机:WinCC7.4 × 1台
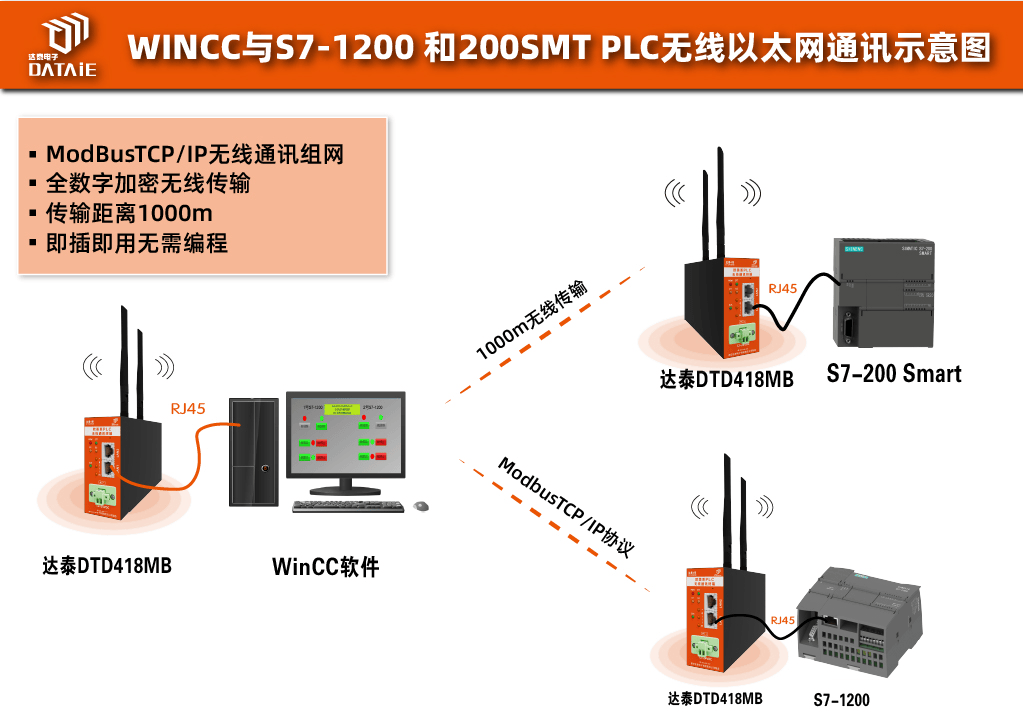
达泰欧美系PLC无线通讯终端——DTD418MB × 3块
主从关系:1主2从
供电:12-24VDC
通讯协议:ModbusTCP/IP协议
传输距离:100米,1KM
本方案以WinCC和2台西门子S7-200SMART PLC为例,在ModbusTCP/IP协议下实现无线以太网通信实现过程。在本方案中采用了西门子PLC无线通讯终端——DTD418MB,作为实现无线通讯的硬件设备,用户无需更改程序。
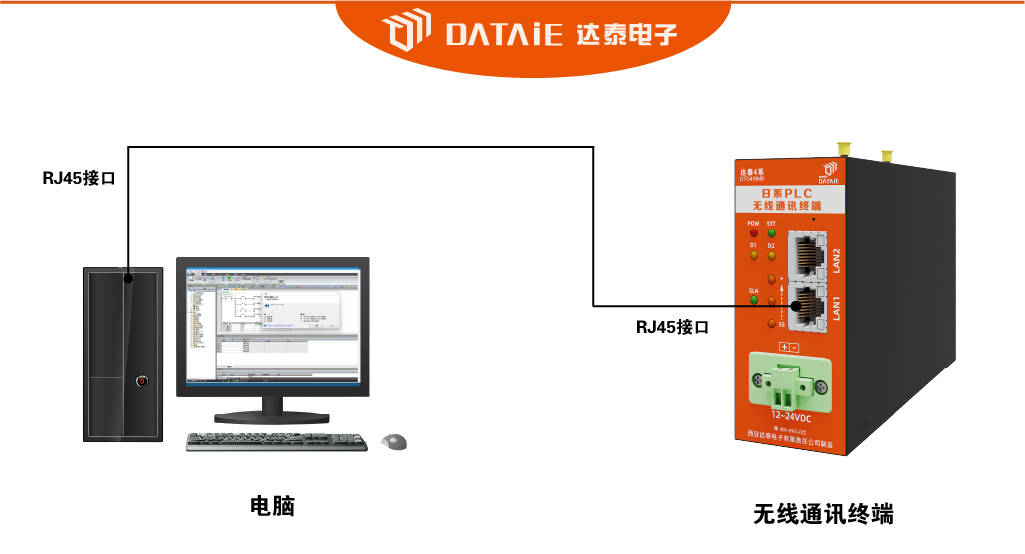
接线方式
1. 上位机与DTD418MB接线
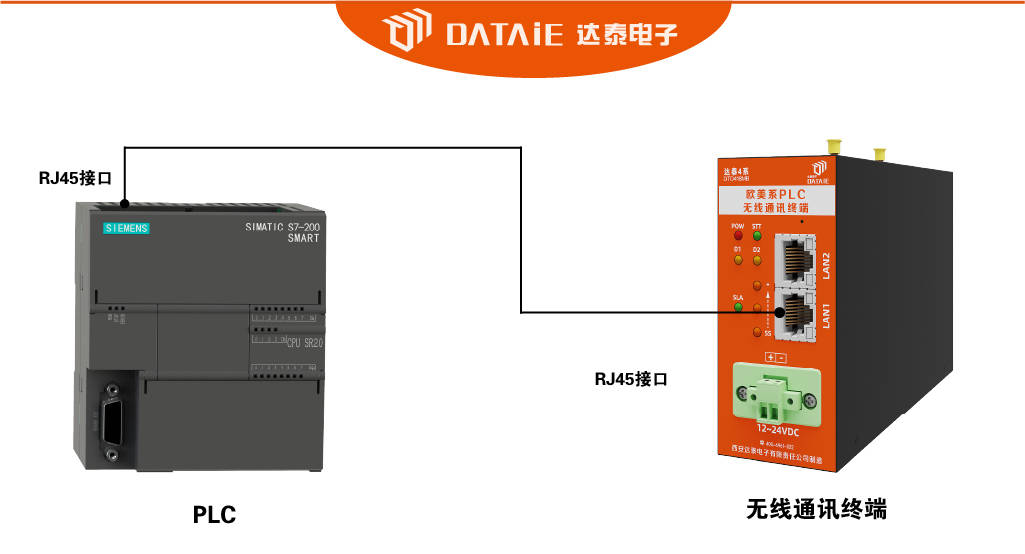
2. PLC与DTD418MB接线
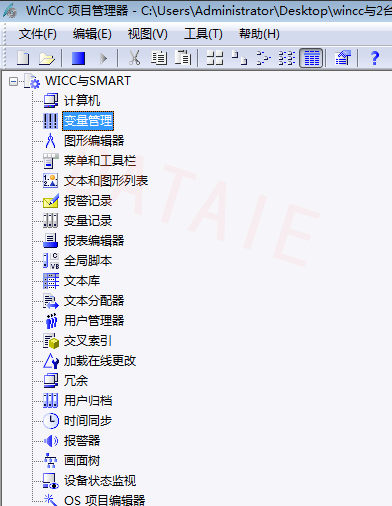
WinCC参数设置及测试界面
1.打开变量管理
2.添加新的驱动程序
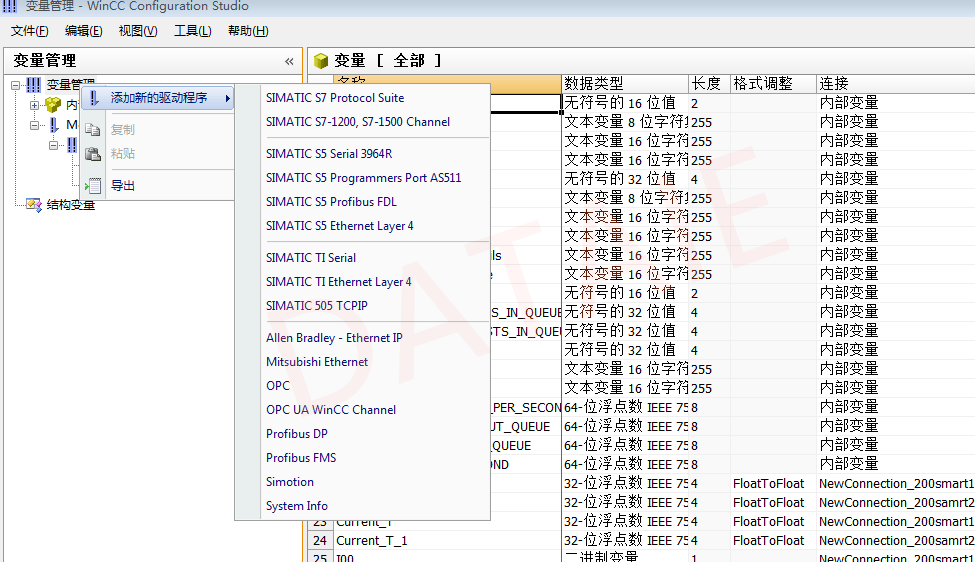
3.添加2个不同地址的PLC
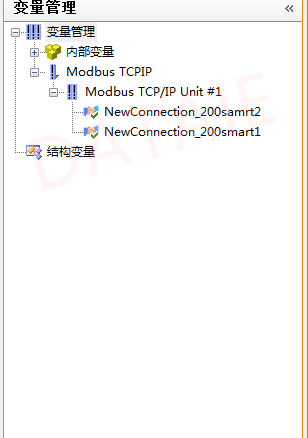
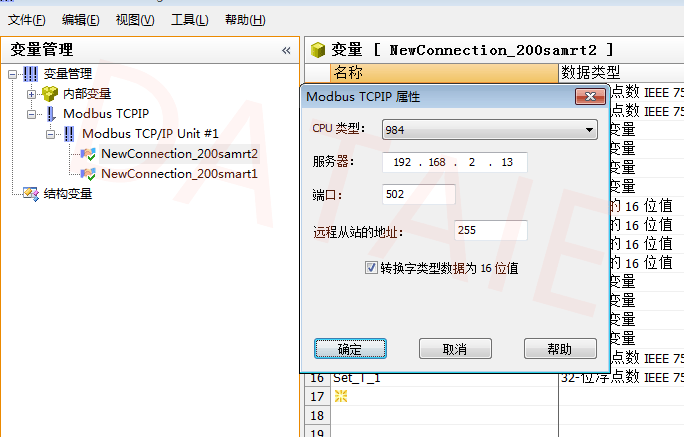
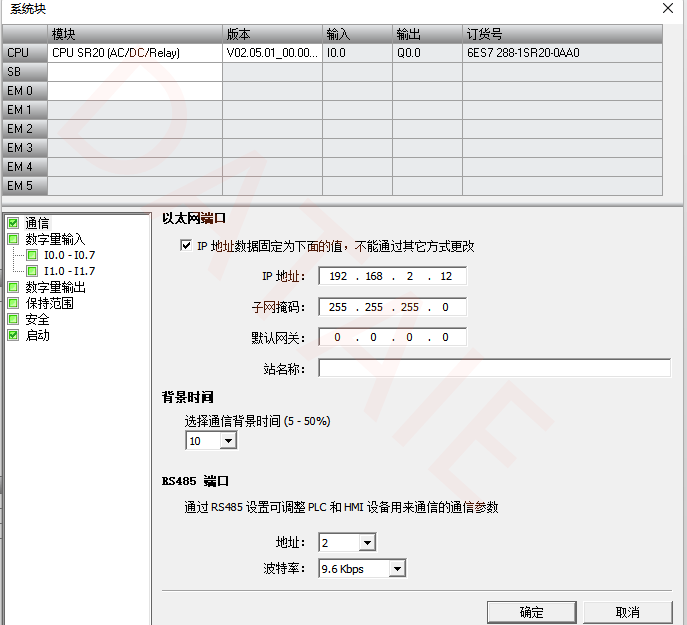
其中的“192.168.2.13”是cpu的ip地址。如果有多台PLC IP地址不同即可,需要在同一个局域网内。
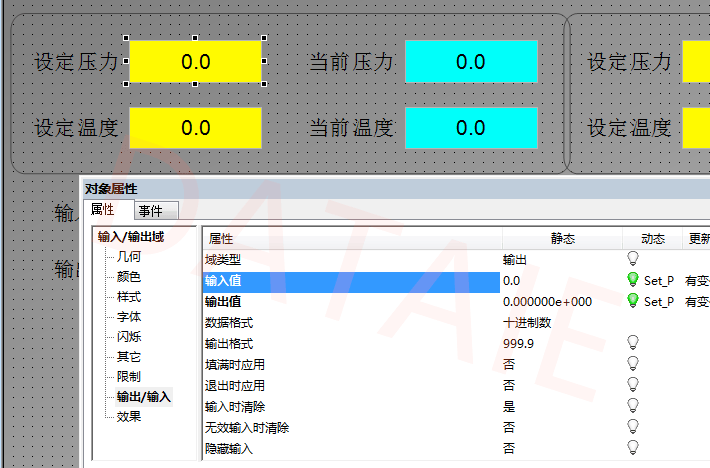
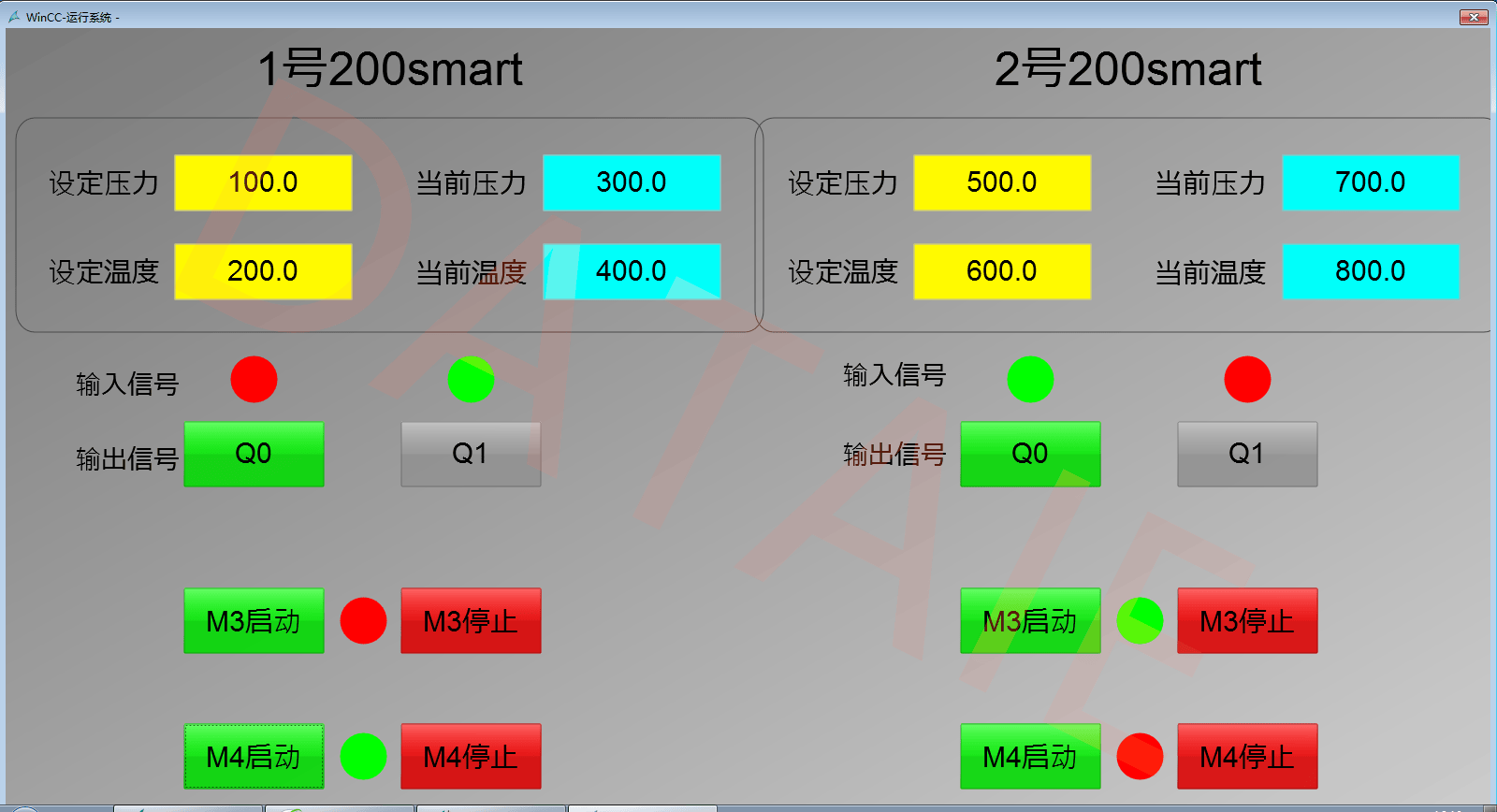
4.画面设计
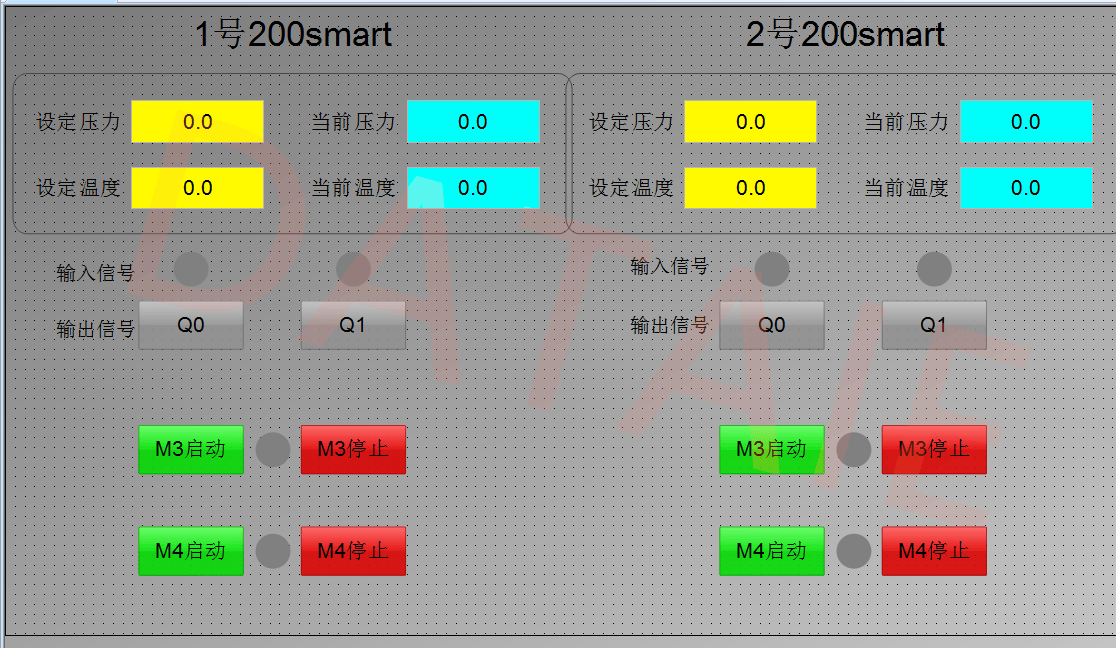
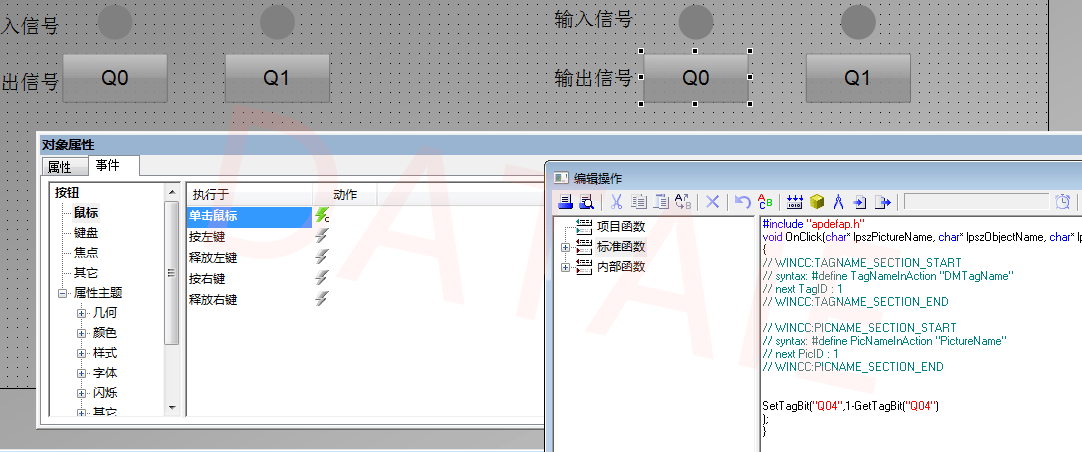
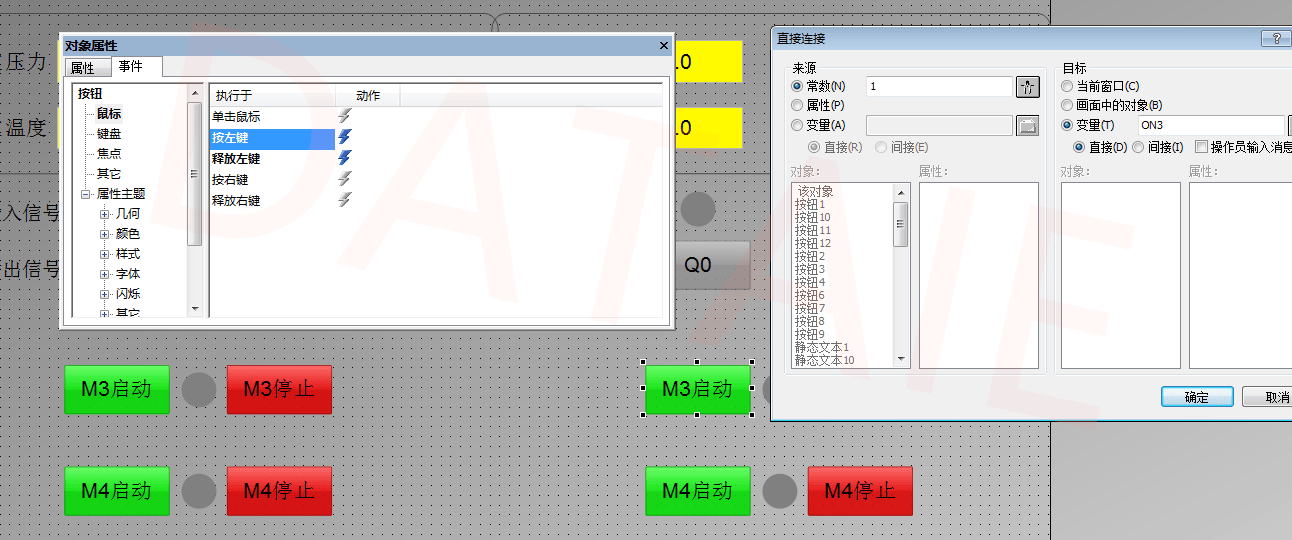
5. 画面控件与变量的关联
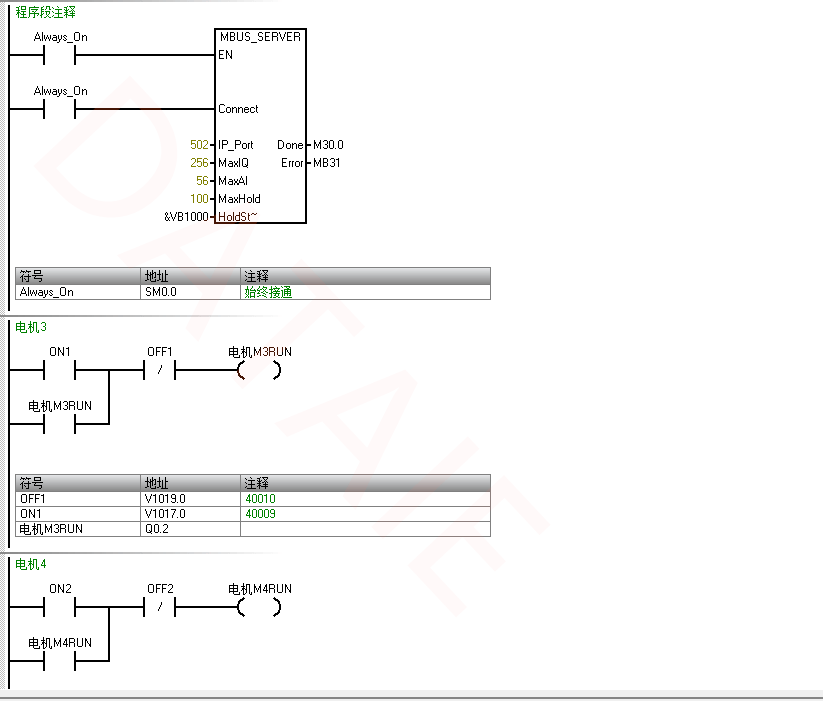
PLC参数设置
1. 编写一个启停程序
其中Q0.2和Q0.3是起保停
2. PLC的IP地址设置
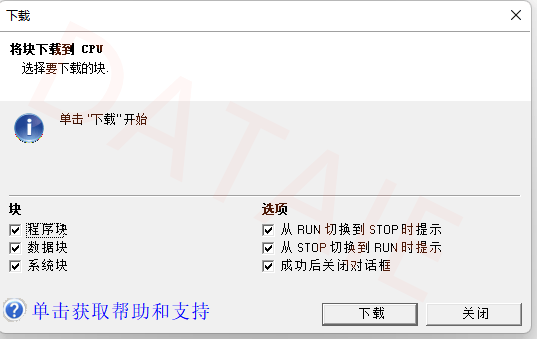
3. 将程序下载到PLC
测试方法
1. 用WICC的Q0和Q1按钮控制PLC对应的Q点,同时在WINCC上监测Q点输出。
2. 给PLC的I点输入信号,看WINCC是否有监测到相应点的信号
3. 通过给PLC相应寄存器写入数值,看WINCC是否有对应的数值
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
西门子
+关注
关注
98文章
3402浏览量
120858 -
WinCC
+关注
关注
6文章
210浏览量
49807
发布评论请先 登录
相关推荐
热点推荐
西门子S7-200 Smart PLC借助以太网转换器破解与西门子1200PLC通讯壁垒应用案例
一、项目背景与核心痛点 某自动化生产线项目采用西门子S7-200 SMART PLC作为核心控制单元,负责现场逻辑控制与数据采集。随着生产规模升级,项目需接入西门子

械手自动化生产线项目中西门子200smart PLC通过PPI以太网模块与西门子触摸屏进行通讯案例
200smart PLC(CPU SR40)。该PLC唯一网口已被车间机械手视觉检测设备占用,仅剩余PPI 9针DP口——PPI协议是西门子专为S7-200系列PLC设计的专用主从式通信

机床非标升级改造项目中西门子200smart PLC通过PPI以太网模块与施耐德触摸屏进行通讯案例
200smart PLC(CPU SR40)。该PLC唯一网口已被机床主轴转速监测设备占用,仅剩余PPI 9针DP口——PPI协议是西门子专为S7-200系列PLC设计的专用主从式通信

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
一、项目背景与核心痛点 某自动化生产线控制系统采用 西门子 S7-200 Smart PLC 作为核心控制单元,负责现场设备的逻辑控制与数据采集。随着企业数字化升级需求的推进,项目组计划引入西
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级
一、行业痛点 华南某大型汽车整车制造企业的涂装车间,拥有 16 条自动化涂装产线,核心控制采用 16 套西门子 S7-200 PLC,配套 24 台西门子 KP700 Basic 触摸屏。该系统投用

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
车身轻量化工艺升级和智能化改造推进,原有通讯体系的弊端愈发凸显,成为产线提效的核心阻碍: 西门子S7-200 SMART PLC以太网接口被占用,无法与新引入的S7-1500 PLC实
工业无线数传模块实现西门子 S7-300 与 S7-200 SMART 300米 Profinet 无线通讯
(CPU 315-2PN/DP),承担整条装配线的生产调度、设备联动及数据汇总任务,需 PLC 数据无线传输 实时获取室外工位的螺栓紧固扭矩、液压系统压力、工件定位坐标等关键数据,并下发启停控制、参数调整等指令;室外露天装配工位部署 西门子 S7-200

【教程】Profinet分布式IO(P31系列)与西门子PLC S7-200smart 连接例程
P31-U系列是一款支持Profinet协议的远程分布式IO主机模块,用于将IO数据映射到Profinet。使用GSD文件进行集成,PLC免代码读取、写入I0端口。支持西门子S7-200smart

基于Modbus TCP的WinCC监控S7-1200/200SMT应用实例
测试设备与参数 l 西门子PLC型号:S7-1200 × 1台 l 西门子PLC型号:S7-200Smart × 1台 l 上位机:WinCC
西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例
一、行业痛点分析 在工业自动化领域,小型空调系统的控制与监控一直面临着通信难题。传统的西门子S7-200 SMART PLC作为一款经典的小型可编程控制器,广泛应用于各类小型自动化系统

西门子S200伺服:革新冶金行业气力运输的幕后英雄
在冶金行业,高效稳定的物料运输是保障生产顺畅、降低成本的关键环节。西门子S200伺服系统凭借卓越性能,在气力运输领域发挥着不可或缺的作用,为冶金生产注入强大动力。天拓四方作为西门子20余年战略
S7-200Smart与S7-1200通过Modbus协议对接到上位机
以太网通信是因为传输速度有保障,而选择无线通信则是因为无需施工、成本低、周期短。这些都可以通过物通博联工业智能网关来实现。 通过将物通博联工业智能网关部署在现场,接入西门子S7-200Smar
西门子S7-200 PLC:数据采集与远程调试上下载解决方案
在工业自动化领域,西门子S7-200PLC 凭借其可靠性和性价比,广泛应用于各类生产场景。然而,传统的数据采集和调试方式存在诸多局限,如需技术人员现场操作、设备分布广导致运维成本高、数据孤岛现象严重等。御控网关为西门子



评论