 电子发烧友App
电子发烧友App



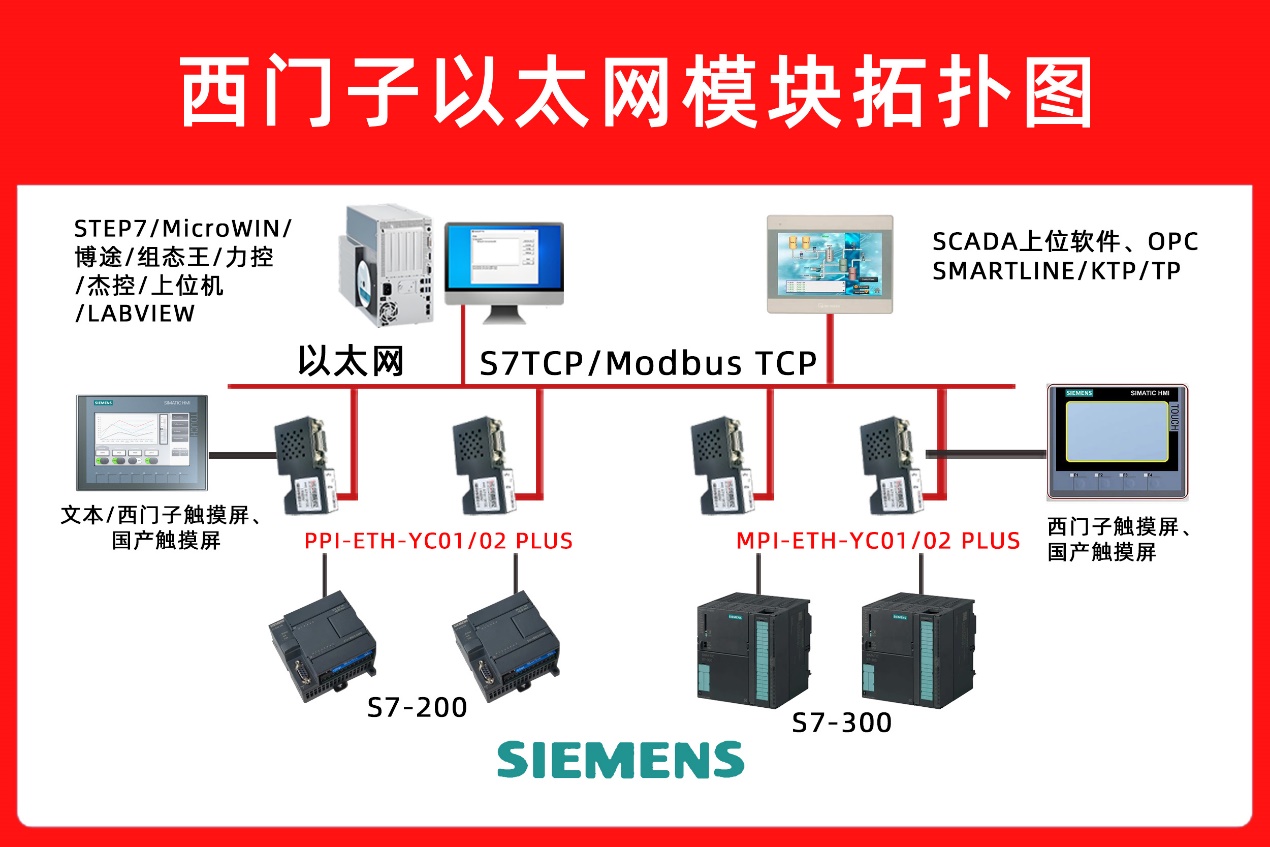
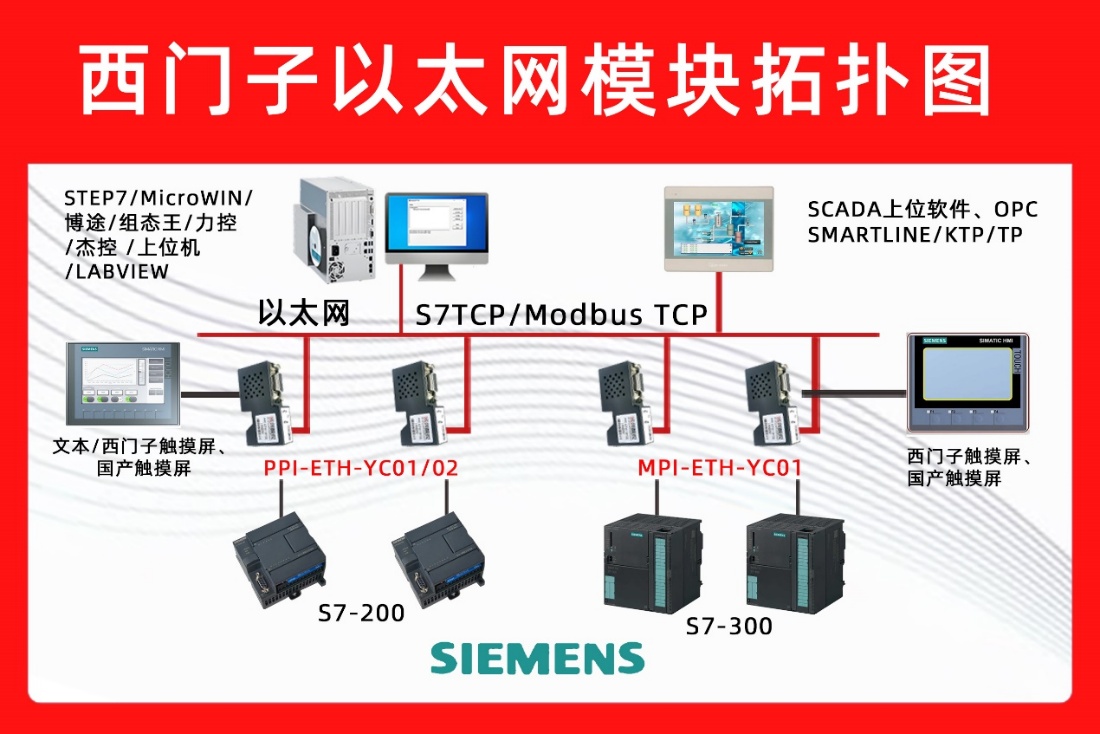
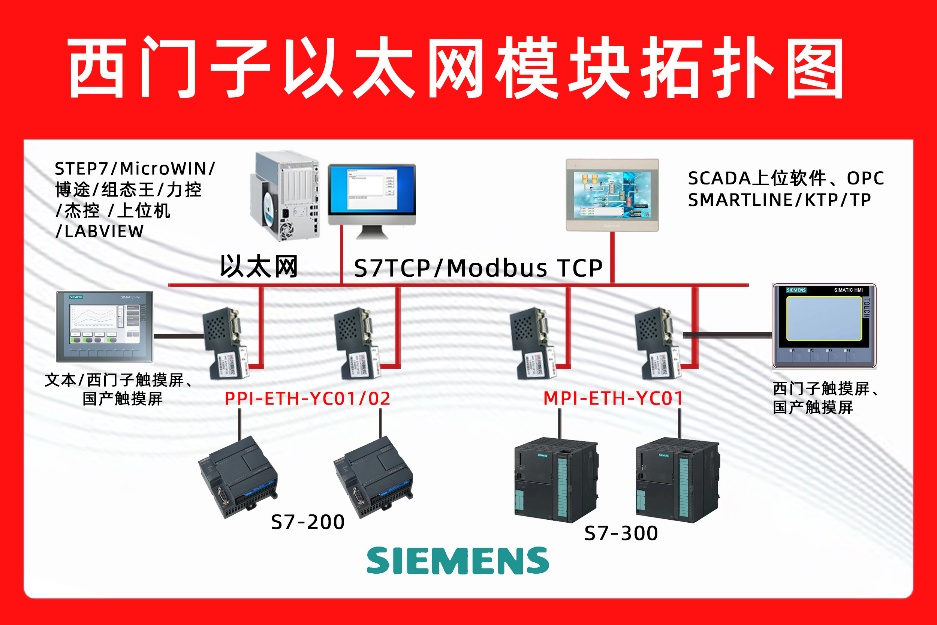
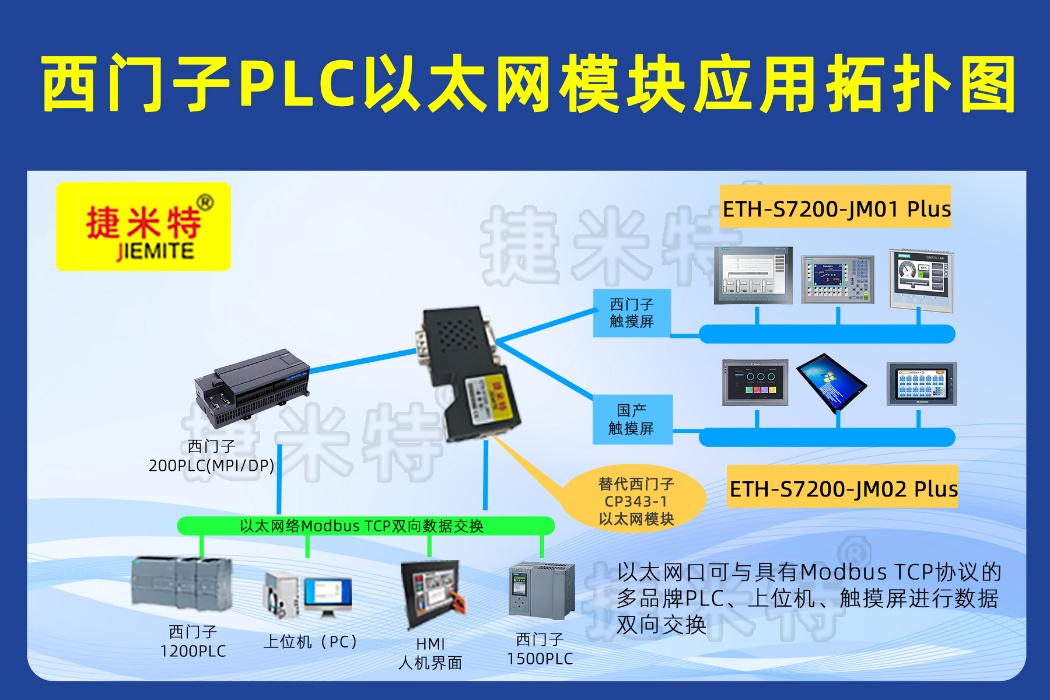
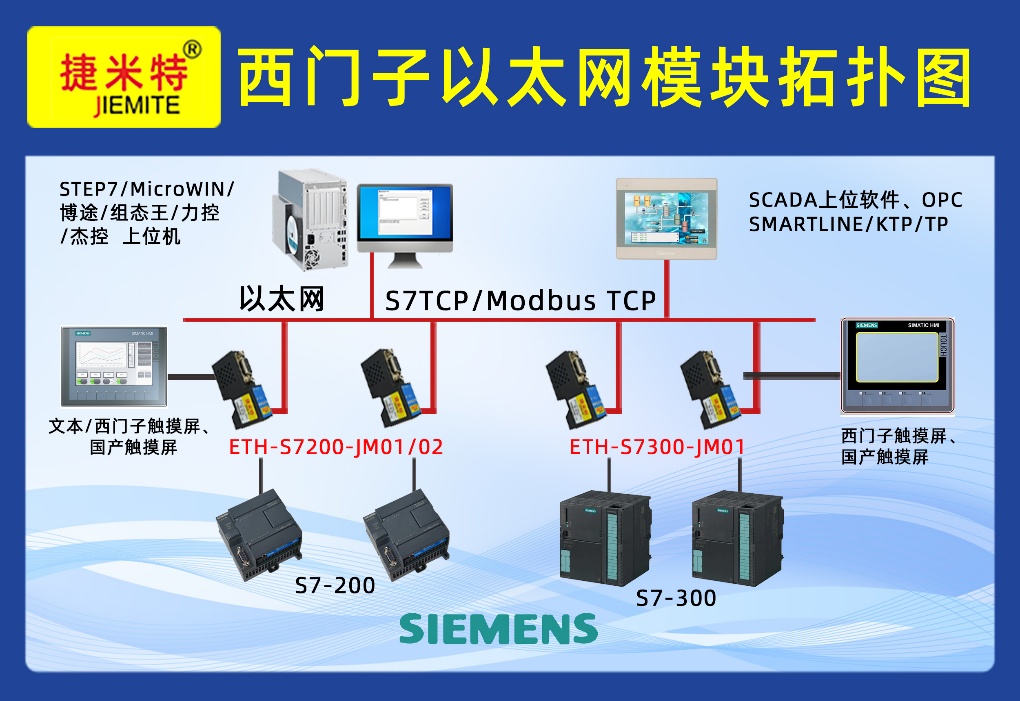
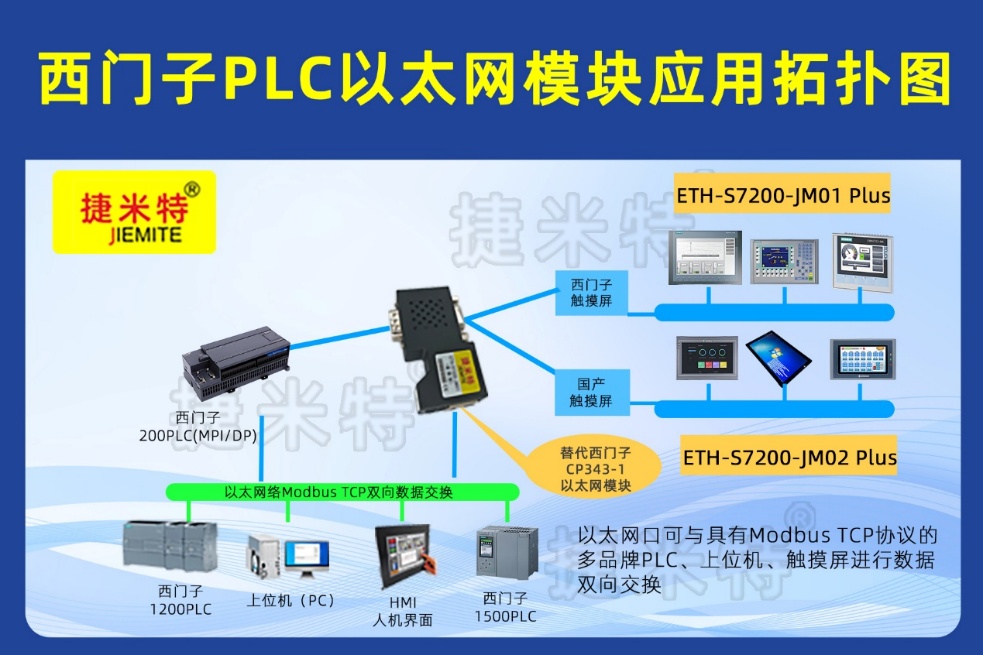
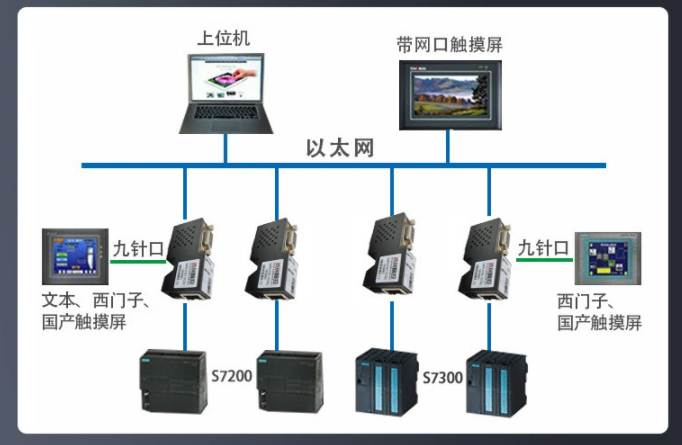
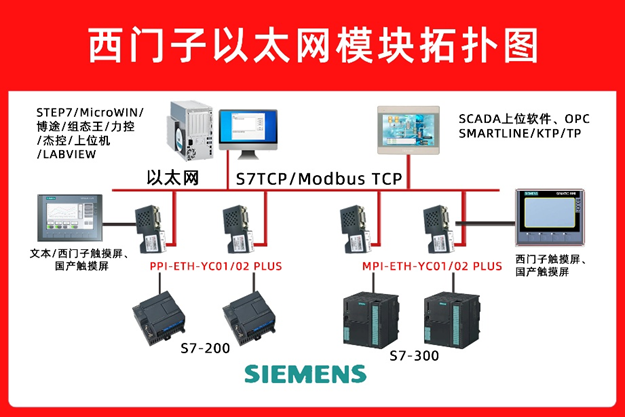
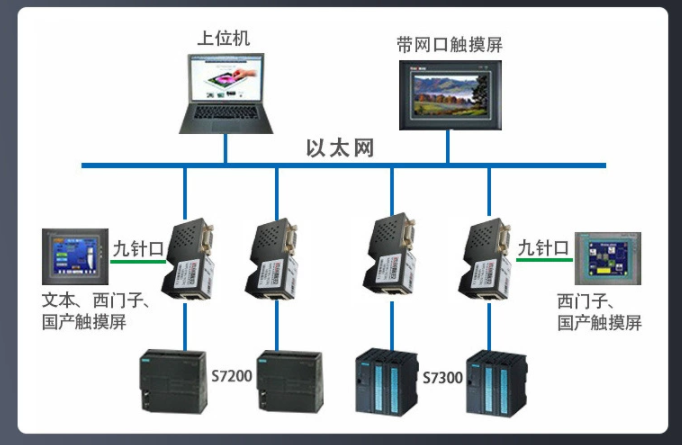
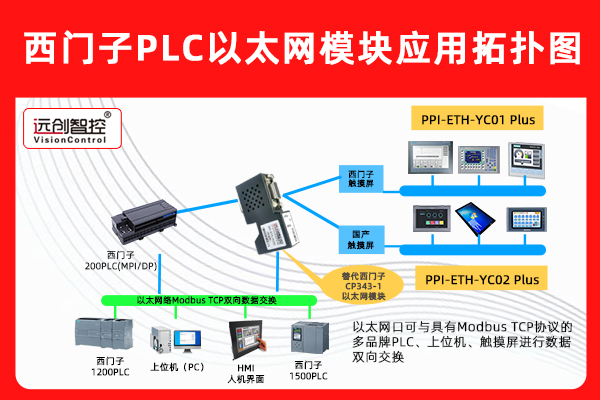
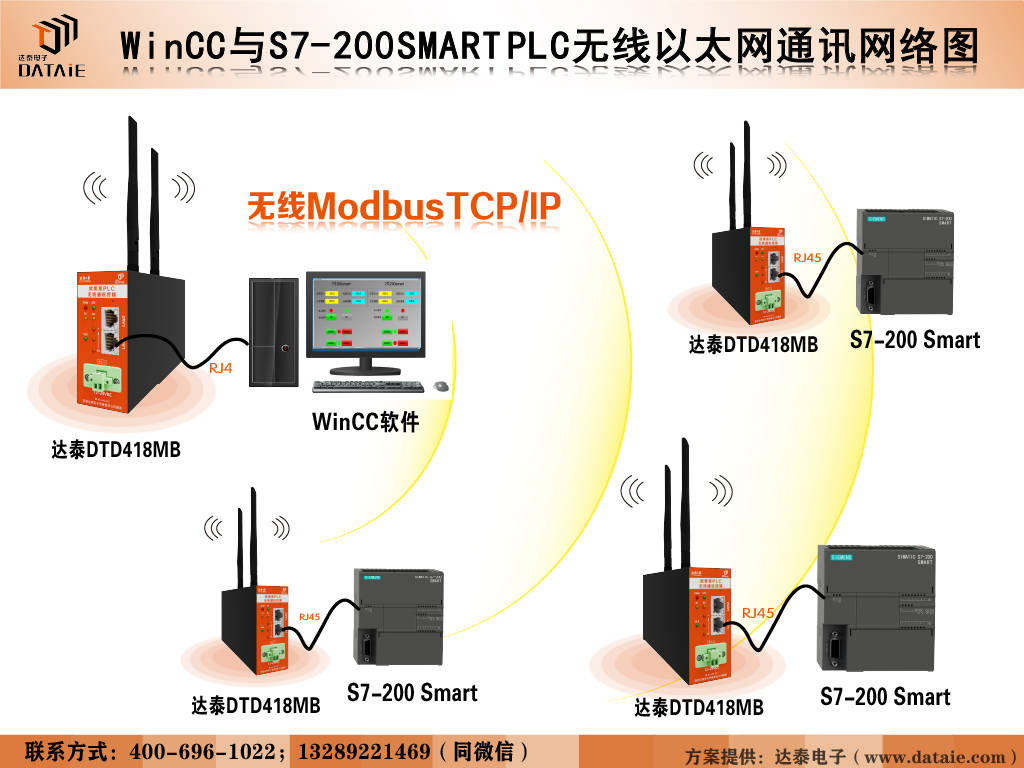
北京华科远创科技有限研发的远创智控ETH-YC模块适用于西门子S7-200/S7-300/S7-400、SMART S7-200、西门子数控840D、840DSL、合信、亿维PLC的PPI/MPI/PROFIBUS转以太网。用于西门子S7-200/S7-300/S7-400程序上下载、上位监控、设备联网和数据采集。该产品获得国家实用新型发明专利和外观专利,上市几年来,得到了众多用户的喜爱和亲睐。
系列和型号:
ETH-YC产品主分为两个系列:一、ETH-YC (基本版);二、 ETH-YC (高级版)。
一、ETH-YC(基本版)包括三个型号:
(一) PPI-ETH-YC01 直通型、
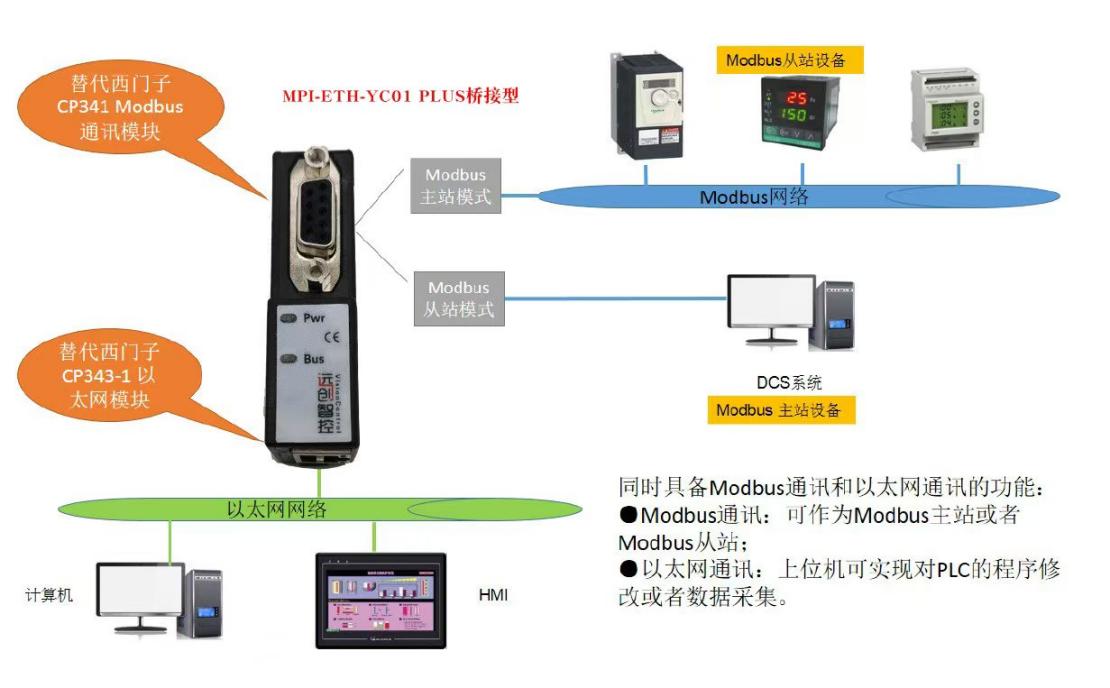
(二) PPI-ETH-YC01 桥接型、
(三) MPI-ETH-YC01
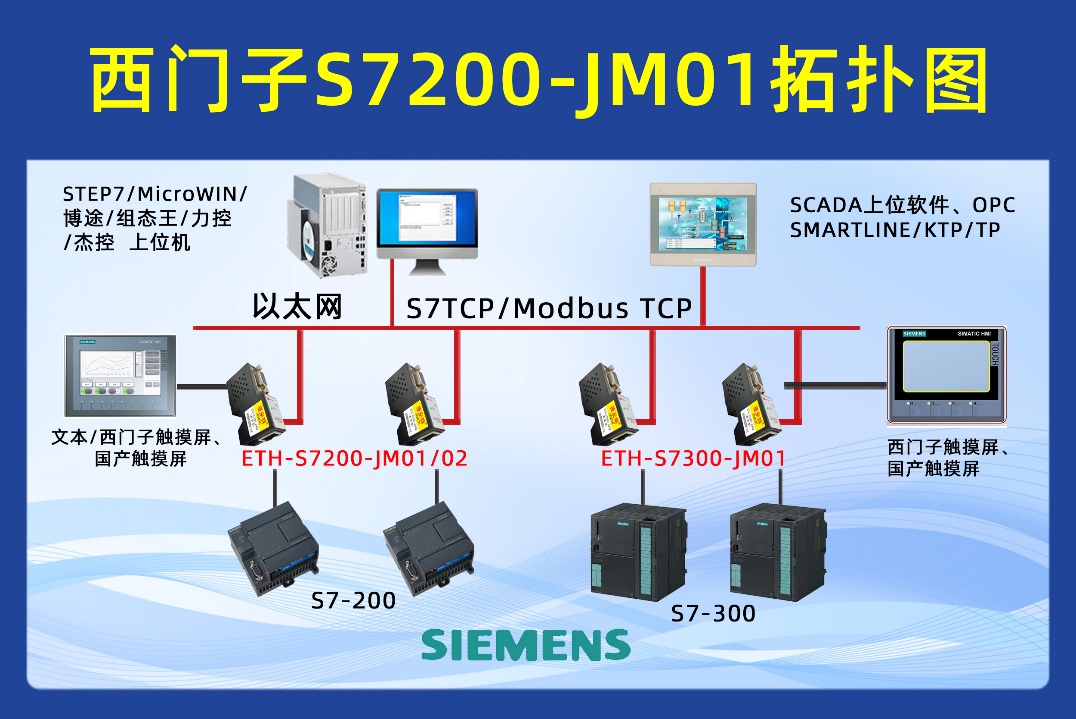
(1)PPI-ETH-YC01 直通型:适用于西门子 S7200 系列、SMART 系列等 PLC 控制系统的的以太网通讯;其 X2的扩展接口可以连接支持多主站通讯的触摸屏(西门子品牌、PROFACE 品牌)和通讯电缆(西门子原装)。
(2)PPI-ETH-YC01桥接型:适用于西门子 S7200 系列、SMART 系列等 PLC 控制系统的的以太网通讯;其 X2的扩展接口可以连接不支持多主站通讯的触摸屏(国产触摸屏品牌:威纶通、步科、昆仑通态、海泰克等)。
(3)MPI-ETH-YC01:适用于西门子 S7200/300/400 系列等 PLC 控制系统和西门子 840D、840D SL 数控系统的以太网通讯;其 X2 的扩展接口可以连接支持多主站通讯的触摸屏(西门子品牌、PROFACE 品牌) 和通讯电缆(西门子原装)。
二、ETH-YC(高级版)包括四个型号:
(一)PPI-ETH-YC01Plus直通型
(二)PPI-ETH-YC01Plus 桥接型
(三)MPI-ETH-YC01Plus 直通型、
(四)MPI-ETH-YC01Plus 桥接型。
(1)PPI-ETH-YC01Plus 直通型:适用于西门子 S7200 系列、SMART 系列等 PLC 控制系统的的以太网通讯;其X2 的扩展接口可以连接支持多主站通讯的触摸屏(西门子品牌、PROFACE 品牌)和通讯电缆(西门子原装)。
(2) PPI-ETH-YC01Plus 桥接型:适用于西门子 S7200 系列、SMART 系列等 PLC 控制系统的的以太网通讯;其X2 的扩展接口可以连接不支持多主站通讯的触摸屏(国产触摸屏品牌:威纶通、步科、昆仑通泰、海泰克等)。
(3) MPI-ETH-YC01Plus直通型:适用于西门子 S7200/300/400 系列等 PLC 控制系统和西门子 840D、840D SL 数控系统的以太网通讯;其 X2 的扩展接口可以连接支持多主站通讯的触摸屏(西门子品牌、PROFACE 品牌)和通讯电缆(西门子原装)。
(3) MPI-ETH-YC01Plus 桥接型:适用于西门子 S7200/300/400 系列等 PLC 控制系统和西门子 840D、840D SL 数控系统的以太网通讯;其 X2 的扩展接口支持 Modbus 功能(支持Modbus 主站功能和 Modbus 从站功能),实现 PLC 与其他Modbus 设备的通讯。
责任编辑:lq

































































 工商网监
工商网监
评论