 电子发烧友App
电子发烧友App



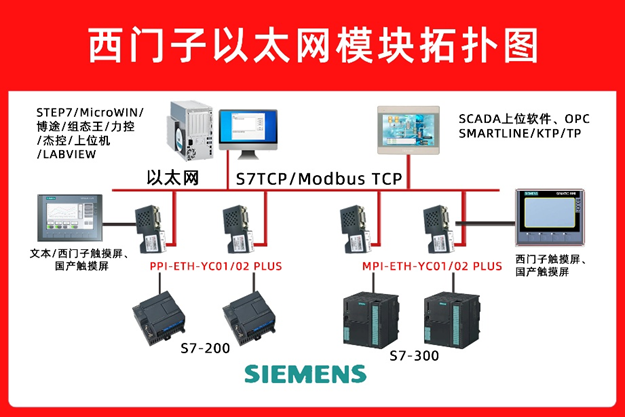
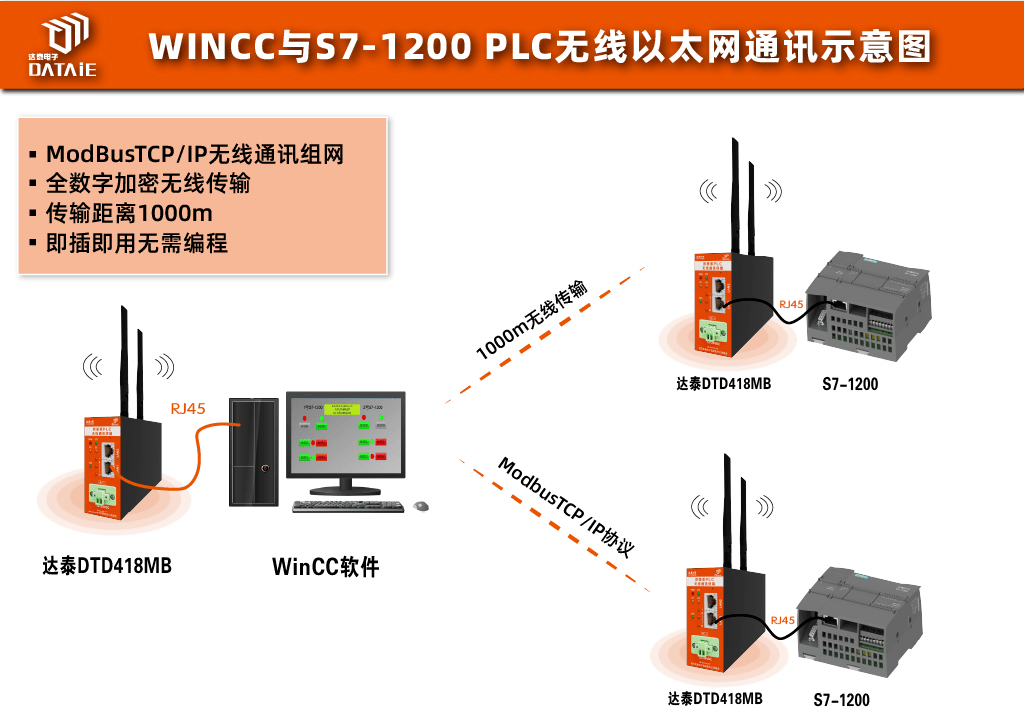
西门子S7的plc需要加一块以太网的通讯模块如:CP343-1是S7-300的以太网通讯模块,在STep7中要对模块进行组态和设置IP地址。在上位机中需要安装一个西门子的通讯软件叫COMLS7的东东,然后进行设置以下即可。我用WinCC和S7-300通讯,没问题!
TCP/IP只是一种传输层/网络层的网络协议,在它之上可以有多种应用层的通讯方式
我研究了一段时间,发现可以在任何操作系统下和S7系列PLC进行以太网通讯.不需要专用网卡,不需要授权,真正的底层通讯,其实也不复杂.
我用的是VB调用Socket API.当然你用Winsock控件也可以.在Unix/Linux下面用C就可以访问Socket了.
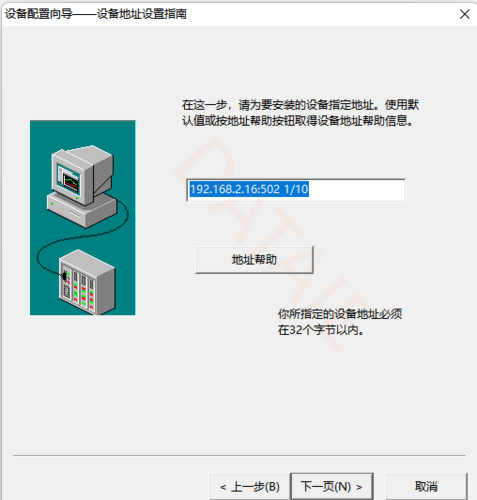
设置:
协议:TCP,端口号:102,IP:你组态的地址.计算机为TCP客户端.
通讯:
首先发送连接请求,三次握手建立TCP连接,
然后还要进行一次SIEMENS的软件握手,其实就是...
这样就可以通讯啦.不过你的网络编程应该很好.不能用阻塞方式,否则容易出问题.
下位安装以太网模块(341/441)上位安装SIMENTIC NET,不一定需要CP1613,普通网卡就可!如果使用WINCC,不需要任何授权,如果采用S7或opc协议,则需要授权!
S7 PLC与 上位机之间可以采用TCP/IP通讯,设置一下IP就可以,另外需要一个以太网交换机.本文来源:www.jcpeixun.com。
审核编辑:鄢孟繁
























































 工商网监
工商网监
评论