 三菱 PLC Q04UDEH 配以太网模块,连上位机与触摸屏方案
三菱 PLC Q04UDEH 配以太网模块,连上位机与触摸屏方案

在华南地区一家大型轮胎生产企业的硫化车间,12台硫化机整齐排列,每台设备都由三菱 Q04UDEH CPU负责控制。该型号 PLC在橡胶硫化这种高温、高压且伴有腐蚀性气体的环境中,凭借出色的稳定性,长期保障着硫化机的运行,精准控制着硫化时间、温度和压力等关键参数。然而,缺少以太网接口这一硬件短板,却让车间在追求高效生产和智能化管理的道路上举步维艰。
为解决硫化车间控制系统通讯卡顿、设备联动不畅等问题,该企业引入捷米特 JM-ETH-Q转以太网模块推进升级改造。此模块核心功能在于将三菱 Q系列 PLC的串口信号精准转为以太网信号,让传统串口设备接入工业以太网,突破距离限制,提升数据传输速度与稳定性,解决多设备同时通讯的拥堵问题。同时,模块配备的拓展接口可直接连接触摸屏,实现 PLC与触摸屏的高效数据交互。工人通过触摸屏实时监控硫化机温度、压力等参数,调整工艺参数,无需频繁到设备旁操作,既提高响应速度,又降低人工失误率,为车间智能化管控奠定基础。

技术团队首先对车间的生产环境和设备布局进行了详细勘察,制定了周密的改造方案。在安装过程中,技术人员将捷米特 JM-ETH-Q模块通过 35mm标准导轨固定在每台硫化机对应的 PLC控制柜内,这种安装方式不仅牢固可靠,还便于后续的维护和检修。接着,用特制的屏蔽双绞线将模块的 COM1口与三菱 Q04UDEH CPU的编程口连接起来,屏蔽层的设计有效抵御了车间内电机、变频器等设备产生的电磁干扰,保障了数据传输的稳定性。在参数设置方面,技术人员通过模块自带的配置软件,将通讯波特率设置为 115200bps,这一速率既满足了数据传输的需求,又能确保传输的准确性。同时,为了实现现场参数的实时监控和调整,技术团队在模块的 COM2拓展口接入了步科 Kinco DMT4824T触摸屏,该触摸屏具有高清显示、反应灵敏等特点,非常适合在车间这种工业环境中使用。

系统实现的第一项关键改进是实现了工艺参数的集中管理和精准分配。车间的 MES系统(制造执行系统)与捷米特 JM-ETH-Q模块通过工业以太网建立了稳定的连接,MES系统可以根据订单的优先级、轮胎的型号等信息,自动计算出每台硫化机最佳的硫化参数,包括硫化时间、温度、压力等,并通过模块实时同步至对应的 Q04UDEH CPU。由于模块的高效数据传输能力,参数从 MES系统下发到 PLC的时间不超过 1秒,而且参数一致性误差被严格控制在 ±1秒以内。这就彻底改变了过去参数手动设定的混乱局面,确保了 12台硫化机都能按照统一的标准进行生产。操作人员再也不用花费大量时间去手动调整参数,只需在触摸屏上确认参数即可,大大降低了劳动强度。

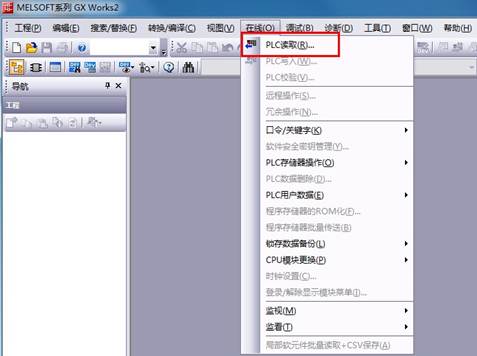
连接编程软件过程如下:
打开编程软件 GX Works2,点击“在线”中的“PLC读取”;
在跳出的选项框中,选择 Q(Qmode),点击“确认”;
双击“以太网板”,在跳出的提醒选项中点击“是”;
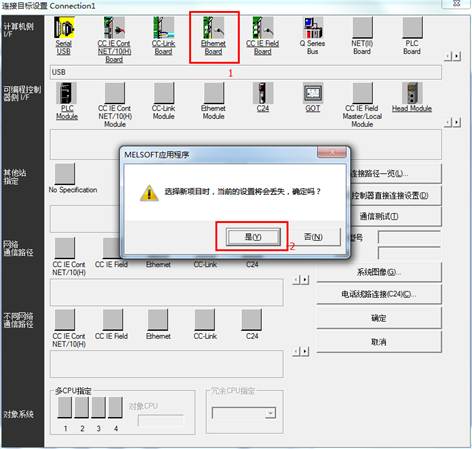
双击“以太网模块”,在跳出的窗口中 IP地址处输入 JM-ETH-Q的 IP地址,点击“确认”;
此时设置完毕,单击 OtherStation后,点击“通信测试”,将出现“与 Q00UCPU连接成功了”提示,若连接不成功,请检查 JM-ETH-Q的内部参数是否配置正确,点击“确认”后,点击传输设置的“确认”;

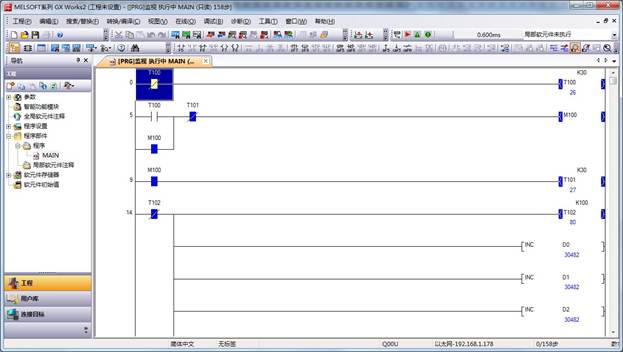
选择要读取的内容,点击“执行”后,点击“确认”;

点击“是”,上载程序完成,点击“确认”
PLC程序上载完成,并点击监视按钮实现监控。
胎生产企业硫化车间的改造案例,充分证明了捷米特 JM-ETH-Q转以太网模块在解决三菱 Q系列 PLC无以太网接口痛点方面的显著效果。通过模块的应用,不仅实现了硫化机群的集中控制和协同生产,还大幅提高了生产效率、产品质量,降低了生产成本,为橡胶制品行业的智能化升级提供了有力的技术支持。
的技术分享就先到这里啦。如果大家在三菱 PLC系统搭建、以太网模块选型,或是上位机与触摸屏联动调试等方面有任何疑问,欢迎随时与捷米特的曹工交流探讨。他在工业通讯方案优化领域经验丰富,能为大家提供切实的解决方案。最后,祝各位在技术探索的路上收获满满,生活愉快,工作顺遂!

审核编辑 黄宇
-
以太网
+关注
关注
41文章
6292浏览量
181931 -
plc
+关注
关注
5052文章
14930浏览量
489404
发布评论请先 登录
三菱FX3S PLC通过PLC以太网模块与触摸屏通信实现设备远程监控应用案例

三菱FX1S PLC借助以太网通讯模块与上位机通讯实现监控光伏组件生产线的应用配置案例

实战落地!三菱 FX3U PLC 以太网模块打通食品生产线上位机与三菱触摸屏通讯链路

物流仓储自动化升级:三菱 FX2N PLC 以太网模块实现上位机与三菱触摸屏智能通讯
三菱 FX2N PLC 借助以太网模块实现监控仓储物流自动化应用配置案例

基恩士KV系列PLC+以太网模块:上位机与触摸屏监控配置案例

欧姆龙C200H以太网模块连接上位机与触摸屏的配置案例

三菱A系列PLC借助以太网模块同时与上位机和触摸屏高效通讯案例

三菱A1NCPU系列PLC通过以太网模块与S7-1500及HMI构建三端实时通讯系统

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

三菱A2NCPU PLC借助MC转以太网模块同时与上位机和触摸屏高效通讯案例

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例
三菱A1SJ PLC:以太网模块助力上位机与触摸屏协同通讯案例
三菱A系列PLC借助以太网模块与上位机和触摸屏协同通信

以太网模块助力三菱 Q04UDEH PLC 对接上位机、触摸屏




评论