 松下FP2SH PLC借助于以太网模块与上位机通讯实现触摸屏监控的应用配置案例
松下FP2SH PLC借助于以太网模块与上位机通讯实现触摸屏监控的应用配置案例

一、项目背景与行业痛点
小型电梯广泛应用于住宅、商业建筑和工业场所,其控制系统的核心是PLC。松下FP2SH系列PLC凭借其稳定性和可靠性被广泛使用,但受限于硬件设计,该系列PLC没有自带以太网接口,无法直接接入现代工业网络,导致数据采集、远程监控和故障诊断等功能难以实现。这不仅增加了维护成本,还降低了系统的智能化水平,无法满足现代工业对设备信息化管理的需求。
二、解决方案
捷米特JM-ETH-FP PLC以太网模块为松下FP2SH系列PLC提供了完美的网络接入解决方案。该模块采用工业级设计,支持导轨安装,不占用PLC编程口。其主要功能包括:
协议转换:支持ModbusTCP协议,可将PLC的串行通信数据转换为以太网数据,实现与上位机和触摸屏的无缝连接。
数据采集与监控:上位机通过以太网可以实时读取PLC内部数据,监控电梯运行状态。
触摸屏连接:模块提供复用接口X2,触摸屏可通过该接口与PLC进行通信,实现本地监控。
三、系统架构
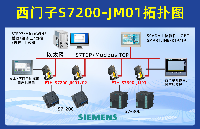
在小型电梯控制系统中,捷米特JM-ETH-FP以太网通讯模块一端连接松下FP2SH系列PLC,另一端通过以太网与上位机相连,同时通过复用接口X2连接触摸屏。系统架构如下:
PLC(松下FP2SH系列):作为控制核心,负责电梯楼层控制逻辑和安全监测。
以太网模块(捷米特JM-ETH-FP):实现PLC与上位机及触摸屏的通信。
上位机:用于远程监控和数据采集,可实时显示电梯运行状态,记录运行数据。
触摸屏:用于本地监控和操作,方便现场人员查看电梯状态和进行手动操作。
四、实施过程
硬件安装:将捷米特JM-ETH-FP以太网模块安装在松下FP2SH系列PLC的扩展槽中,通过导轨固定,确保连接稳固。
网络配置:为模块分配IP地址,设置子网掩码和网关,确保其与上位机和触摸屏在同一网络。
软件配置:在上位机上安装组态软件(如组态王、MCGS等),配置ModbusTCP协议,连接到JM-ETH-FP PLC以太网通讯模块。同时,配置触摸屏的通信参数,使其通过复用接口X2与PLC通信。
功能测试:启动系统,通过上位机和触摸屏验证电梯楼层控制功能和安全监测功能的正常运行。
五、应用效果
楼层控制:通过上位机和触摸屏,操作人员可以实时监控电梯的运行楼层、运行方向和速度。PLC根据楼层传感器信号和控制逻辑,精确控制电梯的停靠楼层。
安全监测:系统实时监测电梯的运行状态,包括门锁状态、超载检测、急停信号等。一旦检测到异常,PLC立即触发安全机制,停止电梯运行,并通过上位机和触摸屏发出警报。
数据采集与分析:上位机通过以太网模块采集电梯运行数据,包括运行时间、停靠次数、故障记录等。这些数据可用于分析电梯的运行效率和维护需求。
六、总结
捷米特JM-ETH-FP PLC以太网模块成功解决了松下FP2SH系列PLC缺乏以太网接口的问题,为小型电梯的楼层控制和安全监测提供了智能化解决方案。通过以太网模块,实现了远程监控、数据采集和本地操作的无缝结合,提高了系统的智能化水平和运行效率。这一应用案例充分展示了以太网模块在工业自动化领域的强大功能和广阔应用前景。
(具体内容配置过程及其他相关咨询可联系杨工。)
-
以太网
+关注
关注
41文章
6165浏览量
181515 -
plc
+关注
关注
5052文章
14780浏览量
488384 -
数据采集
+关注
关注
42文章
8306浏览量
121222
发布评论请先 登录
松下 FP2SH PLC 借助以太网模块与上位机通讯实现威纶触摸屏监控锻造车间应用配置案例

松下 FP-XH PLC 借助以太网模块与上位机通讯实现 MCGS 触摸屏监控冲压车间应用配置案例

欧姆龙 CJ2 PLC 借助以太网通讯模块与上位机通讯实现威纶触摸屏监控 AGV/AMR 搬运的应用配置案例

松下 FP-X PLC 以太网模块与上位机、MCGS 触摸屏钢铁冶炼监控配置案例

欧姆龙 CP1H PLC 借助以太网模块与上位机编程软件通讯实现 MCGS 触摸屏监控的激光切割应用配置案例

基恩士KV系列PLC借助于以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

基恩士KV系列PLC+以太网模块:上位机与触摸屏监控配置案例

S7-200 SMART PLC借助于PPI转以太网模块与上位机通讯实现触摸屏监控的应用配置案例
欧姆龙C200H以太网模块连接上位机与触摸屏的配置案例

三菱A系列PLC借助以太网模块同时与上位机和触摸屏高效通讯案例

施耐德M200 PLC借助于以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

施耐德M200 PLC借助以太网模块实现上位机与触摸屏监控配置

松下PLC FP2SH以太网模块与上位机、触摸屏通讯配置案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论