 电子发烧友App
电子发烧友App



台达PLC是国产PLC品牌中性价比较高的一款,具备简单易操作的编程模式、稳定可靠的性能,在工业控制领域中应用广泛。在实际使用过程中,通过台达PLC进行生产设备的管理控制,需要数据采集传输,一般在触摸屏、本地电脑等上位机提供可视化图表展示,从而更好的进行设备管理和维护,因此产生相应的需求。需求功能如下:
1、用输入信号采集现场设备的状态信号,逻辑编程、运算输出,控制现场设备的逻辑运行。
2、采集压力、温度、流量、浓度、PH等等所有的传感器信号。
3、定位、运动控制,通过控制伺服电机、步进电机达到准确定位、运动控制的目的。
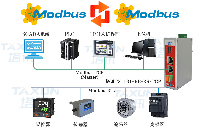
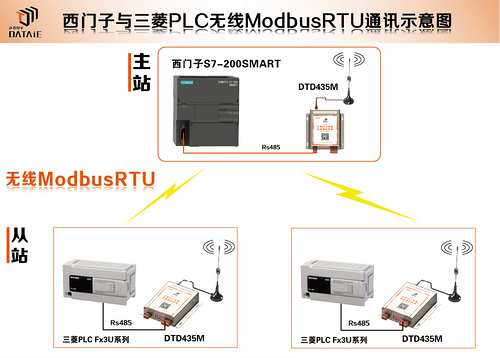
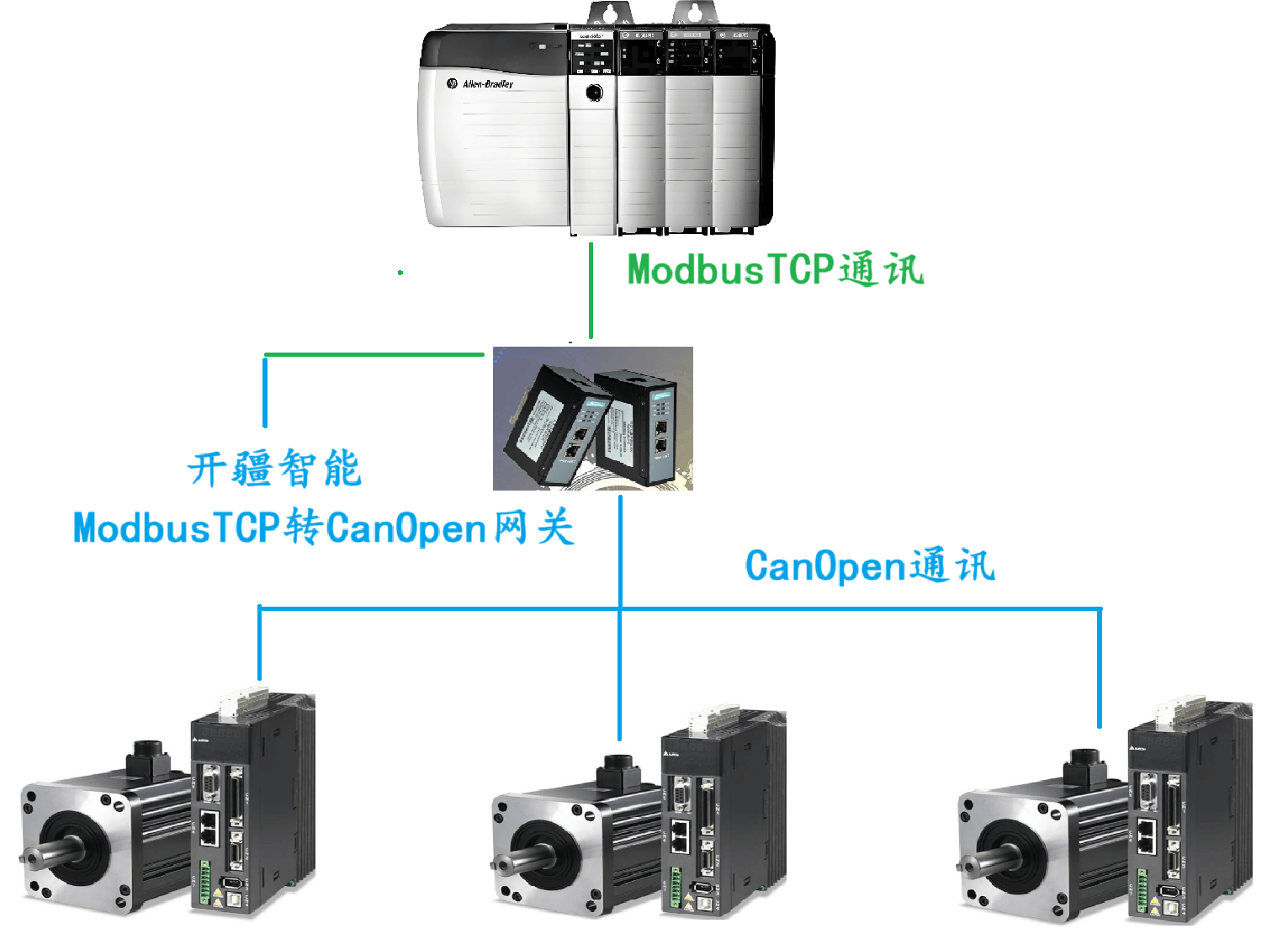
4、台达plc的数据通讯,和现场带通信接口的仪表、设备通信,采集数据。
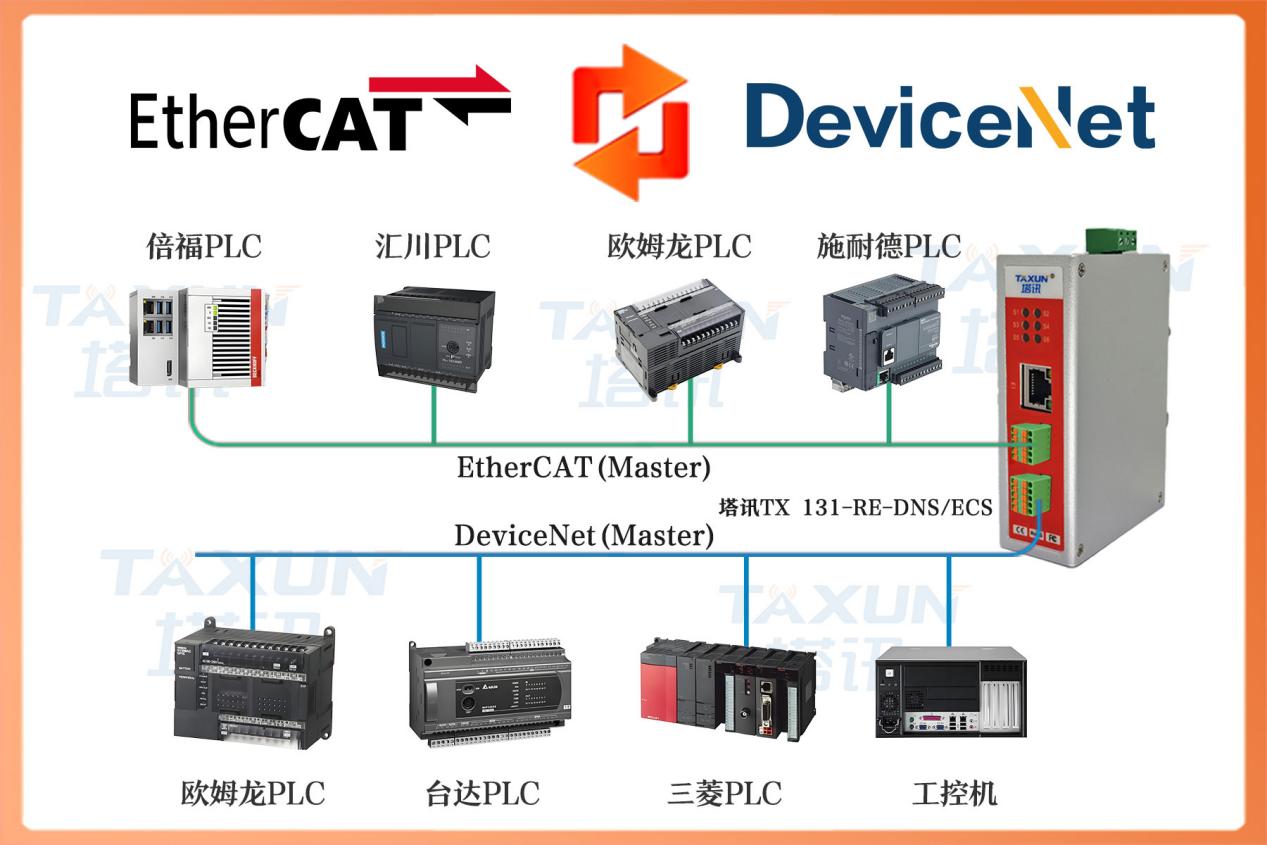
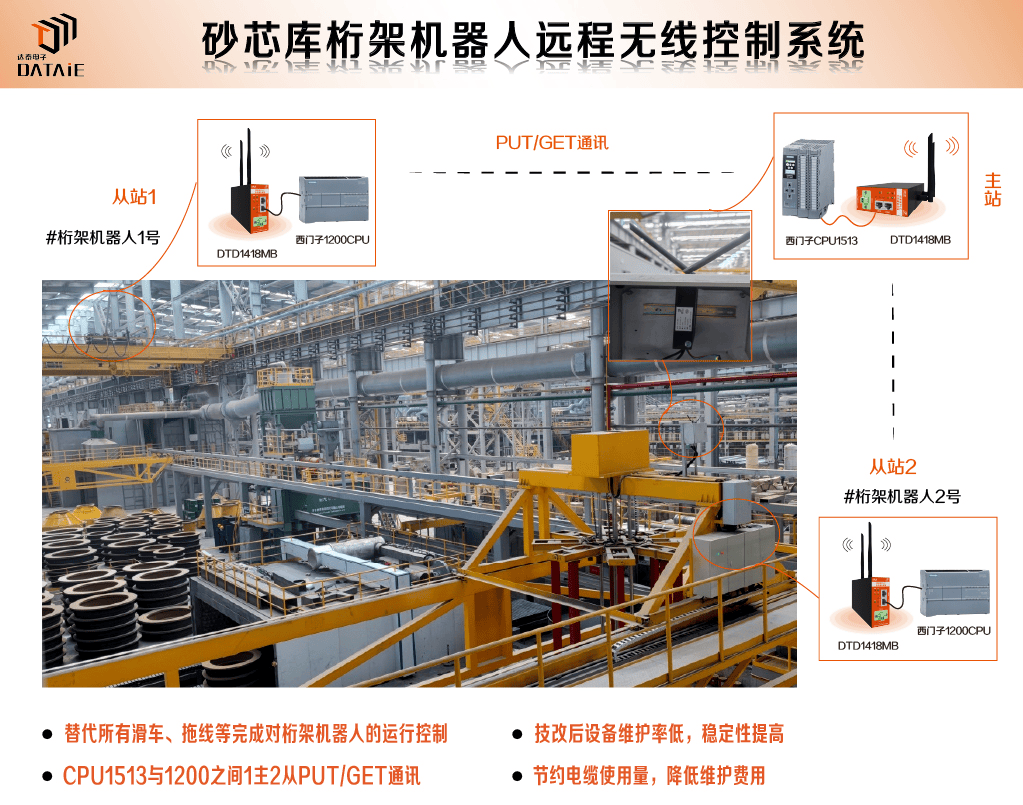
5、多台台达plc、不同型号、不同厂家PLC之间的通信,进行数据交换,达到数据采集、逻辑控制的目的。
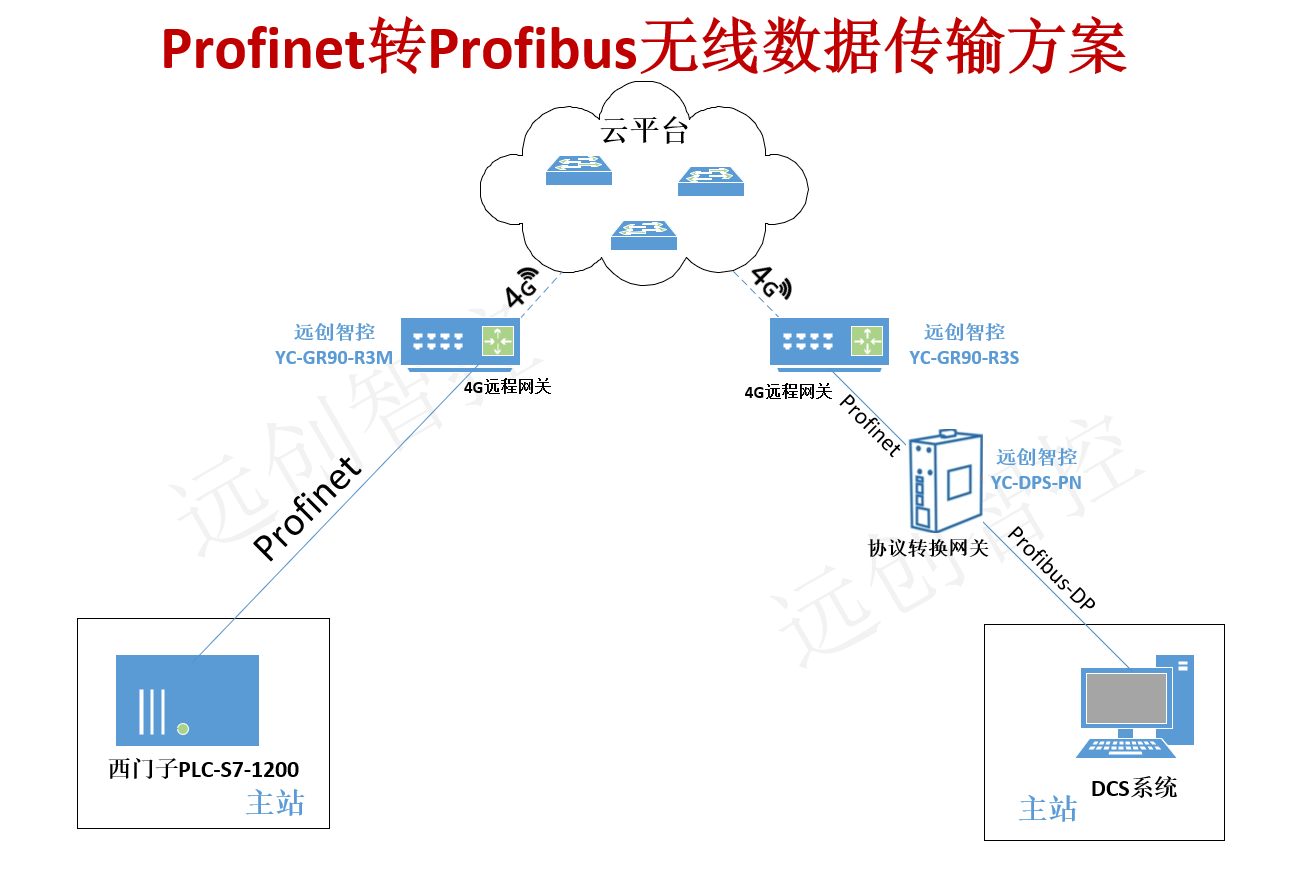
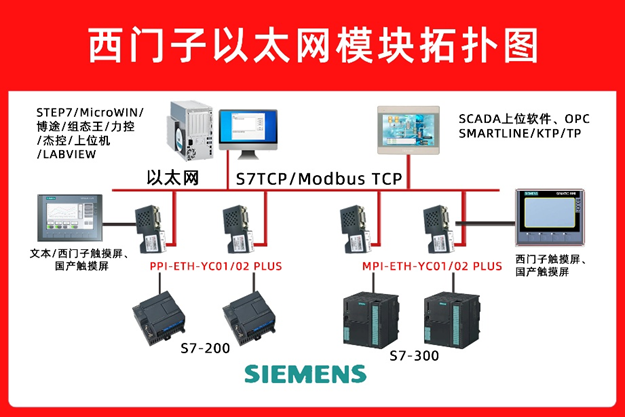
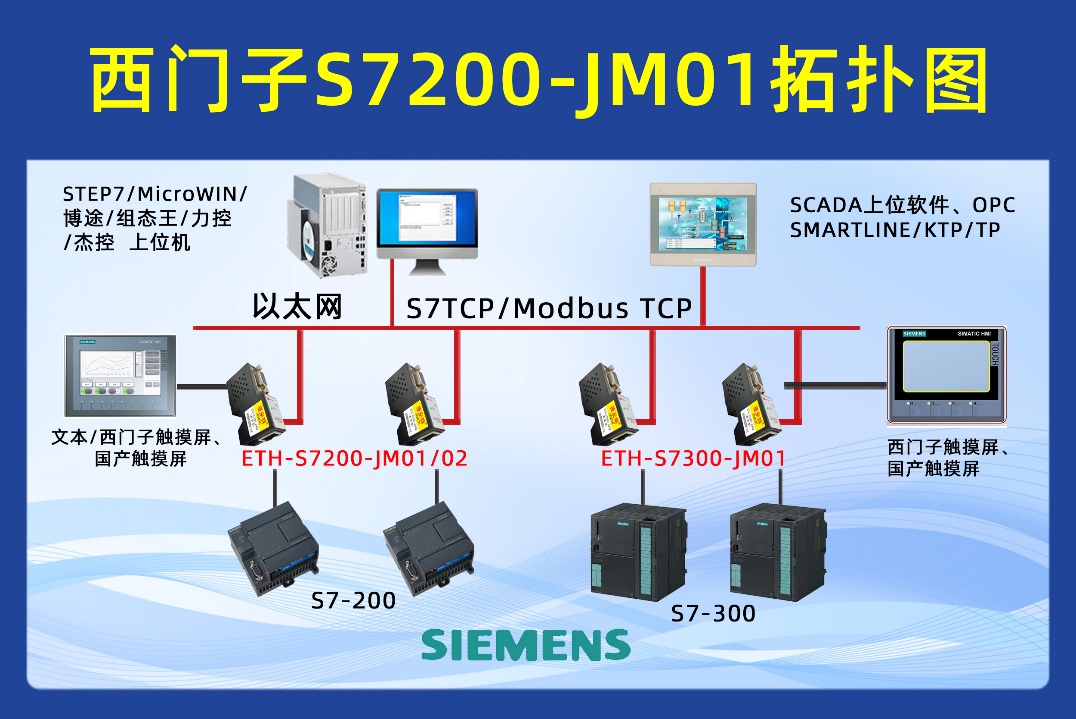
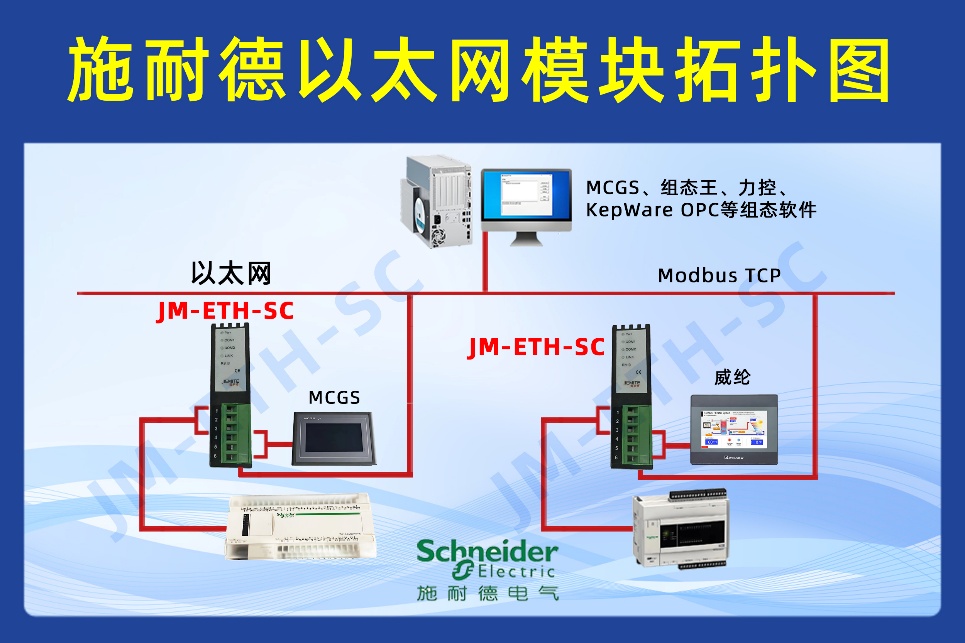
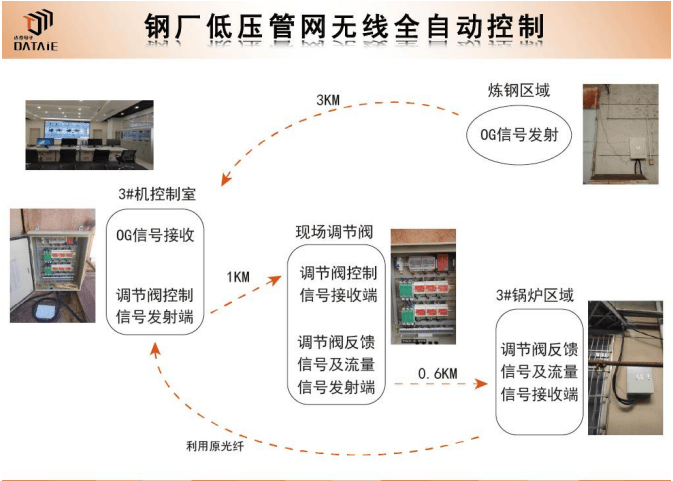
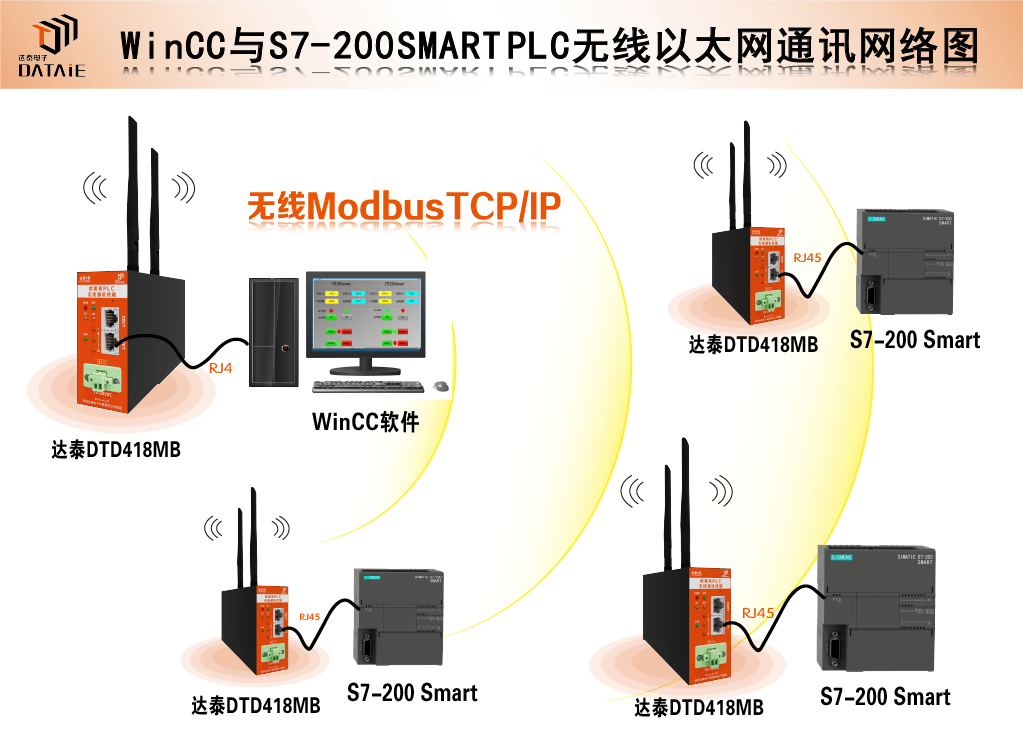
6、远程监控,GPRS、以太网通讯,联网计算机通过组态软件组态画面对现场设备及采集数据监控。

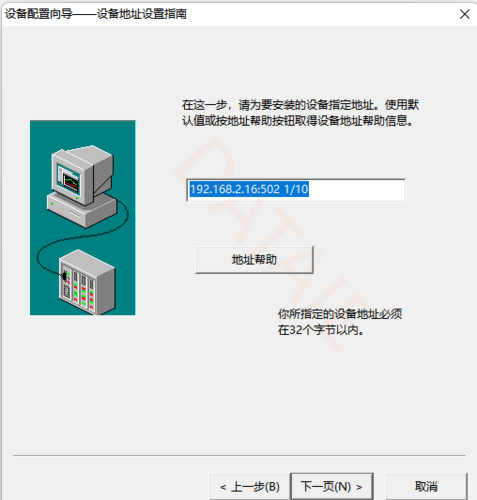
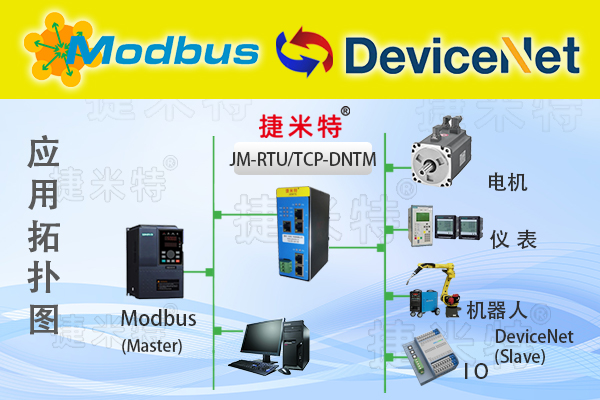
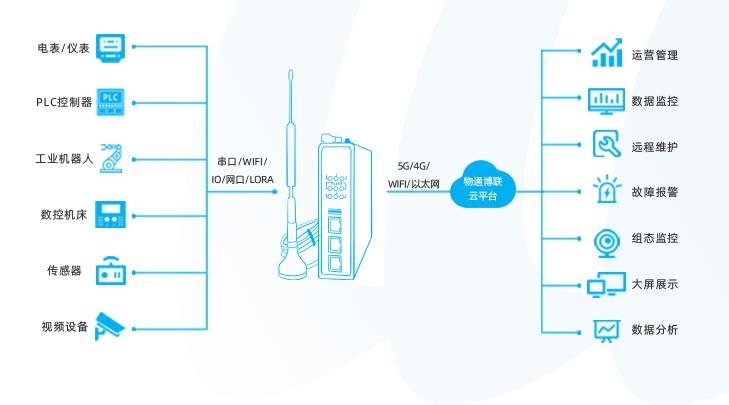
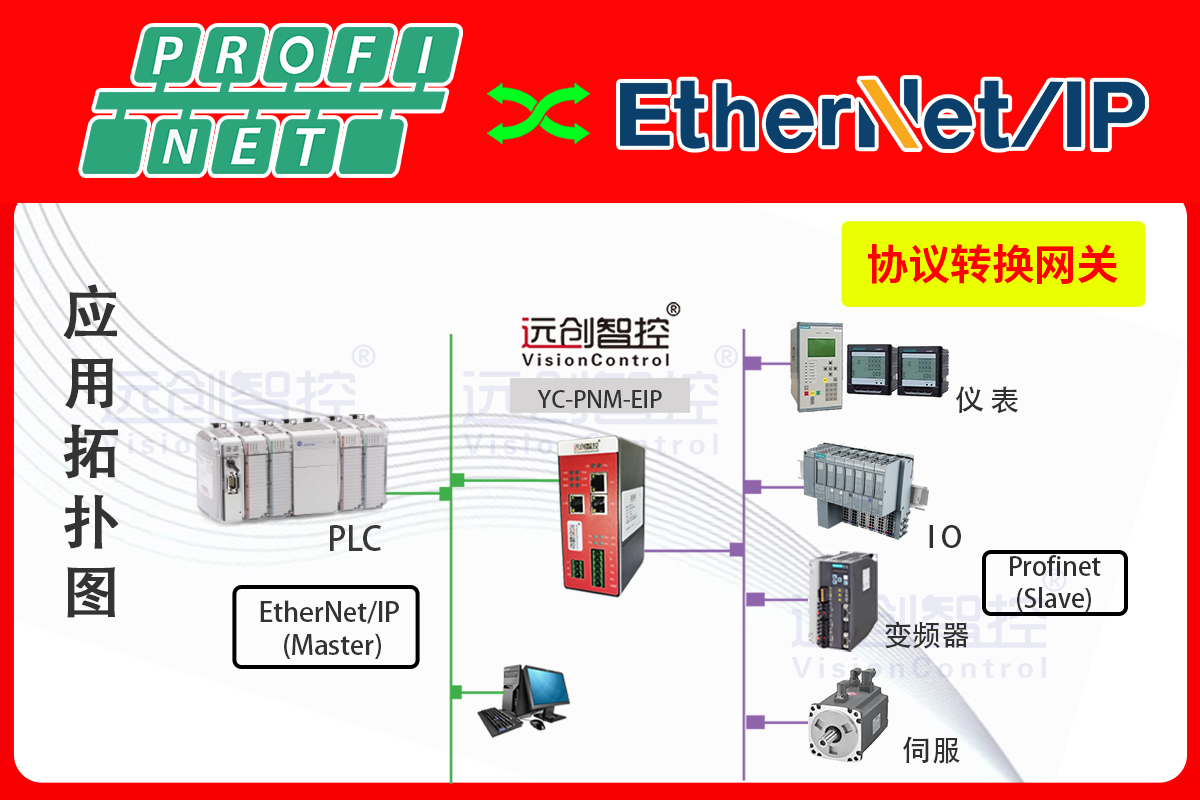
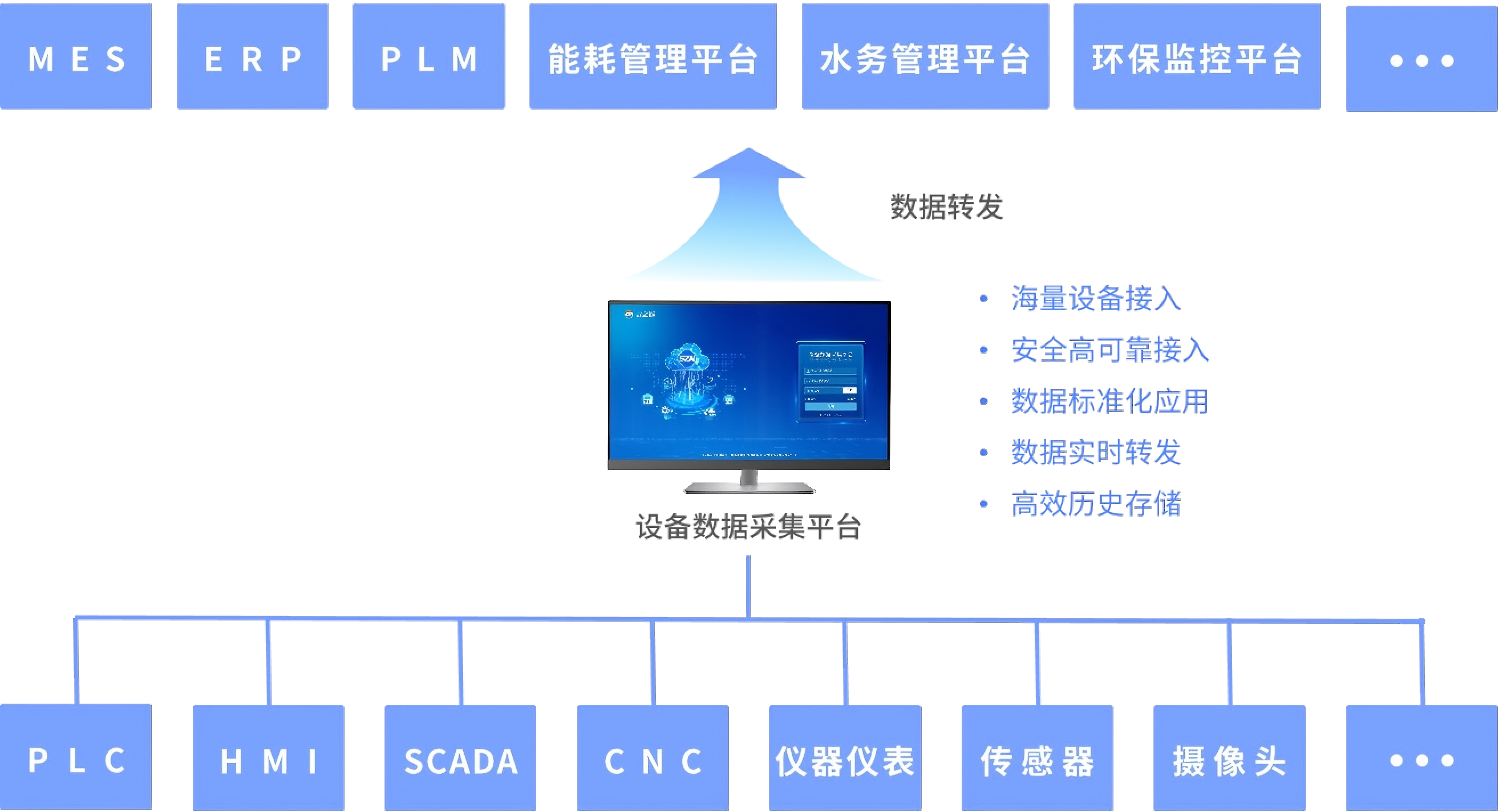
物通博联开发的PLC远程数采通讯方案采集PLC协议网关+云平台的模式。PLC协议网关由多个不同模块组合而成,内置各种品牌各种型号PLC的协议,将通讯协议解析提前配置好,建立变量和寄存器的映射,再将配置好的程序更新到网关程序中,可以快速兼容进工业生产线中的各种设备之中。此外通讯操作方式也基本和触摸屏、组态软件设备之一样,工控人员可以快速上手,轻松办公,实现PLC的远程监控与管理维护。

PLC协议网关具备5G/4G/WIFI和以太网等联网方式,也提供RS485/RS232等串口通讯方式,可以自由选择通讯方式。协议网关和联网PLC建立通讯后,会通过边缘计算将内部变量数据进行计算处理,减少数据并发性问题,随后再通过MQTT协议或者其他协议发送到上位机,或者接受上位机发出的命令,这样就能实时高效的在云平台了解PLC的运行数据以及生产数据等信息,有助于进行设备控制管理。
此外,对于PLC的远程维护方面,物通博联也有一套安全可靠的方案。通过“远程设备快线”,定位工业现场和网关和PLC,建立稳定可靠的远程维护通道,工程师可以轻松进行程序上下载、远程配置、程序调试、程序更新等操作,及时快速的进行PLC维护。同时也能调取历史数据、诊断日志等,为客户提供预测性的维护支持,提前避免设备故障的因素,保证生产的稳定进行。
审核编辑 黄昊宇
























































 工商网监
工商网监
评论