 电子发烧友App
电子发烧友App



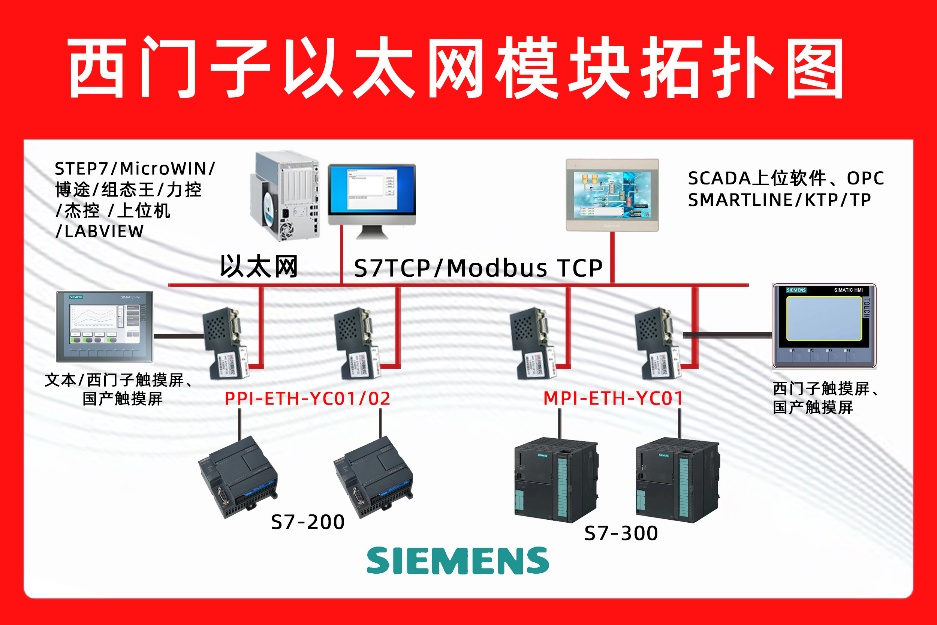
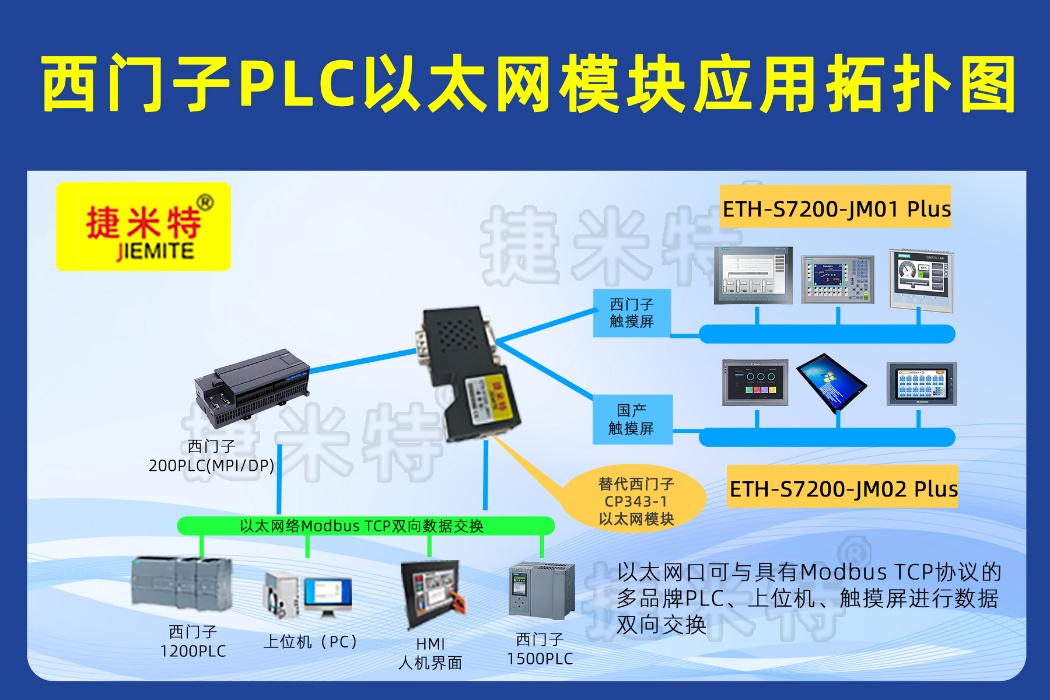
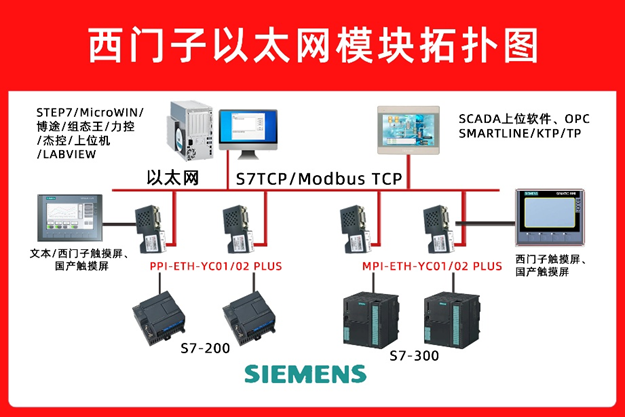
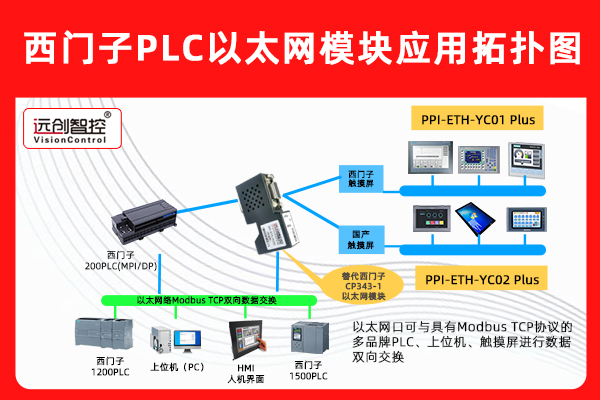
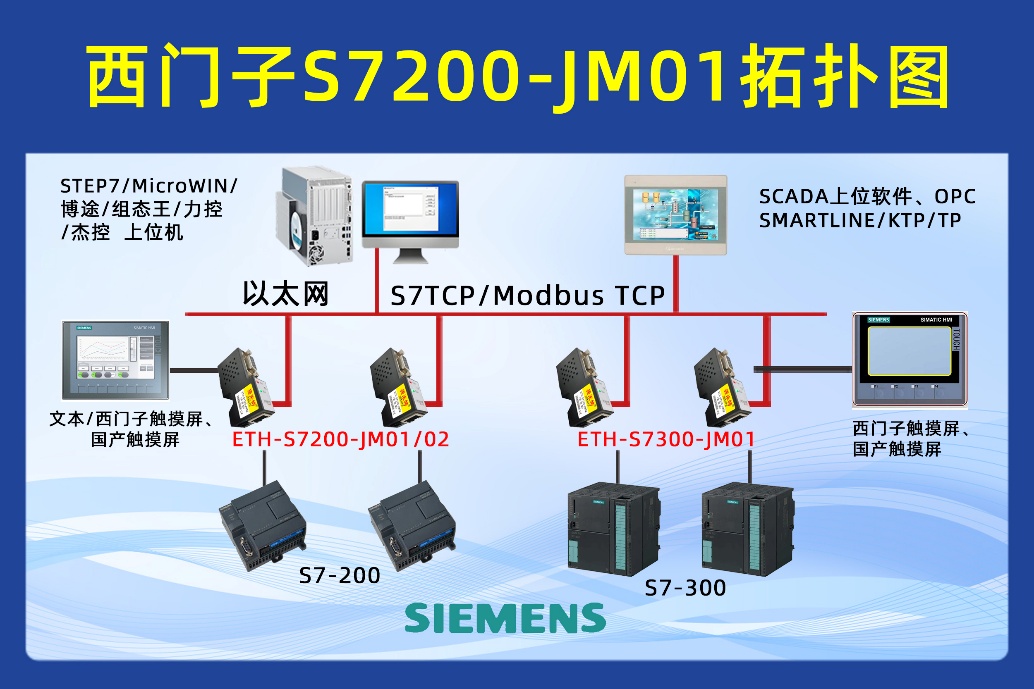
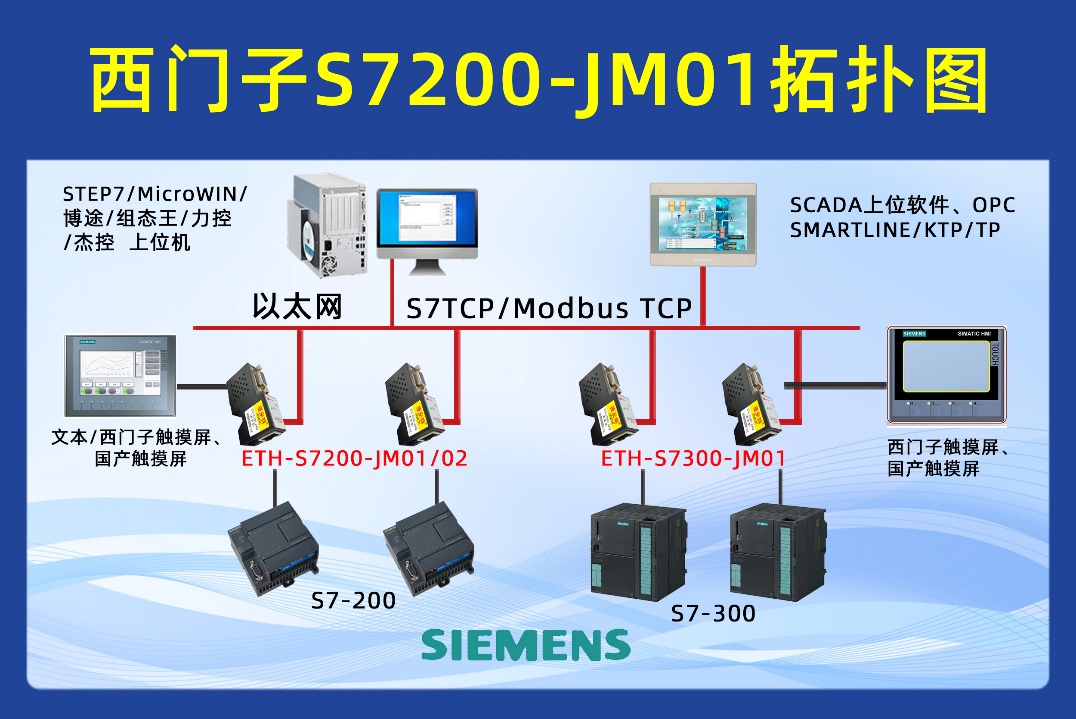
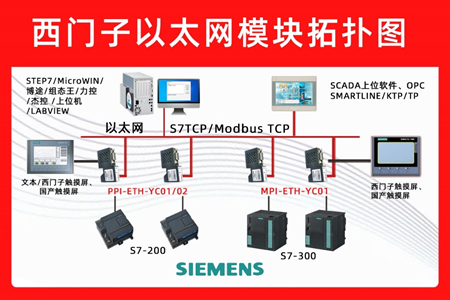
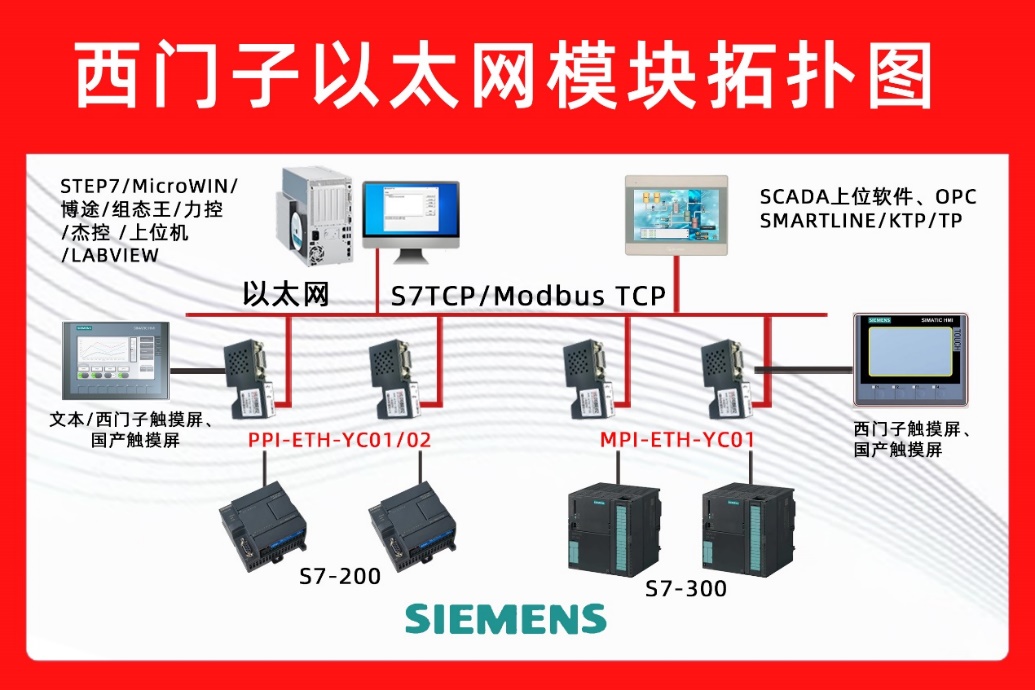
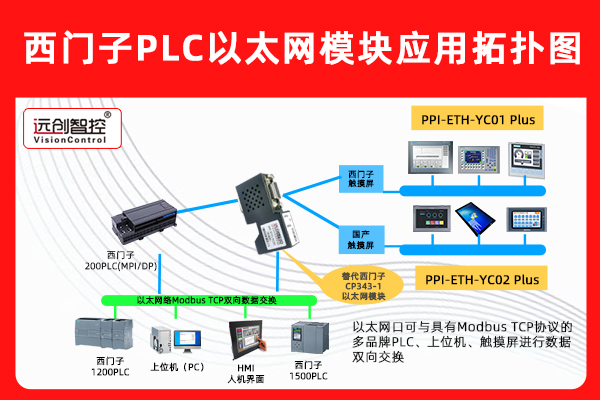
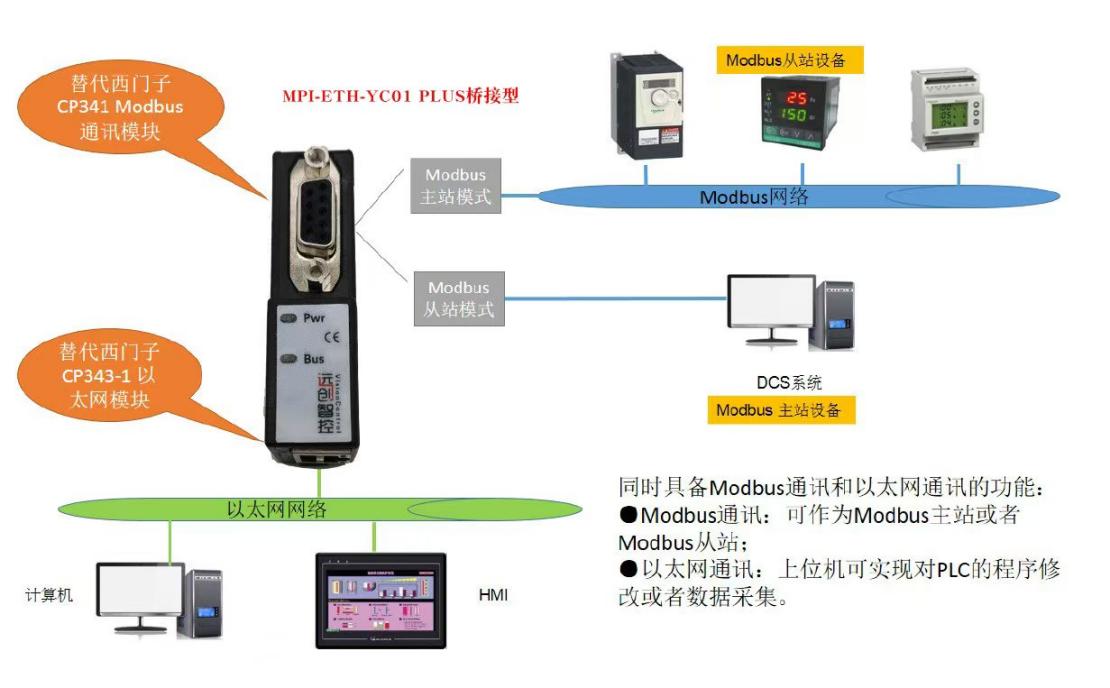
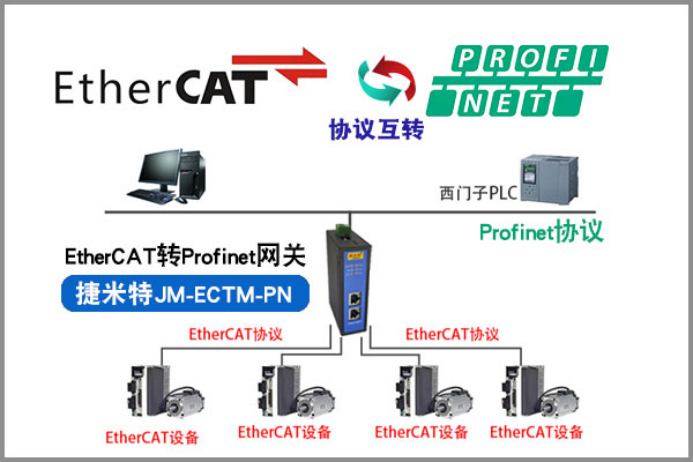
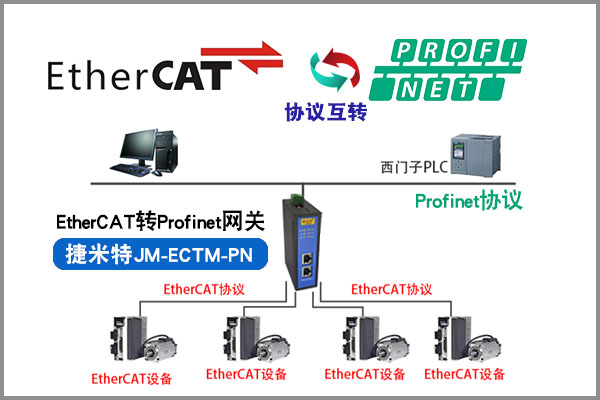
北京华科远创科技有限研发的远创智控ETH-YC模块,型号有MPI-ETH-YC01和PPI-ETH-YC01,适用于西门子S7-200/S7-300/S7-400、SMART S7-200、西门子数控840D、840DSL、合信、亿维PLC的PPI/MPI/PROFIBUS转以太网。用于西门子S7-200/S7-300/S7-400程序上下载、上位监控、设备联网和数据采集。支持与 S7-200SMART 、S7-1200/1500、S7-200/300/400的以太网接口进行通讯的功能和ModbusTCP主从站功能。直通型和桥接型可拨码选择,直通型的九针母口,可以连西门子和Proface触摸屏和主站,桥接型的九针母口可以连非西门子触摸屏。不占用PLC编程口,即编程软件/上位机软件通过以太网对PLC数据监控和采集的同时,触摸屏可以通过扩展RS485口与PLC进行通讯。可以连非西门子触摸屏,如昆仑通态、威纶、台达、步科等。
MPI -ETH-YC01 模块西门子 SmartIE 系列触摸屏连 S7300
SmartIE 触摸屏通过转以太网模块可以实现与西门子 S7300 的以太网通讯。
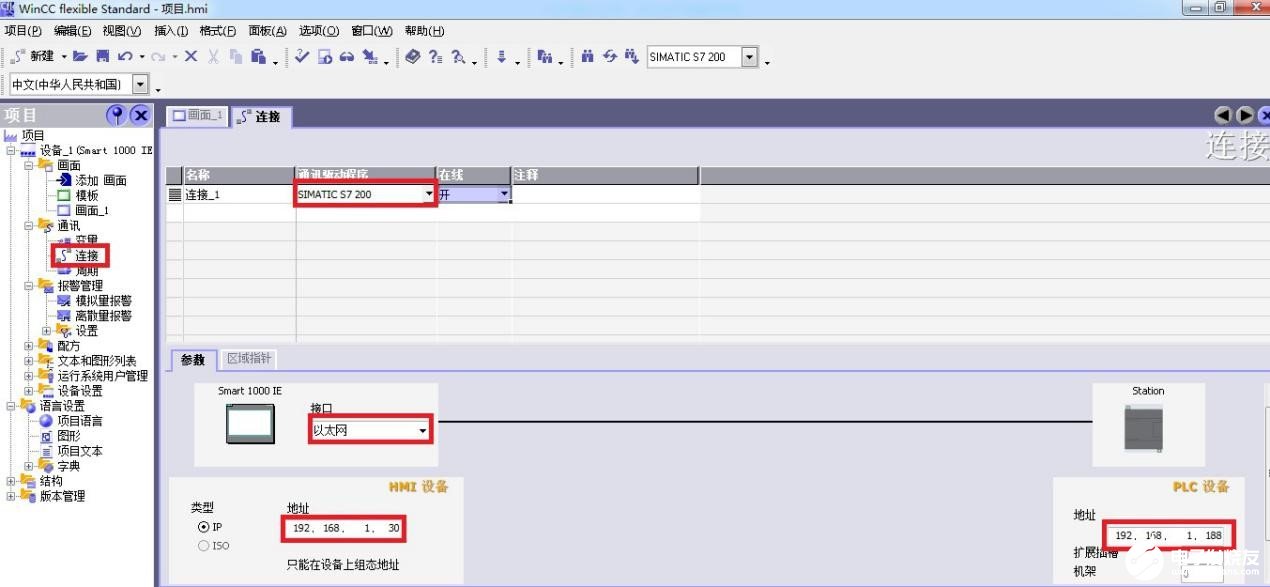
1. 运行 WinCC flexible 软件,选择 SmartIE 系列触摸屏型号并新建项目;
2. 双击【连接】,新建通讯连接,在【通讯设备通讯】中选择 SIMATIC S7 200,【接口】选择以太网,HMI设备—【地址】输入触摸屏的 IP 地址,PLC 设备—【地址】输入模块的 IP 地址;
3. 建立变量
SmartIE 触摸屏通过以太网模块,可访问 S7300 的 DB1 数据块、M 区、Q 区、I 区。
注意:软件中新建的变量与 PLC 的数据区对应关系:
V 区对应 S7300 的 DB1 数据块; M 区对应 S7300 的 M 区;
Q 区对应 S7300 的 Q 区; I 区对应 S7300 的 I 区;
这里的 VW0 对应 S7300 的 DB1.DBW0。
责任编辑:lq



































































 工商网监
工商网监
评论