 DeviceNet转EtherNetIP协议转换网关实现安川PLC与焊机通讯的配置案例
DeviceNet转EtherNetIP协议转换网关实现安川PLC与焊机通讯的配置案例


一、项目背景
在光伏组件生产过程中,生产效率和产品质量至关重要。为确保高效、稳定的生产,生产线成了多种先进设备。其中,安川的部分设备凭借其高精度运动控制能力,在光伏组件的搬运、定位等环节发挥关键作用,这些设备采用EtherNet/IP协议进行通信。而焊机作为光伏组件生产中的重要加工设备,选用了DeviceNet协议。由于两种协议的差异,安川设备与焊机无法直接进行数据交互,导致生产过程中的信息流通不畅,影响整体生产效率与协同性。因此,实现这两种设备之间的通信成为提升生产线自动化水平的关键。
二、解决方案
为解决安川设备(EtherNet/IP协议)与焊机(DeviceNet协议)之间的通信问题,项目团队经过调研与测试,选用了捷米特的JM-EIP-DNTM协议转换网关。该网关能够实现EtherNet/IP网络与DeviceNet网络之间的数据通讯,在EtherNet/IP一侧作为从站,在DeviceNet一侧作为主站,支持标准的EtherNet/IP协议。其主要技术参数如下:
数据传输能力:支持最大的输入字节数为500字节,最大的输出字节为500字节。这一参数确保了在光伏组件生产过程中,大量设备运行数据、控制指令等信息能够快速、准确地传输,满足生产实时性要求。
DeviceNet特性:支持DeviceNet主站功能,DeviceNet支持波特率为125kbit/s、250kbit/s、500kbit/s,可根据实际生产环境的网络负载、传输距离等因素灵活选择。最大连接数可达63个从站,单个从站输入最大为128字节,单个从站输出最大为128字节,能够满足生产线中多设备连接与数据交互的需求。
其他参数:供电为24VDC(±5%),最大功率3.5W,工作环境温度为-25~55℃,湿度≤95%,防护等级为IP20,这些参数使网关能够适应光伏组件生产线较为复杂的电气和环境条件,保证长期稳定运行。
三、实施过程
网关硬件连接
将EtherNet/IP转DeviceNet智能网关的EtherNet/IP端口通过网线连接到安川设备的EtherNet/IP网络接口,确保网络连接稳定可靠。
使用DeviceNet专用电缆,将网关的DeviceNet端口与焊机的DeviceNet接口相连。连接过程中,严格按照电缆标识和接口说明进行操作,避免接错导致设备损坏或通信故障。
网关配置
EtherNet/IP侧配置:通过电脑连接到网关的配置接口,使用捷米特提供的专用配置软件。在软件中,设置网关在EtherNet/IP网络中的IP地址,确保与安川设备所在的网络网段一致,例如设置为192.168.1.100(具体IP地址根据实际网络规划确定)。同时,配置网关的输入输出数据映射关系,根据安川设备对焊机控制数据的需求以及焊机状态反馈数据的格式,设置相应的输入输出字节长度和数据地址映射。例如,设置输入数据区用于接收焊机的工作状态、焊接参数等信息,输出数据区用于向焊机发送启动、停止、调整焊接参数等控制指令。
DeviceNet侧配置:在配置软件中切换到DeviceNet配置界面,设置网关在DeviceNet网络中的节点地址,确保与焊机及其他可能存在的DeviceNet设备地址不冲突。设置DeviceNet网络的波特率,根据焊机的性能参数以及网络传输距离等因素,选择合适的波特率,如250kbit/s。配置网关与焊机之间的输入输出数据长度,确保与焊机的实际数据交互需求匹配。例如,设置网关从焊机读取焊接电流、电压、焊接时间等参数的输入长度,以及向焊机发送焊接工艺参数调整指令的输出长度。
安川设备与焊机的参数调整
在安川设备的控制系统中,添加对DeviceNet转EtherNetIP协议网关的识别与通信配置。导入网关的EDS(电子数据表格)文件,该文件包含了网关的设备信息、通信参数、数据映射等内容,使安川设备能够正确识别网关并与之建立通信连接。根据生产工艺需求,设置安川设备对焊机的控制逻辑,如在光伏组件到达特定位置时,安川设备通过网关向焊机发送启动焊接指令,并在焊接完成后接收焊机的反馈信息,控制后续的搬运操作。
对于焊机,检查其DeviceNet通信参数设置,确保与网关的配置一致。根据生产工艺要求,调整焊机的焊接参数,如焊接电流、电压、焊接速度等,并确保这些参数能够通过网关与安川设备进行实时交互和调整。
四、项目效果
实现设备通信与协同:通过eip转devicenet协议转换网关的应用,成功实现了安川设备与焊机之间的数据通信。安川设备能够实时向焊机发送控制指令,如启动、停止焊接,调整焊接参数等;焊机也能够将自身的工作状态,如焊接电流、电压、焊接完成信号等及时反馈给安川设备。这使得光伏组件生产过程中的设备协同工作更加紧密,生产流程更加顺畅,有效减少了设备等待时间,提高了生产效率。
提升生产效率与质量:在引入网关之前,由于设备通信不畅,生产过程中常出现设备不协调的情况,导致生产效率低下,产品质量也受到一定影响。引入网关后,生产效率得到显著提升,据统计,生产线的整体产能提高了[X]%。同时,通过实时监控和调整焊接参数,焊接质量更加稳定,产品的次品率降低了[X]%,提高了产品的市场竞争力。
增强系统可扩展性:DeviceNet转EtherNetIP智能协议网关网关的应用为生产线的后续扩展提供了便利。由于网关支持多种设备连接,未来如果需要在生产线上增加新的采用DeviceNet协议或EtherNet/IP协议的设备,只需对网关进行相应的配置调整,即可实现新设备与现有设备的通信与协同工作,无需对整个生产线的通信架构进行大规模改造,降低了系统扩展成本。
五、总结
在光伏组件生产线中,捷米特的JM-EIP-DNTM协议转换网关成功解决了安川设备(EtherNet/IP协议)与焊机(DeviceNet协议)之间的通信难题,实现了设备间的数据交互与协同工作,提升了生产效率与产品质量,增强了系统的可扩展性。该案例表明,在工业自动化生产中,合理选用协议转换网关能够有效解决不同协议设备之间的通信问题,为企业实现高效、智能的生产提供有力支持。未来,随着工业自动化程度的不断提高,协议转换网关在工业生产中的应用将更加广泛,发挥更为重要的作用。
具体内容配置过程及其他相关咨询可联系羽工。
审核编辑 黄宇
-
plc
+关注
关注
5053文章
14959浏览量
489536 -
网关
+关注
关注
9文章
7076浏览量
56706 -
DeviceNet
+关注
关注
1文章
490浏览量
17786 -
Ethernet
+关注
关注
3文章
716浏览量
58327
发布评论请先 登录
CAN转Modbus TCP工业通讯网关实现汇川PLC与现场设备通讯应用案例

DeviceNet转ProfiNet协议转换网关实现西门子1200 PLC与电动阀门控制器通讯在炼油厂的应用案例

DeviceNet转ProfiNet协议转换网关:炼油厂电动阀门升级实录
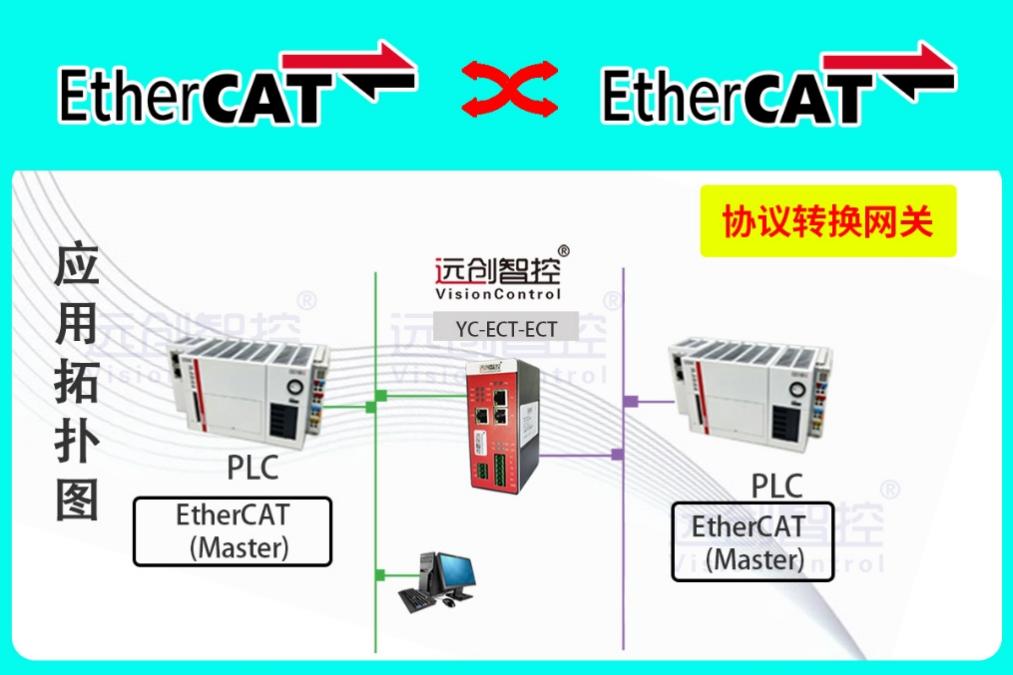
EtherCAT转EtherCAT协议转换网关实现欧姆龙PLC与汇川PLC通讯的配置案例
DeviceNet转ProfiNet协议转换网关实现欧姆龙PLC与西门子PLC通讯的配置案例

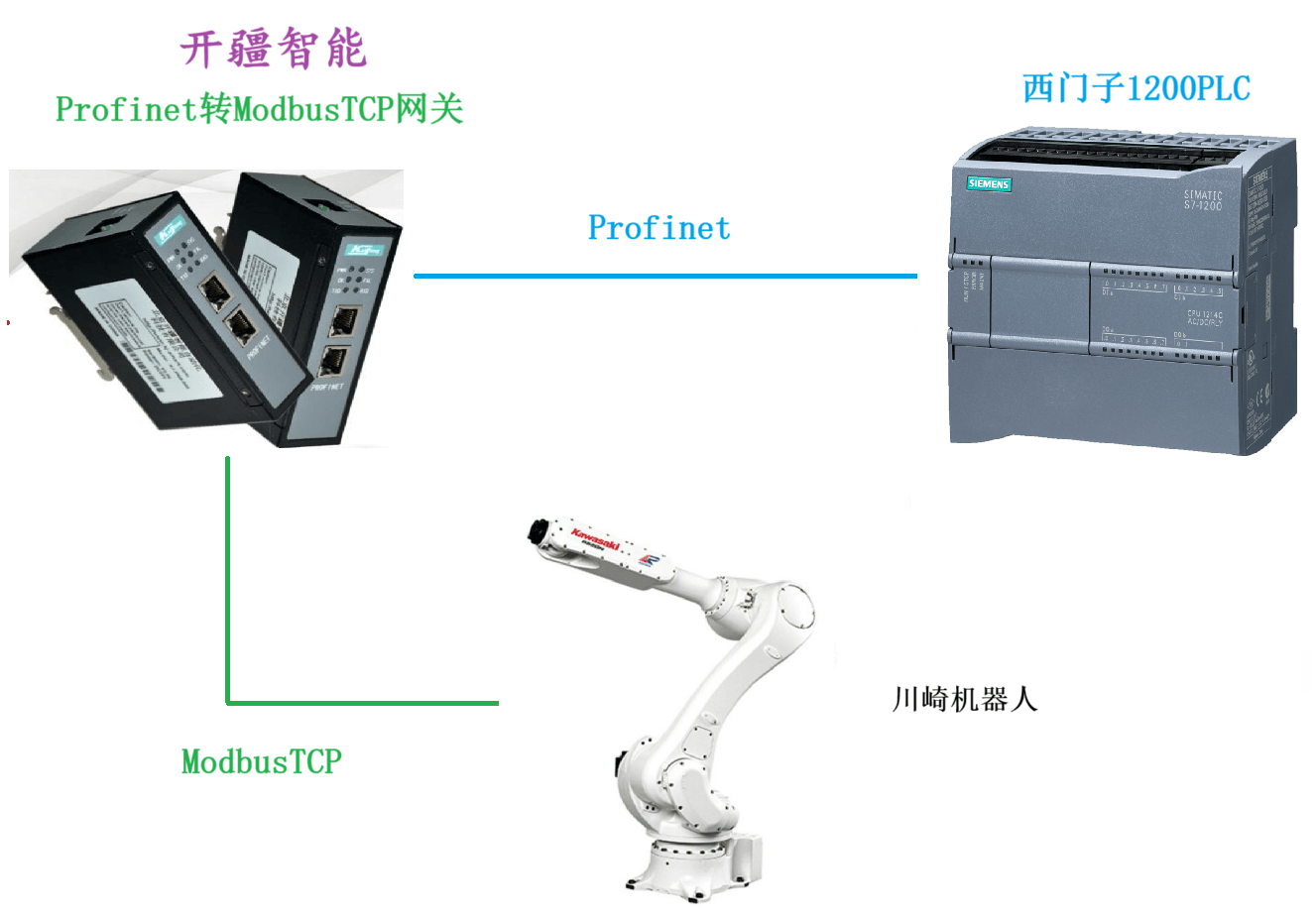
开疆智能ModbusTCP转Profient网关连接西门子PLC与川崎机器人配置案例
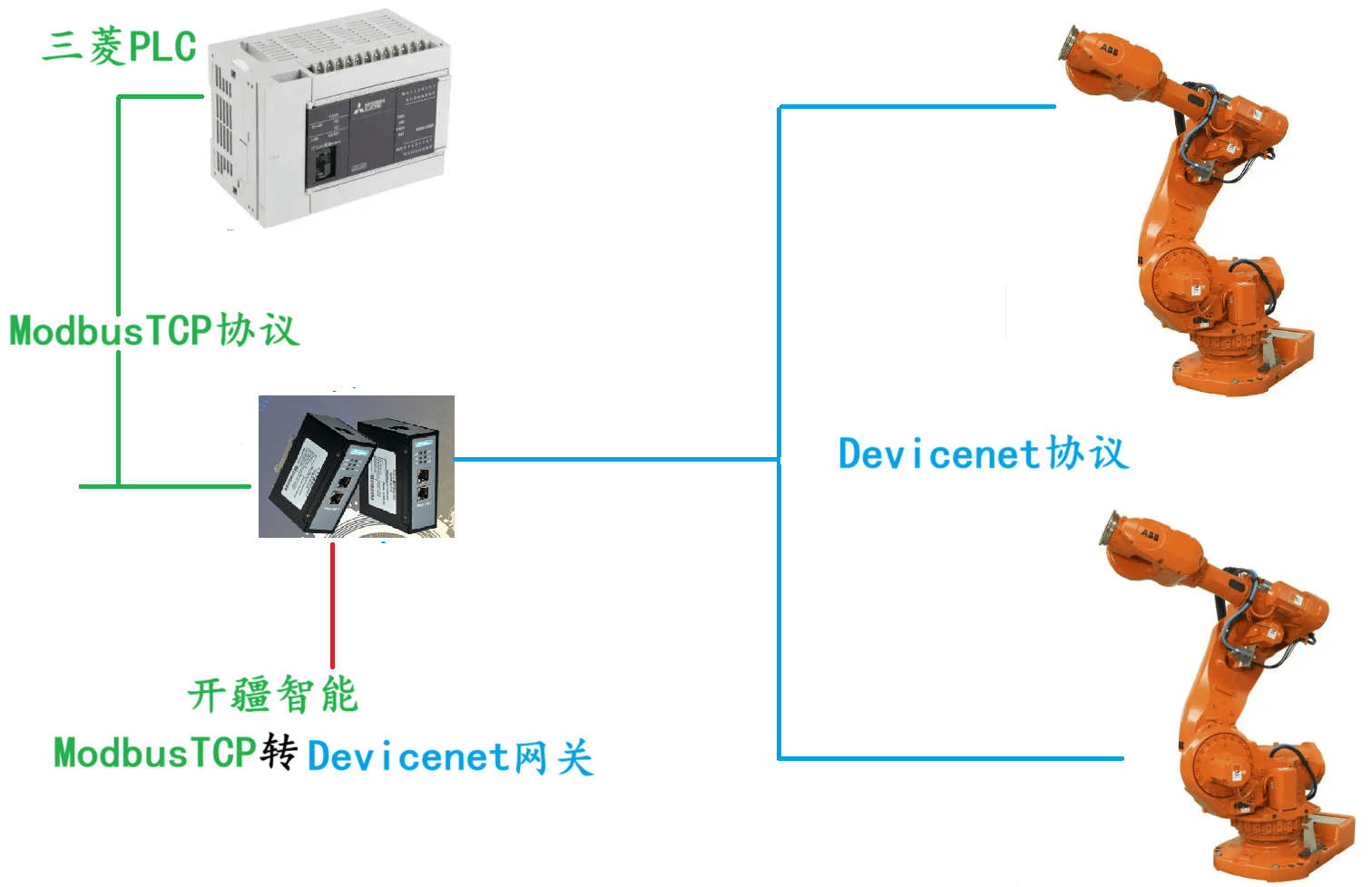
开疆智能ModbusTCP转Devicenet网关连接三菱PLC与ABB机器人配置案例
开疆智能Devicenet转ModbusTCP网关连接台达从站通讯模块配置案例

DeviceNet转Modbus RTU协议转换网关在石油开采行业的应用
EtherCAT主站转Profinet网关接禾川伺服与PLC通讯的深度解析

当PLC遇上伺服电机:CCLink IE与DeviceNet的跨协议「握手」指南
跨协议探秘:profinet转ethernet ip网关搞定川崎机器人与PLC通信

号外!PLC安川伺服,通过Profinet转EtherCAT网关同步多个工作站

1.ProfibusDP转DeviceNet协议转换网关实现西门子S7-300PLC对埃斯顿DeviceNet焊机的直接控制

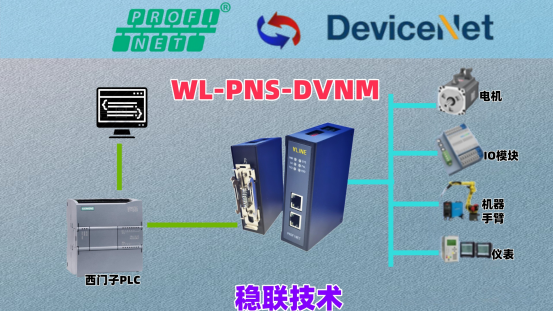
Profinet转DeviceNet网关协议转换的技术实现与应用分析



评论