 电子发烧友App
电子发烧友App



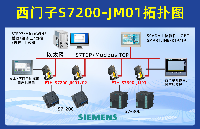
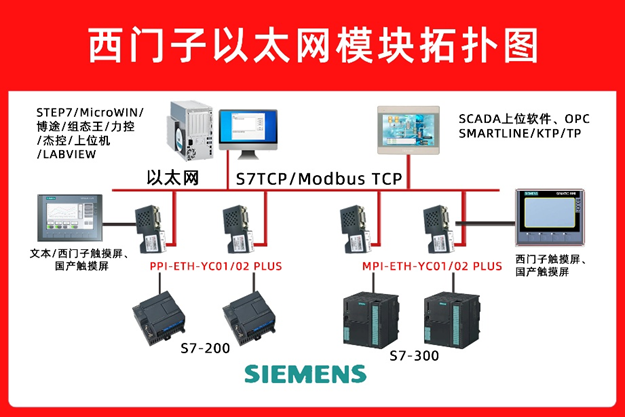
西门子300 PLC到以太网无需编程即可实现1200 PLC到以太网的数据通信
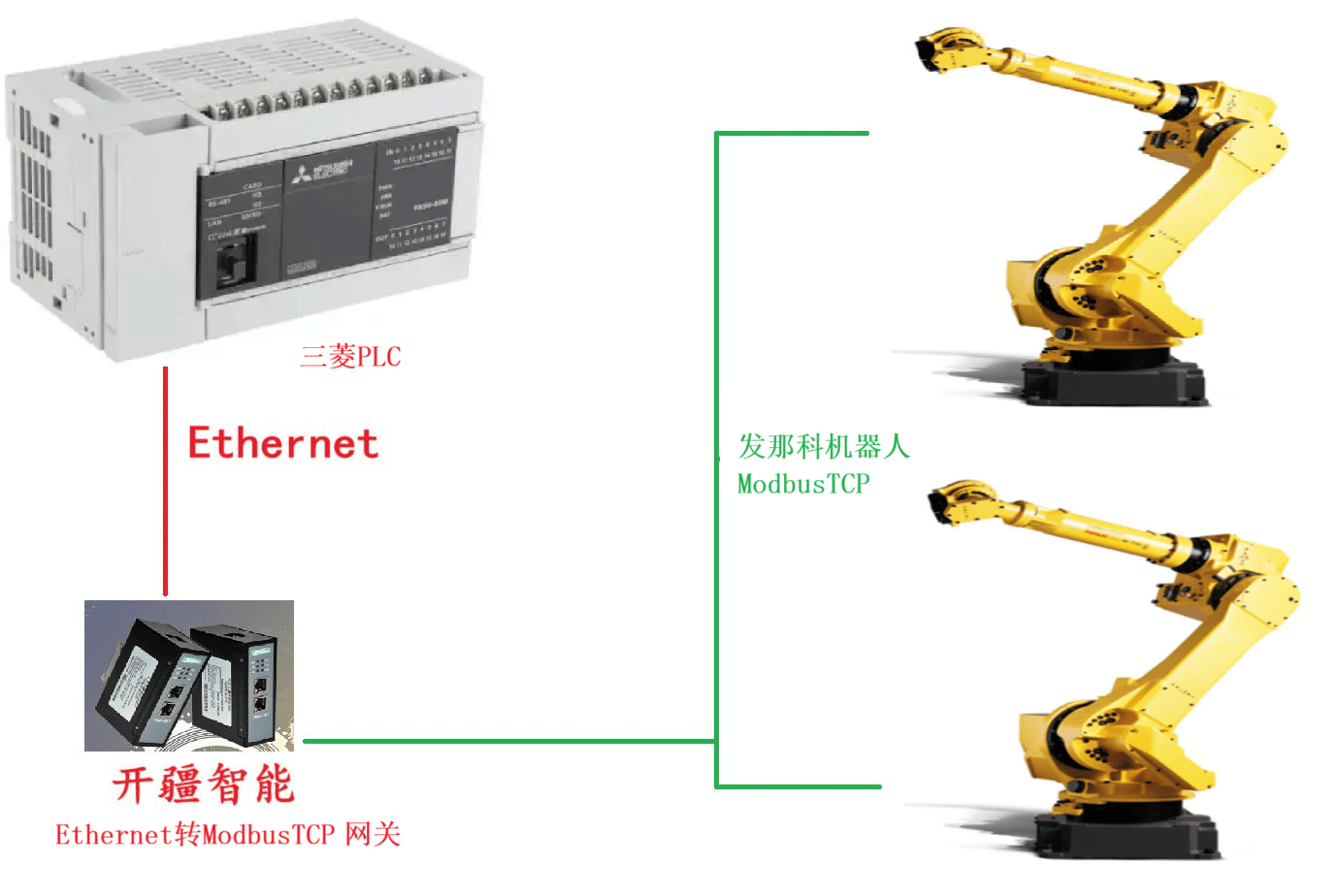
本案例介绍了利用兴达易控公司生产的PLC到以太网模块(mpi-eth-xd1.0plus)实现1200/1500 PLC与300(CPU315-2DP)PLC之间的工业以太网数据通信,无需用户编程(本案例也适用于200PLC/400plc以太网数据交换)
硬件:
CPU1200PLC(1212C)
300PLC(315-2DP)
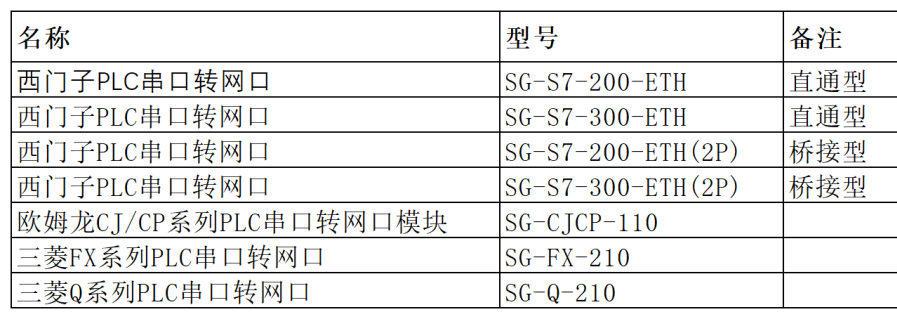
兴达易控MPI eth XD1 0plus以太网模块
一、1200plc配置:
1、 打开TIA门户V14,创建新项目,配置并连接PLC。
2、 选择CPU,右键单击PLC并选择属性
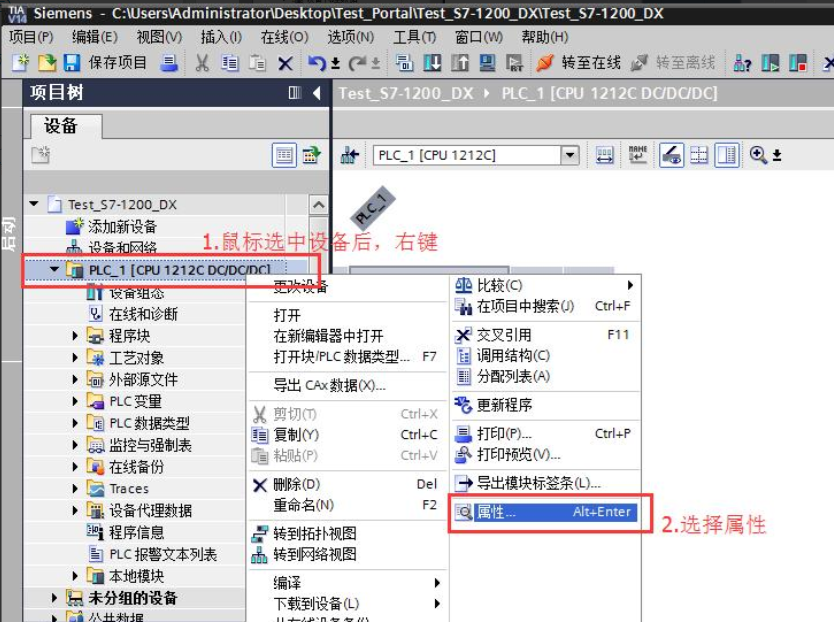
3、 配置属性
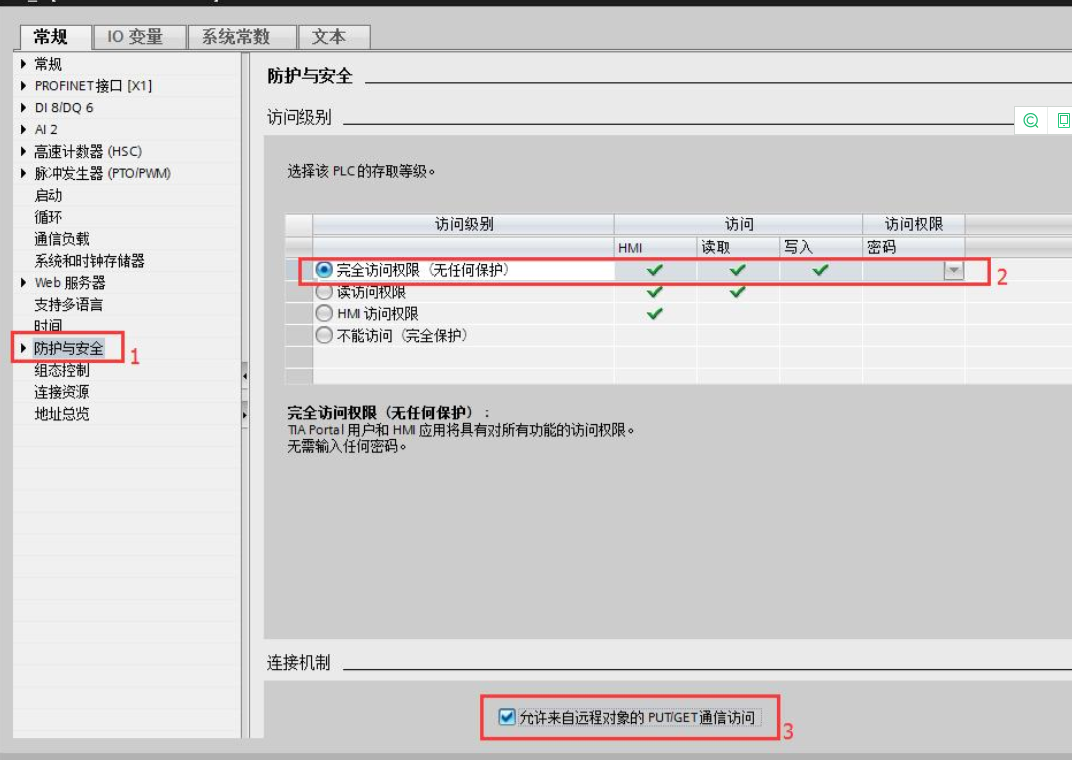
【1】 选择保护;
【2】 将访问权限设置为完全访问;
【3】 检查是否允许远程合作伙伴(PLC、him、OPC)执行put/get通信访问;
【4】 点击确认下载;
二、配置兴达易控CHNet模块数据交换命令
打开netdevice,搜索chnet-s7300plus并选择[修改设备参数];

新建客户机
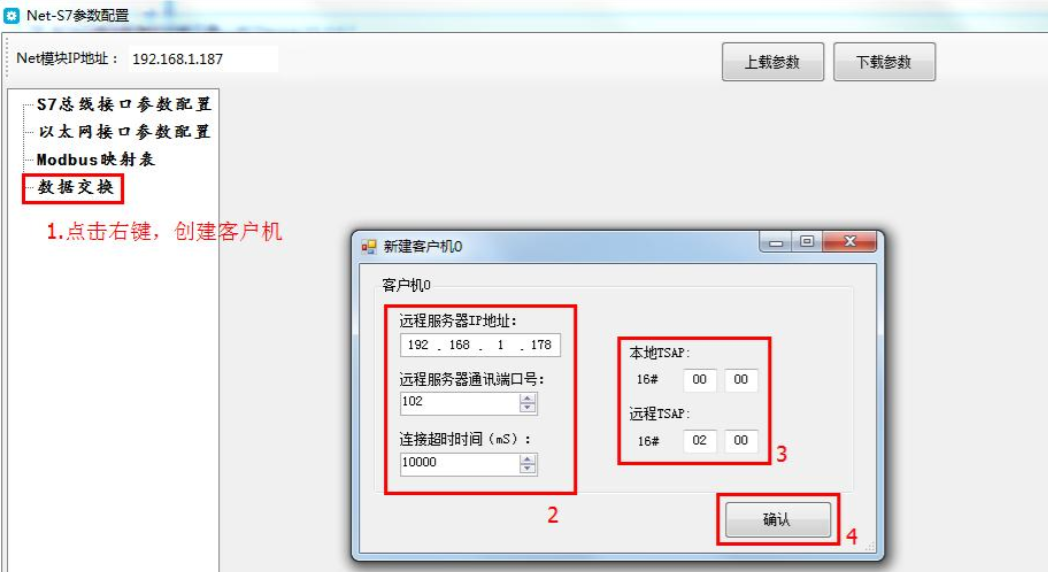
单击“数据交换”并右键单击以创建新的客户端0;
单击“数据交换”并右键单击以创建新的客户端0;
远程服务器的IP地址为s7-1200,此处设置为192.168.1.178;远程服务器的通信端口号,默认为102;默认连接超时为10秒;

点击确认,创建客户机。
在客户机中配置数据交换命令

单击新命令(s7-1200的db100.dbw0读取s7-300的db1.dbw100)
选择[本地]→ 远程]传输5个字;传输超时设置层2S;
本地站(S7-300)设置chnet所在的公交PLC的站地址。在数据区选择DB block,DB数为1,字节偏移量为100,位偏移量忽略;
无需设置远程站(s7-1200)的PLC地址。在数据区选择DB block,DB数为100,字节偏移量为0,位偏移量忽略;
点击“检查”按钮检查规则,点击“确认”按钮生成命令;
客户机监视
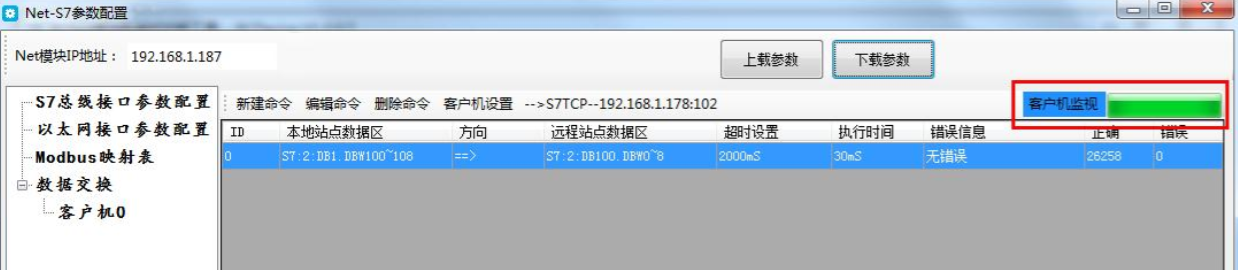
点击客户端监控按钮,[错误消息]为无错误,[正确]数据跳转表示通信成功。
三、验证数据交换
1.打开SIMATIC manager变量表,选择db1,将dbw100的数据修改为bc12h;
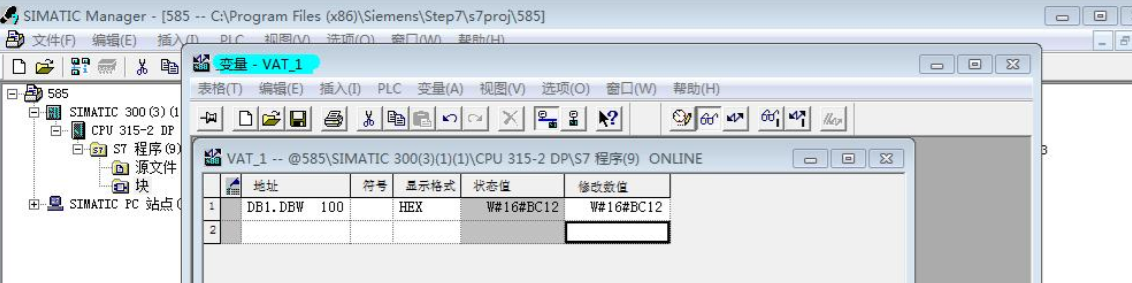
2.打开TIA门户V14变量监视和执行表,检查db100 dbw0是否执行数据监视。该值为bc12h;

审核编辑:汤梓红

























































 工商网监
工商网监
评论