 电子发烧友App
电子发烧友App



近几年来,作为LED行业的细分领域,UVLED行业发展得如火如荼。UVLED(Ultra-VioletLightEmitting Diode)是一种能发出200nm-400nm不同波长的紫外线光源,相比传统光源,有寿命长、环保、能耗低、无热辐射、体积小、固化时间快等优点。目前UV-ALED(波长320-400nm)主要用于固化和干燥等应用,占据整个UVLED应用产业至少半壁江山;而UV-CLED(波长200-280nm)主要用于杀菌消毒和净化等应用,预计未来将成为UVLED市场的新动能。
不同于传统LED,UVLED需要专门的电学、光学和热学设计,并需要专门的特殊方案验证。目前行业发展还存在很大的技术瓶颈,产品存在良率不高、可靠性不佳等问题。为了提升UVLED的可靠性,封装企业需要升级使用真空焊接工艺,同时要保证原料的高质量,以及做好二次散热设计。
真空回流焊:减少空洞率,提升可靠性
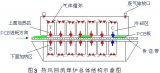
按照封装方式与集成度的不同,UVLED分为分立式器件与集成模组。其中,集成模组又分为COB(ChipOn Board)和DOB(DeviceOnBoard)。COB是将多颗LED芯片直接焊接在一块基板上,而DOB是先将LED芯片封装在器件内,再将多个器件焊接在一块基板上。相较于COB,DOB更利于实现标准化大规模生产。一旦出现制造不良,DOB只损失某个器件。而使用过程中一旦发生光源失效,DOB只需要更换失效的器件。
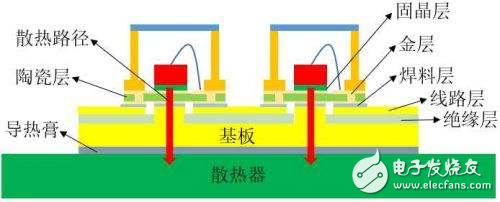
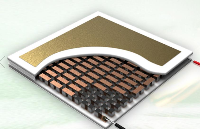
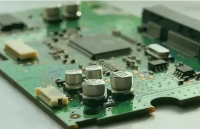
图为采用垂直结构UVLED芯片的DOB模组
研究表明,DOB的互联层(包括固晶层和锡膏层)的焊接质量对UVLED的出光率、总热阻和可靠性有很大影响。目前固晶层的焊接技术已经比较成熟,但器件与基板间的焊接层,由于工艺问题,不可避免地会产生气泡而形成空洞。
据研究,空洞对热阻的影响关系为:多个随机分布的小的空洞(总百分比V%),对器件总热阻(Rjc)的影响关系为Rjc=0.007V%+1.4987,而多个比较大的空洞对器件总热阻的影响关系为Rjc=1.427e0.015V% 。
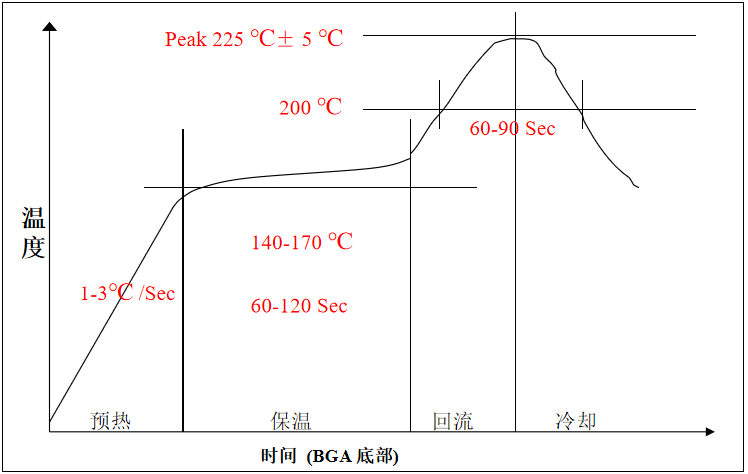
空洞率越小,散热越好,空洞率越大,则散热越差。空洞率大,散热能力差,导致UVLED产品良率低,可靠性不佳,也减少UVLED芯片的使用寿命。一些UVLED封装和应用企业因而蒙受了很大损失。目前行业大多采用传统的回流焊工艺,焊接空洞率普遍高达30%以上,如下图。
针对以上问题,UVLED行业的一些头部企业已改用真空焊接工艺,大幅降低了UVLED芯片焊接的空洞率,有效提升了可靠性。据了解,北京中科同志科技已研发出UVLED专用真空焊接炉,即专门应用于UVLED芯片和模组焊接的真空回流焊炉,可以无缝替代进口真空焊接炉。使用中科同志科技的UVLED真空焊接炉,UVLED芯片焊接的空洞率可以控制在3%以下。(如下图)
另外,值得一提的是,中科同志科技的UVLED专用真空回流炉,专门针对UVLED产品做了特殊优化。UVLED芯片在使用过程中,其能量全部是通过亮度发射出去的。其他焊接工艺会损伤表面,影响发光。而中科同志科技真空回流炉,绝对不会损伤UVLED照明亮度,保证了能量的完整释放。
保证原料高质量和二次散热设计的合理性
为了提升可靠性,除了改用真空焊接炉进行封装焊接,降低UVLED的空洞率,还应重点关注以下两点:
1、选择质量高的基板、芯片和锡膏。尤其是在UVLED产品批量生产过程中,一定要确保基板的质量。用于UVLED集成模组的基板主要有两种,即铜基板和氮化铝(AlN)陶瓷基板。相比氮化铝陶瓷基板,铜基板有以下优点:价格更低;质地结实,不易出现裂纹甚至破裂的情况;更容易实现形状尺寸上的变化。封装物料的选择不同,器件的性能和可靠性等都会有一定的差异。
2、保证UVLED模组使用过程中二次散热设计的合理性。可以参考如下规律:
a.以 "UVLED模组总电功率×50%÷1.3小于等于散热功率”作为散热充分的理论判断依据。如果是水冷冷却,散热功率以(出水口温度-进水口温度)x流速×水或者其他散热介质的比热容的公式来计算。如果是风冷冷却,也按照同样的方式来计算。
b.实验样品完成后,以靠近UVLED的散热基板的温度不高于55摄氏度为实验成功判断依据。(最好能测试中间焊盘上的温度,同时要将进入实际设备上或实际工作环境中的情况都考虑到,还要考虑周边温度和极端条件)。






















































 工商网监
工商网监
评论