KUKA.PLC ProConOS是一个运行时间系统,工艺程序包 KUKA.PLC Multipro....
#VALUE : 参数直接以传递的形式代入信息文本中 (即作为字符串、INT、REAL 或 BOOL....
TECH4 Prozessgeraet MS Steuerung=Nr1Brenner=Nr1 Te....

为了实现无 "SxxV" 运行,必须设置"Cfg Bit 00",以确保错误确认的正确完成。卷帘门....
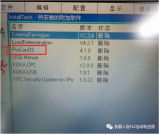
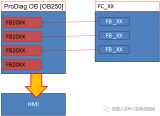
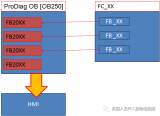
SIMATIC ProDiag是用于机器和工厂诊断的完全集成的TIA解决方案。它节省了在工程阶段在C....
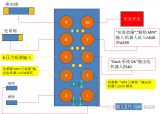
为了解锁MPS(使用或不使用docked工具),必须激活安全开关并设置“解锁MPS”信号。阀1和阀2....
WHILE((PAR4<1) OR (PAR4>40)) --检查P4的补偿值-是否在(1-40)之间
-只能满足条件M245/M255,或者发出模拟信号才能推出VW(#FB_STOP,TRUE)程序

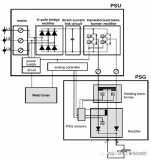
经二次整流变成脉动较小电流平缓的直流,逆变器输出1000HZ,500V.
更换电极时测量和铣削后测量使用的同一USER程序,只是功能选项不同。
CELL的功能:只能检测是否在原点,PLC给入的程序号是否正确,打开FOLGEN程序。
用于访问防护区的输入端。在自动模式下,信号触发 Stop 1。即使任何一扇防护门关上,机器人也不允许....
螺栓自动拧紧设备主要由螺栓拧紧设备,送料器,控制器,链接机构组成 。
GLOBALREAL SG_WearFix[6] ; 在单次磨损的情况下,固定尖端上电极的实际磨损S....

EtherCAT是最快的工业以太网技术之一,同时它提供纳秒级精确同步。相对于设置了相同循环时间的其他....

检查SICK的在线设备 名称是否报错,如有问题即使更改 在线用户名称使其与 组态程序一直致。

数字输出先在PLC 端被写入 输出存储器,然后才被传输。PLC的数字输出在KRC4 端被存放在输入....
在FB651中通过COM_RST=1使的DB801的ActPtr=0和DB802 的S_MSGID值....

SIMATIC ProDiag是用于机器和工厂诊断的完全集成的TIA解决方案。它节省了在工程阶段在C....
用于电伺服焊钳在调用程序前的自我检查与焊接控制器的通讯,即我给你程序序号调用91焊程序后,焊接控制器....

$USER_SAF - 操作人员防护装置 / 防护门该输出端在打开护栏询问开关(运行方式 AUT)....

IO 控制器与 IO 设备之间的数据交换通过两条不同路径发送(环拓扑)。冗余管理器监视冗余介质上的传....

F85 = E776 + E26 --F85:测量结果不合格-E776测量结果不合格,有复位的自然....

用函数Exists_KrlDlg( ) 可检查一则特定的对话是否还存在。即检查该信息提示是否还在内部....

在关键字FUNCTION_BLOCK或PROGRAM之后,键入关键字FB,跟上一个块号或FB的符号名....

变量声明需要关键词 DECL,对四种简单数据类型关键词 DECL 可省略[1.整数 (INT) 2.....
机器人在执行焊接夹紧时出现故障,采用手动移动E1外部轴报错:“EMZ: Freigabe geset....

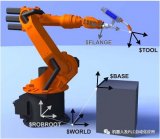
我们通过KUKA计算器或着运算程序可以得出:这个X向的偏差可以使工具坐标的X偏移9.848,Y方向偏....
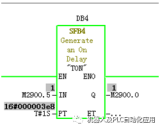
IN输入的上升沿会导致时间PT用完后输出Q出现上升沿。随后Q将保持置位状态,直到IN输入再次变为0。....
通过跟踪检测,发现机器人用总信号时,当机器人在铣削时,一旦连续工作,进车时,就会出机器人的总完成信号....





 工商网监
工商网监