 气伺服焊钳的补偿值运用过程
气伺服焊钳的补偿值运用过程

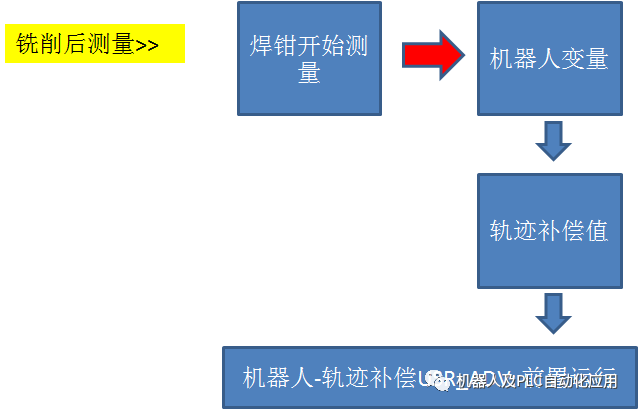
补偿值的计算与获得 都是在焊接点的USER_ADV 前置运行程序里执行的.
内容列表:
1.测量控制分析,MAKRO83.
2.USER_ADV控制分析.
1.测量控制分析,MAKRO83.
在铣削位置时开启焊钳的铣削后测量:
PTP VB=100% VE=100% ACC=100% RobWzg=2 Base=0 SPSTrig=0[1/100s] P
A715 = EIN
A757 = EIN
检验测量值,并关闭测量.
PTP VB=100% VE=0% ACC=100% RobWzg=2 Base=0 SPSTrig=5[1/100s] P
SPSMAKRO83 = EIN
MAKRO83 关闭铣削测量
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E706 + T10 -一般情况下焊钳在正常工作时E706节能模式都是没有打开的
F118 = T10
t10 ( EIN ) = -60[1/10Sek]
-测量结果检测
WARTE BIS E757 + T10 -E757测量结束
F118 = T10
WARTE BIS E757 + E26 -如果没有测量结束就得按复位E26
F118 = AUS
F85 = E776 + E26 --F85:测量结果不合格-E776测量结果不合格,有复位的自然也不能算合格
A757 = AUS -关闭A757铣削后测量
GOTO Label 1 = EIN -不管测量结果好坏,直接去”Label1”
-
焊接
+关注
关注
38文章
3590浏览量
63444 -
测量
+关注
关注
10文章
5722浏览量
116978 -
运行程序
+关注
关注
0文章
4浏览量
6562
原文标题:谈谈:气伺服焊钳的补偿值运用过程
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
OCAD应用:双组联动补偿式连续变焦系统
PicoScope示波器探头补偿操作指南
松下A5伺服运行抖动怎么调整参数啊?
提高步进伺服系统精度的措施

光伏电站无功补偿方案选型指南:电容补偿与SVG的深度解析
伺服控制要 “集成 + 灵活”?TMC4671:硬件实现 FOC,还支持前馈补偿!

伺服电机增益详解
派克Parker防爆伺服电机与普通伺服电机的区别
三菱伺服电机抖动声响的调整
伺服绝对值编码器:工业精密控制的“智慧之眼”
红外测温技术在气瓶充装过程中的应用
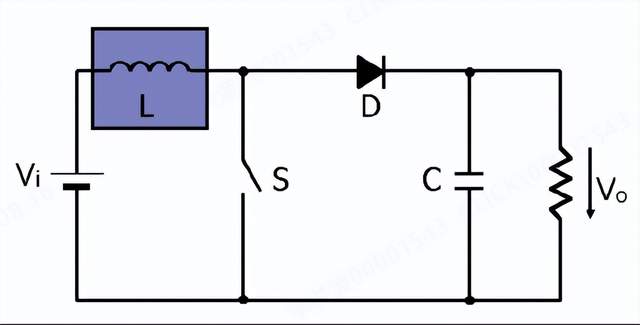
升压电感中的磁芯气隙仿真优化设计方法



评论