 电伺服焊接控制器握手程序用法分析
电伺服焊接控制器握手程序用法分析

适用版本KUKA 8.3系统
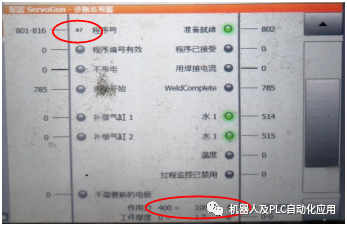
用于电伺服焊钳在调用程序前的自我检查与焊接控制器的通讯,即我给你程序序号调用91焊程序后,焊接控制器给力值400到机器人机器人反馈给焊接控制400的IO信号。用以判断通讯的好坏,数值传输的准确性,起到监控的作用!
接口故障,会触发A789(重置步进触点错误)进行故障复位,重新进行连接,连接后才能进行焊接程序的发出。
下面让我们详细分析一下:
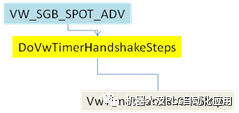
在轨迹预执行中调用,判断通讯连接情况。
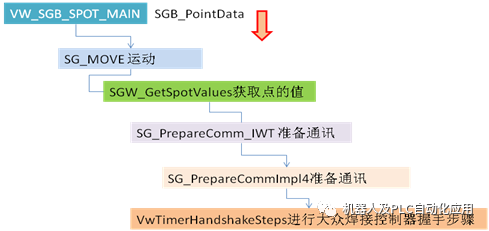
在轨迹点处再次进行判断调用。

SG_CheckProgNum_WT[1]:91有效检查程序号
每次焊接都要用到的握手程序91,BOSCH力值是400
大众焊接控制器握手步骤传送程序号
VwTimerHandshakeSteps(PrepCommStep, Point_DATA, timeOutextension)
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
控制器
+关注
关注
114文章
17920浏览量
195863 -
焊接
+关注
关注
38文章
3601浏览量
63525 -
伺服
+关注
关注
17文章
711浏览量
43627
原文标题:VwTimerHandshakeSteps-电伺服焊接控制器握手程序用法分析
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
当EtherCAT遇上Modbus RTU:一台网关让倍福PLC与伺服“握手”
当EtherCAT遇上Modbus:一台网关让倍福PLC与伺服“握手” 在板式家具生产线上,封边机的精度直接影响产品品质。最近接手一台老旧封边机的改造项目,倍福CX5140作为主控,走

晶圆厂里的“异言同译”:一座网关让EtherNet/IP与CANopen握手
位系统反馈状态。然而现场存在天然隔阂:上位控制器只认EtherNet/IP,而底层多台执行与检测设备——包括压力变送器、汇川伺服——仅支持CANopen。两套协议体系无法直接对话,导致数据孤岛。若更换设备,成本高、工期长,且打乱已有控制

MAXQ8913:一体化伺服环路控制的16位混合信号微控制器
MAXQ8913:一体化伺服环路控制的16位混合信号微控制器 在当今的电子设计领域,对于高性能、低功耗且功能集成度高的微控制器需求日益增长。MAXIM推出的MAXQ8913 16位混合
基于树莓派Pico的开源风扇控制器介绍
组装家庭服务器 / NAS,板载风扇控制器在 Linux 上压根没法正常工作?多风扇散热想精准调速,商用控制器功能死板还不支持自定义逻辑?DIY 风扇控制器,却被贴片元件

流场可视化视角下的能耗溯源:电液伺服作动器内部能量损失机理研究
发展。国际主流厂商如穆格、派克等已推出多款集成式电液作动器产品,将伺服阀、传感器、控制器与液压缸高度融合。

PLC怎么控制多台交流伺服电机达到同步工作
在现代工业自动化控制系统中,多台交流伺服电机的同步控制是实现高精度运动控制的关键技术之一。PLC(可编程逻辑控制器)作为工业

电液伺服作动器为何标配磁致伸缩位移传感器
电液伺服作动器标配磁致伸缩位移传感器,以实现高精度闭环控制,具备非接触、绝对位置反馈、抗干扰及耐恶劣环境等特性。
上海贝岭650V FBL系列IGBT赋能伺服控制器解析
一、 概述 中国产业升级持续提速,制造业智能化、自动化迈入新阶段,市场对高精度电机控制器的需求日益迫切。伺服控制器作为精准控制与自动化生产的核心部件,其市场规模正随产业升级浪潮持续


AS32S601型MCU芯片在商业卫星电源系统伺服控制器中的性能分析与应用解析
伺服控制器中的应用潜力。通过对芯片抗辐照能力、功能特性、可靠性以及实际应用案例的详细解析,揭示了AS32S601型MCU在商业航天领域的技术价值与应用前景。 一、引言 商业航天的快速崛起推动了卫星技术向小型化、低成本和高可靠方向发展。在商业卫
精准控制,高效运行:永铭电容器在工业机器人伺服电机驱动器中的重要角色
定位和控制各个机械臂、电机的运动,使机器人能够完成搬运、组装、焊接等任务。为了使伺服电机在高精度、高速和高负载等复杂工况下保持可靠运行,其控制器必须具备卓越的稳定性、强

伺服控制器干扰问题解决方案
工程实践案例,系统分析干扰源类型及传播路径,并提出多层级解决方案。 一、干扰源识别与影响分析 1. 传导干扰 电源线引入的高频噪声(如变频器回馈电流)通过共模方式侵入控制器,某汽车

当PLC遇上伺服电机:CCLink IE与DeviceNet的跨协议「握手」指南
,具备1Gbps传输速率和千级节点管理能力,常用于汽车总装线、检测线等大规模数据交互场景,可实现PLC与传感器、控制器的实时通信。而DeviceNet网关协议则以高实时性和稳定性见长,广泛应用于伺服电机
发表于 06-10 14:43




评论