 Modbus RTU转Modbus TCP:基于智能网关破解光伏逆变器产线西门子PLC通讯壁垒案
Modbus RTU转Modbus TCP:基于智能网关破解光伏逆变器产线西门子PLC通讯壁垒案


一、项目背景
在工业自动化领域的新能源光伏逆变器组装测试产线中,某企业采用西门子200 PLC(Modbus RTU协议)负责逆变器模块的精密上料控制,搭配西门子S7-1200 PLC(Modbus TCP协议)管理成品的高压测试流程。两条核心工序需实时协同:西门子200 PLC需向S7-1200 PLC传输模块定位坐标、上料完成信号,S7-1200 PLC需反馈测试工位空闲状态、测试合格结果,以避免模块堆积或测试工位空转。但因双方采用不同总线协议,缺乏直接通讯通道,原有“人工记录+手动触发”的衔接方式效率低下,日均因信息不同步导致的产线停滞达3次,单次停滞修复耗时超25分钟,严重制约日产能(原日产能320台,停滞导致减产约60台)。新能源光伏作为当前工业自动化领域增速最快、前景广阔的行业,对工业物联网环境下设备的实时数据交互提出了极高要求。
二、项目痛点
协议异构阻断协同:西门子200 PLC的Modbus RTU协议与S7-1200 PLC的Modbus TCP协议无法直接兼容,无物联网网关中转时,数据需通过人工用U盘拷贝后录入S7-1200 PLC,单次数据传递耗时超8分钟,导致测试工位频繁等待上料信号,产线节拍从45秒/台延长至 65秒/台,效率下降30%。
数据采集追溯断层:原有系统无专用数据采集器,上料精度(±0.1mm)、测试电压值(DC 1500V)等关键参数仅本地存储于PLC,无法上传至工业物联网平台,出现不合格品时需人工翻阅纸质记录排查,追溯时间超2小时,不符合光伏行业TÜV认证的质量追溯标准。
工业环境适应性差:产线周边存在高压测试设备产生的强电磁干扰,传统RS485转以太网模块丢包率超7%,日均通讯中断2-3次,每次中断导致5-8台逆变器模块返工,直接经济损失超1.2万元 /次。
PLC负载超限风险:尝试通过第三方软件实现数据转发,导致西门子200 PLC CPU负载升至82%、S7-1200 PLC CPU负载达78%,超出安全运行阈值(≤70%),引发设备响应延迟,上料机械臂定位偏差超0.3mm,存在模块碰撞损坏风险。

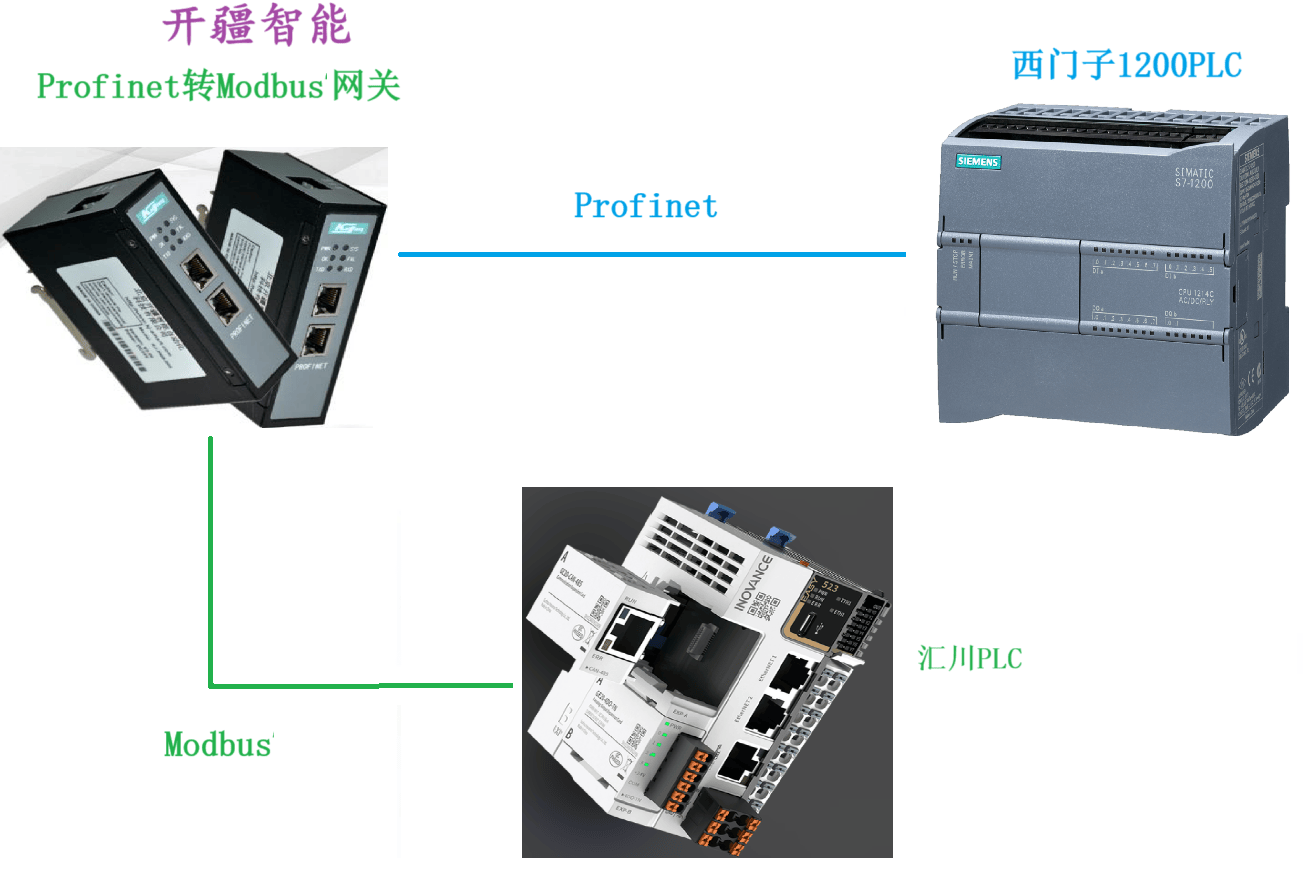
三、系统结构拓扑图

四、塔讯TX131-RE-RS/TCP网关功能简介
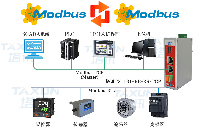
作为核心塔讯TX131-RE-RS/TCP工业网关,该设备实现Modbus RTU从站到Modbus TCP从站的双向协议转换,关键功能深度适配光伏产线需求:
协议兼容:严格遵循Modbus RTU(IEC 61158)与Modbus TCP(IEC 61158)协议规范,支持9600-115200bps可调波特率(适配西门子200 PLC的RS485通讯)与10/100Mbps自适应以太网速率,自动识别PLC的通讯参数(如数据位、停止位、校验位)。
数据处理:内置双核工业级处理器,每秒可完成2000次以上数据转换,转换延迟≤20μs,支持1500点数据映射,满足上料坐标(4字节浮点数)、测试电压(2字节整数)等多类型数据同步传输。
工业适配:具备IP30防护等级,支持12-48VDC宽压供电(适配产线24VDC电源),采用光电隔离与浪涌保护设计,抗电磁干扰性能符合EN 61000-6-2标准,适应高压测试环境。
物联扩展:支持本地数据缓存(容量1GB)与边缘计算,可通过MQTT协议对接工业物联网平台,实时上传设备运行状态,触发异常告警(如通讯中断、数据超阈值)。

五、解决方案与实施过程
(一)方案设计
采用塔讯TX131-RE-RS/TCP智能网关构建“双主站 -单网关”通讯架构:网关Modbus RTU侧作为西门子 200 PLC的从站,实时采集上料定位数据(VW100-VW106)、上料完成信号(I0.0);Modbus TCP侧作为S7-1200 PLC的从站,将采集到的上料数据传输至S7-1200 PLC,同时接收其反馈的测试工位状态(Q0.0)、测试结果(VW200),实现双向数据实时交互,无需人工干预。
(二)实施步骤
硬件部署:网关通过屏蔽RS485电缆(长度15米)接入西门子200 PLC的RS485端口,设置波特率9600bps、偶校验、8数据位、1停止位;通过超五类屏蔽网线连接S7-1200 PLC的以太网端口,配置IP地址(192.168.1.100)与S7-1200 PLC(192.168.1.10)同网段,网关安装于产线控制柜内,做好接地处理。
参数配置:使用塔讯配置软件建立数据映射表 ——将西门子200 PLC的上料定位数据(VW100-VW106)映射至网关寄存器40001-40003,上料完成信号(I0.0)映射至10001;将S7-1200 PLC的测试工位状态(Q0.0)映射至网关寄存器 30001,测试结果(VW200)映射至 30002,设置数据更新周期 100ms,启用“数据校验”与“断网重连”功能。
联调测试:在工业物联网平台实时监控数据传输状态,模拟产线满负荷运行(45秒/台),连续测试72小时,记录数据延迟(平均 18μs)与丢包率(0.05%);模拟通讯中断(拔插网线),测试网关自恢复时间(≤80ms),确保满足产线连续运行需求。

六、应用效果与前后对比
(一)实施后效果
产线效率大幅提升:数据传输延迟降至20μs内,产线节拍从65秒/台缩短至42秒/台,日产能从320台提升至480台,效率提升50%;因信息不同步导致的停滞次数降至0,每月减少返工损失超15万元。
数据追溯全面落地:通过网关将上料精度、测试电压等数据自动上传至工业物联网平台,质量问题排查时间从2小时缩短至3分钟,符合 TÜV认证要求,客户订单满意度提升35%。
通讯稳定性增强:网关抗电磁干扰能力适配产线环境,连续运行3个月丢包率≤0.1%,无通讯中断,模块返工率从8%降至1.2%。
设备负载回归安全值:西门子200 PLC CPU负载降至45%,S7-1200 PLC CPU负载降至40%,均低于安全阈值,上料机械臂定位偏差≤0.08mm,消除模块碰撞风险。
(二)效果对比表
| 指标 | 实施前 | 实施后 |
| 数据传输延迟 | >8分钟 | ≤20μs |
| 产线节拍 | 65秒 /台 | 42秒 /台 |
| 设备丢包率 | >7% | ≤0.1% |
| PLC CPU 负载(200) | 82% | 45% |
| PLC CPU 负载(S7-1200) | 78% | 40% |
| 质量排查时间 | >2小时 | <3 分钟 |
| 日均停滞次数 | 2-3次 | 0次 |
七、行业价值与后续扩展
本案例聚焦新能源光伏行业,该行业2025年全球市场规模预计超3000亿美元,设备协同需求旺盛。此方案可复制至光伏组件串焊、储能电池PACK等产线,后续可扩展接入MES系统,实现生产数据与订单管理联动。
审核编辑 黄宇
-
MODBUS
+关注
关注
28文章
2565浏览量
84045 -
光伏逆变器
+关注
关注
10文章
594浏览量
33793 -
智能网关
+关注
关注
6文章
957浏览量
51965
发布评论请先 登录
疆鸿智能ETHERNET IP转MODBUS TCP:通讯“绝杀”,让PLC秒懂设备话

西门子200 SMART与台达DVP PLC通讯:工业自动化Modbus RTU 转Modbus TCP 方案
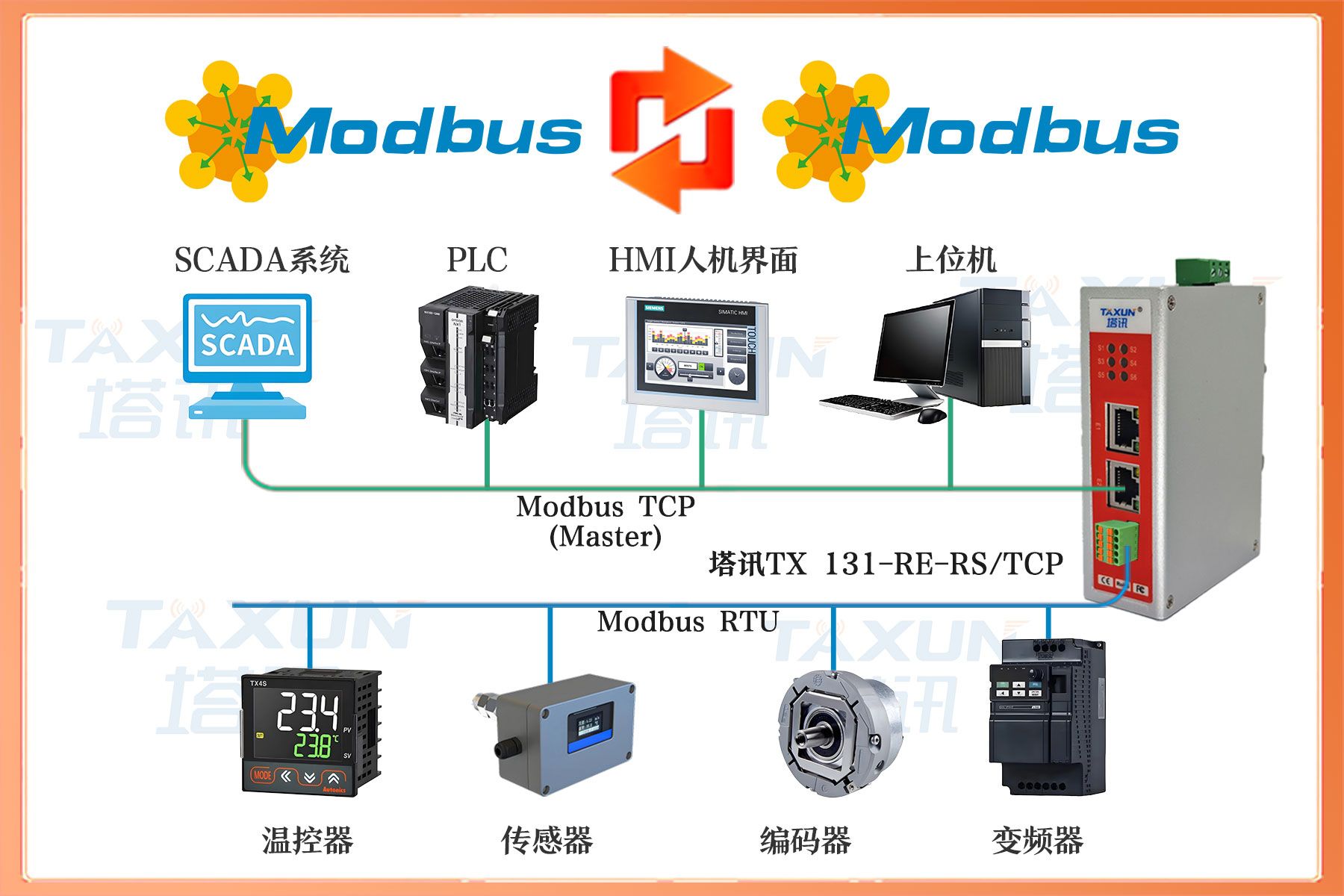
光储一体化项目中光伏逆变器通过Profinet转Modbus TCP工业智能网关与西门子1500PLC进行通讯案例

光伏逆变器上料-测试协同依托数据采集的Modbus TCP 转 Modbus RTU协议应用案例
Ethernet/ip 转 Modbus RTU 西门子1500 PLC 与发那科机器人实现生产资源高效利用

Modbus转EtherNet/IP网关配置:西门子PLC与伦茨变频器通讯教程
西门子PLC如何使用Modbus 485通讯传输接收数据

汇川PLC通过ModbusTCP转Profinet网关连接西门子PLC配置案例
Modbus TCP 转 Modbus RTU电脑端 TCP 与西门子 V20 变频器的通信案例
Modbus RTU转Profinet网关接涡街液体流量计到西门子1200 PLC系统

CCLinkIE转Modbus TCP:光伏逆变器的“万能钥匙”
CCLinkIE转Modbus TCP:光伏逆变器的“万能钥匙”
Modbus TCP转Profinet网关实现视觉相机与西门子PLC配置实例研究




评论