 技术架构与实现——深控技术工业数采网关如何重塑智能制造数据基座
技术架构与实现——深控技术工业数采网关如何重塑智能制造数据基座

智能制造的核心挑战:数据孤岛与决策延迟
在智能制造场景中,工厂通常存在以下问题:
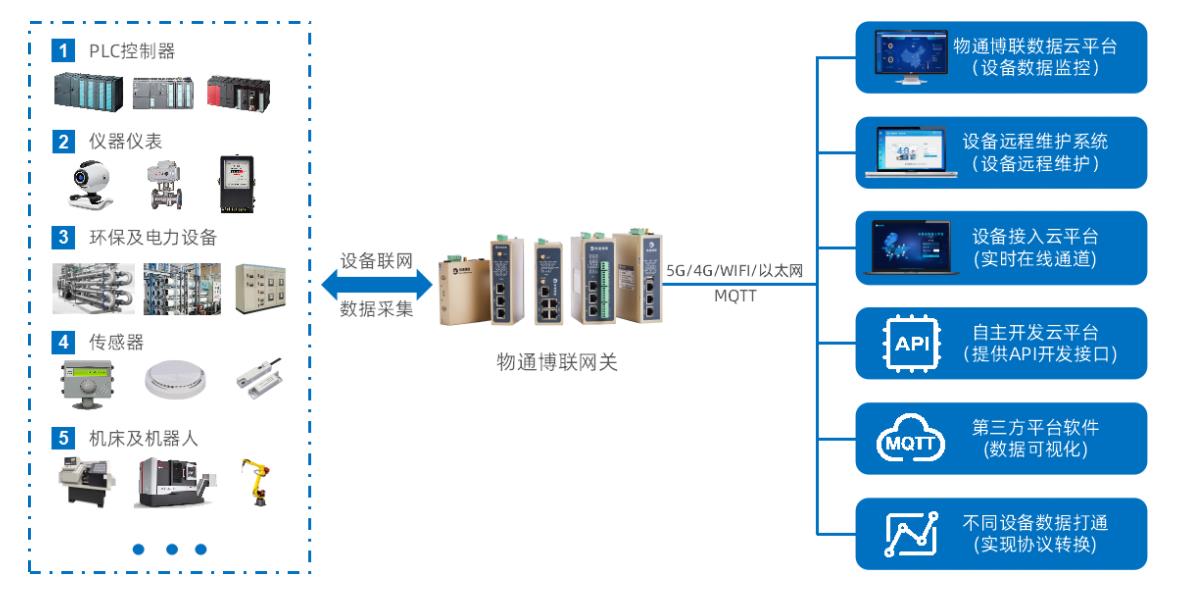
协议割裂:某汽车零部件工厂需同时接入西门子S7-1500 PLC(Profinet)、发那科CNC(FOCAS)、基恩士传感器(EtherCAT)等12种协议设备;
数据时效差:传统数采方案数据延迟达5-30秒,导致MES排产指令滞后,设备OEE损失15%;
柔性生产瓶颈:每月产线调整需重新配置20%数据点,耗费200人时/次。
深控技术“不需要点表的工业数采网关”通过以下技术创新破解困局:
技术架构解析
1. 多协议无感接入引擎
协议库预载与动态识别
预置1000+工业协议驱动(涵盖主流PLC/CNC/仪表),采用设备指纹识别技术(MAC地址+报文特征码),自动匹配协议类型,识别准确率99.8%。
示例:
西门子S7-1200:通过TSAP端口号(0x0100)与报文头(0x32/0x72)自动识别;
三菱FX5U:基于MC协议握手报文(0x5000)触发驱动加载。
零配置数据映射
基于设备型号与工艺知识库,自动生成标准化数据标签:
| 设备类型 | 原始参数 | 映射后标签 |
|---|---|---|
| 发那科CNC | 主轴转速(SACT) | CNC001.Spindle.ActualSpeed |
| 欧姆龙温控器 | PV值(CH1) | Heater001.Temperature.PV |
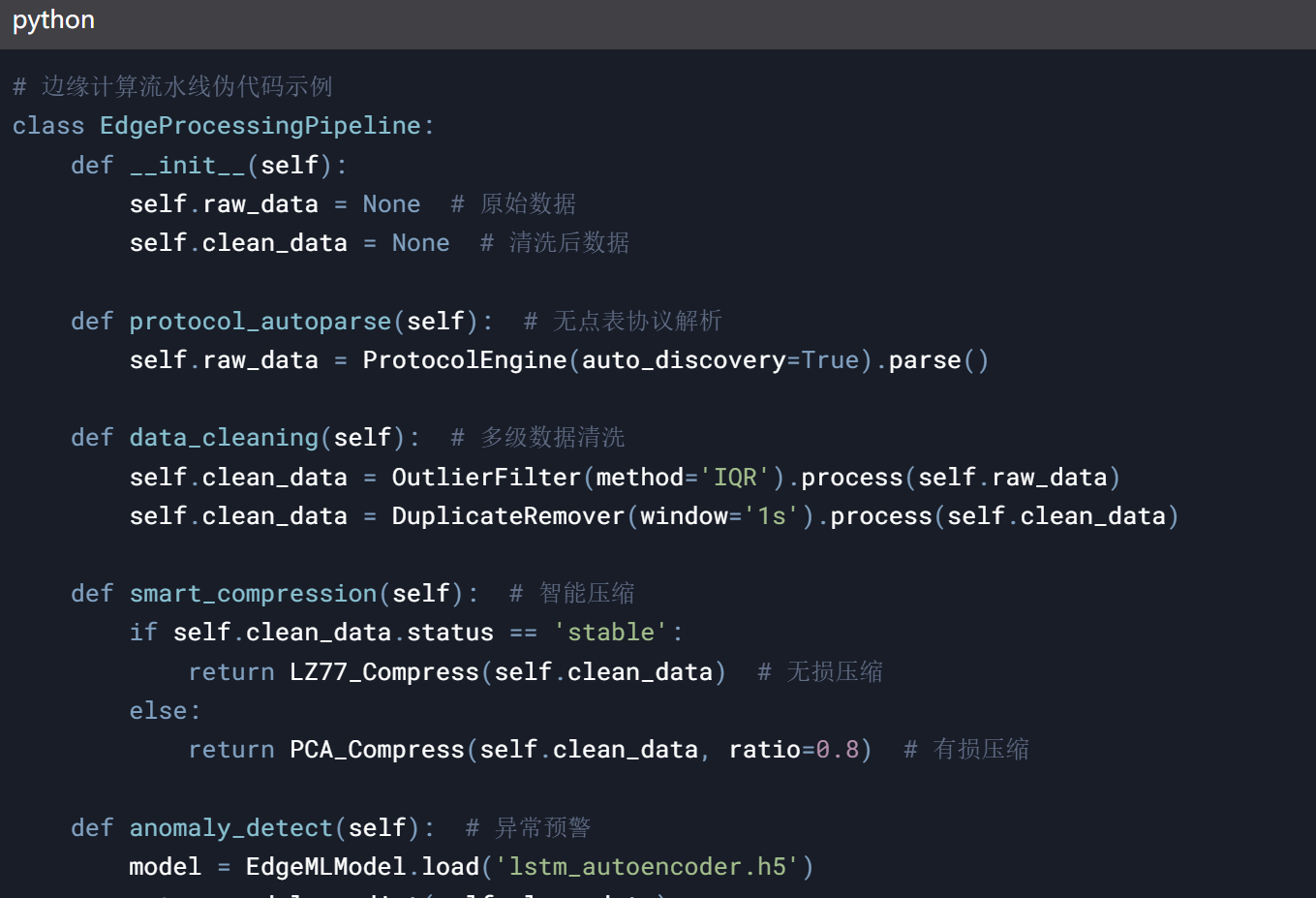
2. 边缘实时数据管道
μs级时序同步
采用IEEE 1588v2精密时钟协议,实现跨设备数据时间戳对齐,确保事件顺序准确(如冲压机开合模与送料机械臂动作时序)。
性能指标:
时钟同步精度:±1μs
数据采集周期:1ms~10s可调
三层数据治理机制
| 层级 | 技术手段 | 治理目标 |
|---|---|---|
| 设备层 | 128位设备指纹绑定 | 防止非法设备接入 |
| 传输层 | CRC-32 + 重传队列 | 数据包完整性≥99.999% |
| 业务层 | 规则引擎(阈值/跳变/关联性) | 异常数据拦截率100% |
3. 动态产线适配模型
语义化产线拓扑:
将设备、工位、工艺段抽象为可独立运行的Agent,通过逻辑关系图谱(如“焊接机器人→检测工位→装配工位”)实现动态重组。
应用场景:
当新增AGV搬运小车时,系统自动识别其作为“物流单元”,并关联至MES物料调度模块。
核心优势与量化价值
| 指标 | 传统方案 | 深控方案 | 提升效果 |
|---|---|---|---|
| 设备接入周期 | 2周/协议 | 2小时自动识别 | 效率提升95% |
| 数据延迟 | 500ms~30s | 10ms~1s | 决策时效提升50倍 |
| 产线调整成本 | 200人时/次 | 0人工干预 | 年节省80万元 |
| 设备OEE | 65% | 82% | 提升26% |
行业应用案例:某新能源电池智能工厂
实施背景
混用8种协议设备(西门子PLC、ABB机器人、海康视觉检测等);
原MES因数据延迟导致电解液注液量控制误差3%,年损失超1200万元。
解决方案
部署深控技术不需要点表的工业EdgeGate网关集群,72小时完成全厂设备接入;
实时同步涂布机速度与烘箱温度数据,动态调整工艺参数;
边缘规则引擎拦截异常数据,每日减少MES误告警300+次。
成果
数据到MES延迟从8秒降至50ms;
注液精度从97%提升至99.5%,年减少材料浪费800万元;
产线换型时间从6小时缩至45分钟。
审核编辑 黄宇
-
网关
+关注
关注
9文章
6466浏览量
55679 -
智能制造
+关注
关注
48文章
6149浏览量
79535
发布评论请先 登录

能源数采网关哪些好用?有什么推荐
西门子S7 PLC通过深控技术无点表工业网关实现数据采集与智能决策方案
数采网关+工业物联网平台实现5G工厂应用场景全覆盖

全生命周期成本优化:深控技术不需要点表的工业数采网关的TCO革命

深控技术不需要点表的工业网关物联网数据采集解决方案“远程管理+智能预警”,重塑设备运维模式

MBox20工业数采网关:助力智能制造高效升级

5G数采网关助力工业“智改数转”,打造5G智能工厂






 工商网监
工商网监
评论