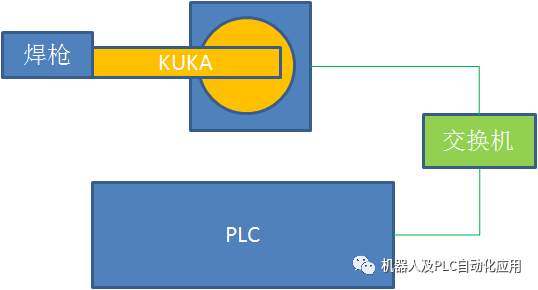
 PLC控制焊接机器人的标准块汇总
PLC控制焊接机器人的标准块汇总

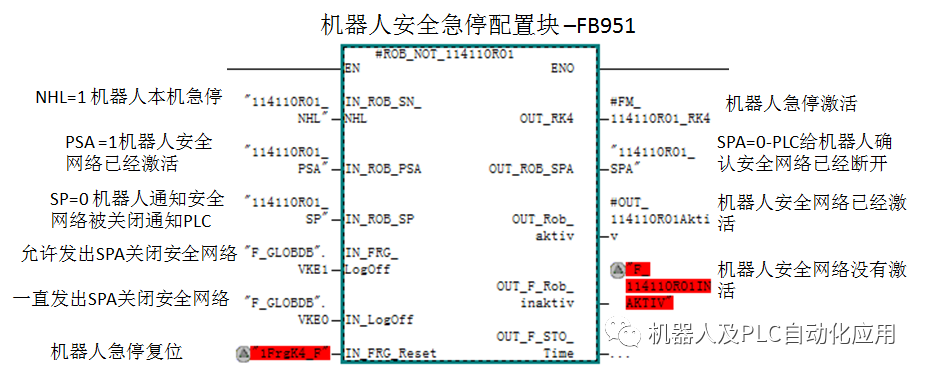
1.在安全功能块里添加机器人控制安全点
机器人安全急停配置块 –FB951
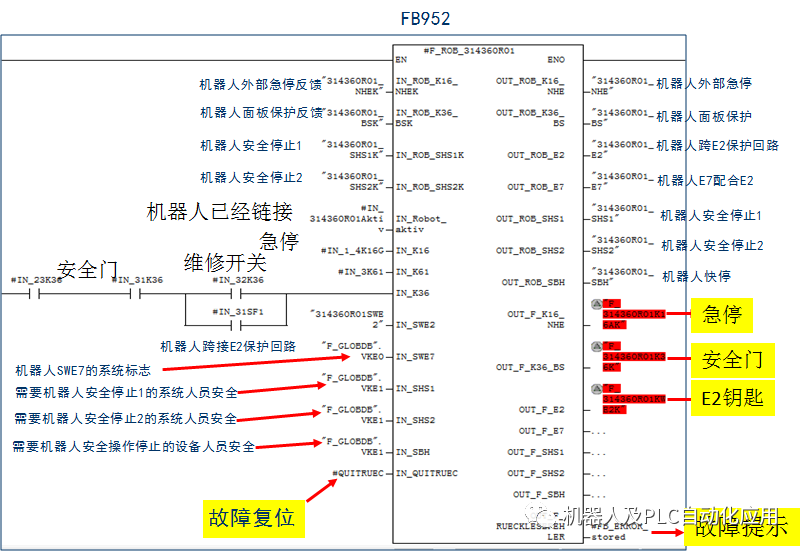
机器人安全逻辑控制块FB952
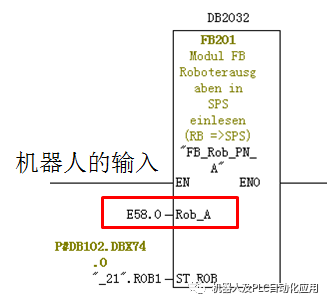
机器人非安全标准控制块:
FB 201机器人输入影像到DB块,采用该模块,可将机器人的输出数据拷贝至机器人结构。
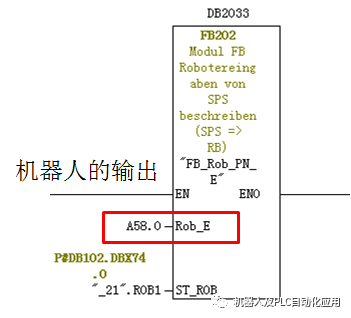
FB 202DB块输出机器人,采用该模块,可将机器人结构中的数据拷贝至机器人输入数据区。
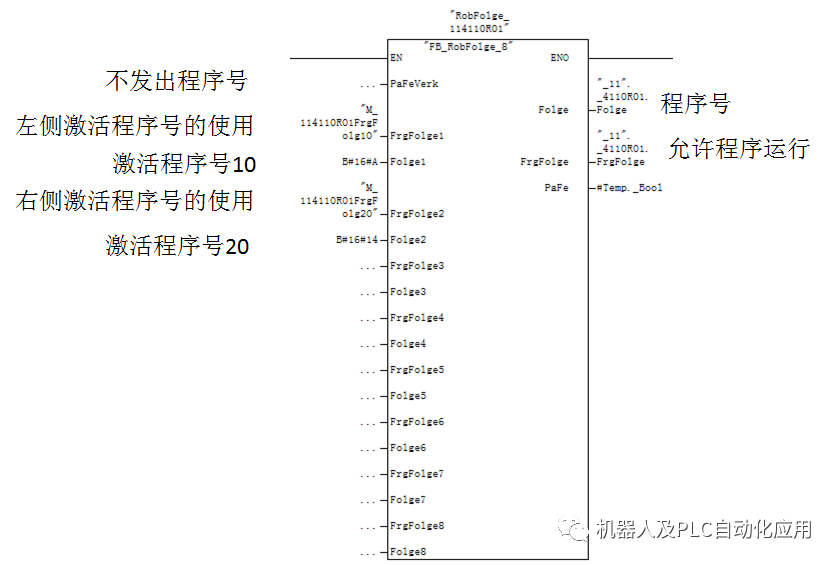
FB203 机器人程序号分配
FB200 机器人逻辑控制该块用于控制机器人的运动。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
机器人
+关注
关注
214文章
31650浏览量
224565 -
plc
+关注
关注
5052文章
14939浏览量
489423 -
焊接
+关注
关注
38文章
3601浏览量
63523
原文标题:PLC控制焊接机器人的标准块汇总
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
机器人焊接生产线上欧姆龙CPM2AH PLC通过以太网模块和触摸屏、上位机进行通讯案例
可追溯。当前机器人焊接企业普遍面临老旧设备升级难、焊接参数管控粗放、设备协同差等问题,国家高端装备制造业“十四五”规划明确要求,推动焊接机器人智能化升级,提升核心工序自动化、数字化水平

基于BL350平台的焊接机器人智能控制与质量追溯解决方案
在汽车制造、重型机械、压力容器等高端焊接领域,对焊接质量的稳定性、工艺的可重复性以及生产过程的可追溯性提出了近乎严苛的要求。然而,传统的焊接机器人系统架构,正面临着一系列影响其智能化升级与卓越品质实现的关键瓶颈。
嵌入式计算机AF208:焊接机器人高效精准作业的核心引擎
焊接机器人主要由机械臂、焊接系统、嵌入式工业计算机,变位器、机器人系统等组成,适用于高质量、高精度的工业焊接作业。然而,在复杂的产线上,传统焊接机器

自动化焊接倍福CX系列PLC和焊接机器人通过协议转换网关进行通讯去控制DeviceNet从站设备案例
、输送线等外围设备的精准同步控制。焊接核心工艺由多台高性能焊接机器人承担,这些机器人采用DeviceNet现场总线协议,用于接收焊接参数指令

管道焊接项目中汇川PLC通过EtherNet/IP转EtherCAT模块与焊接机器人进行通讯解决方案
了高性能的焊接机器人(支持EtherCAT总线)来执行精密焊接作业。然而,现场原有的部分设备(如变位机、送丝机构)仍通过EtherNet/IP总线进行控制。如何实现PLC与

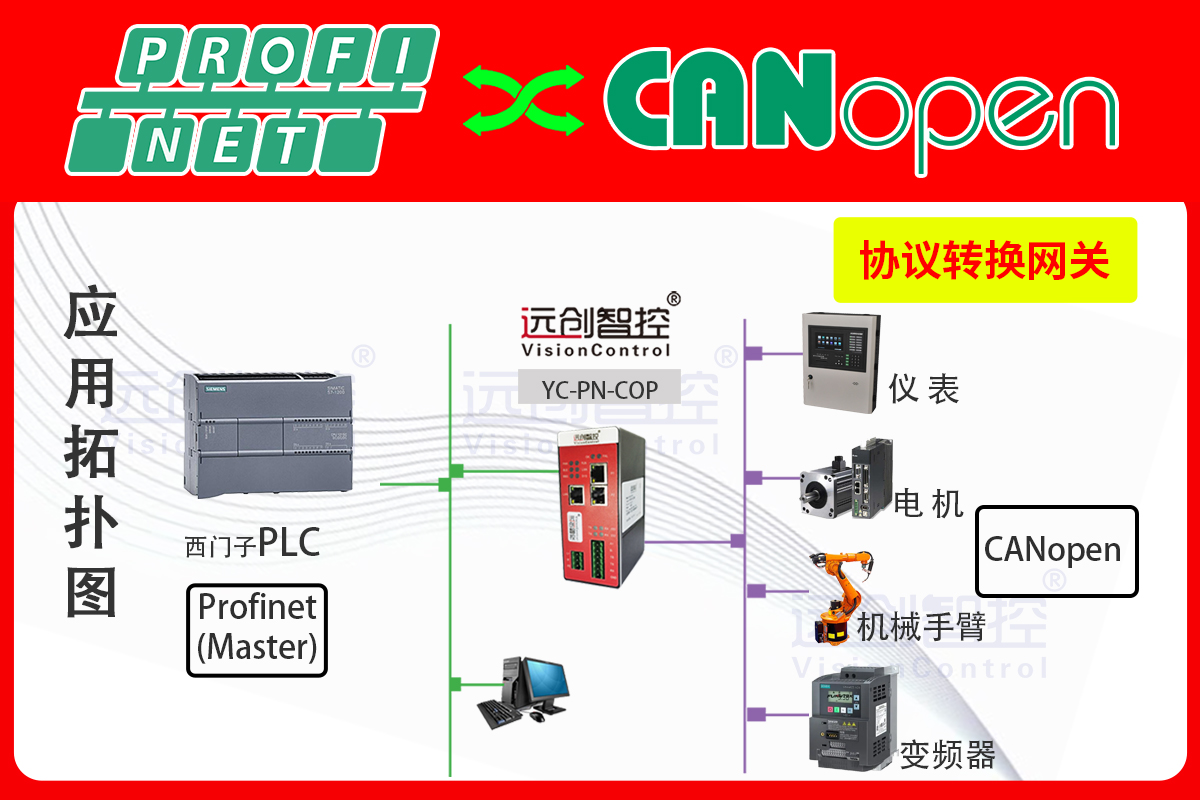
Profinet转CANopen智能网关:打通机器人焊接产线西门子PLC与伺服电机通讯壁垒
IO站、视觉系统及人机界面,构成工厂级控制主干。而产线上部署的六台焊接机器人,其内部构成复杂:每个机器人的六个关节伺服驱动器、末端执行器以及手爪IO模块,均作为 CANopen从站 ,挂接在机
工业显示器在焊接机器人中的应用
在焊接机器人领域,工业显示器通过高精度显示、环境适应性、系统集成与数据交互等核心功能,成为实现自动化焊接、提升生产效率与质量的关键组件。以下从技术实现、应用场景及实际效益三个维度展开分析:




机器人通信的贴身翻译,PROFINET转Ethercat网关的高能玩法
的重要组成部分。本文将介绍发那科焊接机器人的工作原理、特点及其在自动焊接中的应用。 发那科焊接机器人主要采用伺服电机驱动,并配备一套精确的控制系统。其




评论