 三维表面粗糙度参数Sa的前世今生
三维表面粗糙度参数Sa的前世今生

传统的粗糙度评定为二维参数评定,评定的时候在一条线上进行评定,不能够完整地反映整个表面的全部信息,越来越不能满足加工行业的发展需要。表面形貌的三维评定方法是利用区域表面获得所需要的相关信息,给出表面形成机理信息和研究表面的直观图像,三维评定从整体上对零件表面特征进行描述,具有全局性。
三维表面粗糙度参数有很多,今天介绍第一个参数Sa。
定义:
Sa为表面算术平均高度,指轮廓表面内的点与中心面距离的算术平均或几何平均值,在取样区域 D 上,被测量的轮廓面和建立的基准面之间的 z 坐标距离的算术平均,即表面粗糙度曲面方程 z 坐标绝对值的算术平均。数学表达式为

应用:
Sa常用来描述精密加工表面粗糙度,可以有效地检测整个区域的高度特征以便控制加工工艺的制定。对不同的加工工艺方法,其Sa值变化明显。

晶圆表面粗糙度评定,数据由中图仪器SuperView W1光学3D表面轮廓仪测量得出
历史:
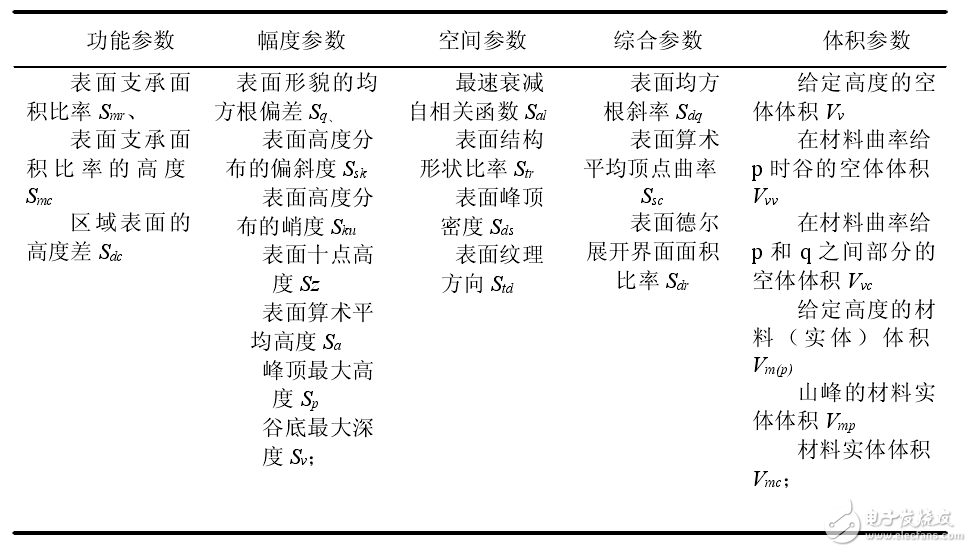
2005 年,在ISO/TC213的最新标准草案ISO/TC213N756中对表面三维表征参数进行了详细分类,主要分为功能参数、幅度参数、空间参数、综合参数、体积参数共5大类23个参数,在幅度参数中就包括Sa。
2012年4月1日,国际标准化组织正式颁布《ISO25178-2-2012 产品几何量技术规范(GPS)--表面结构:区域--第2部分:术语、定义和表面结构参数》,对Sa进行了确认。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
发布评论请先 登录
相关推荐
热点推荐
CMP抛光前后,晶圆表面粗糙度白光干涉测量方案
偏低,难以适配晶圆量产及精密制程的批量检测需求。白光干涉三维测量技术凭借非接触、纳米级分辨率、大面积快速成像的核心优势,可精准捕捉CMP抛光前后晶圆表面微观形貌起伏,实现粗糙度参数精准

表面粗糙度怎么测才准?ISO 25178标准三维面积测量标准解析
表面粗糙度测量不准,往往不是设备不够,而是方法不匹配。传统轮廓测量只看到一条线上的峰谷,容易遗漏局部缺陷和方向性纹理。ISO25178标准定义的三维面积参数体系,更能将工艺结果与性能要

半导体QFN的IC 引线框架表面处理粗糙度分析
的需求,本文以有机酸超粗化结合低电流镀银工艺为研究对象,通过光子湾科技共聚焦显微镜对铜基材及银镀层的表面粗糙度Sa值进行精准表征,分析粗化时间、电镀电流对表面
硅基光波导表面粗糙度与光损耗的关联分析
在现代光通信与光子集成领域,硅基光波导因其优异的性能已成为核心元件。然而,由侧壁粗糙度引起的光传输损耗,严重限制了其应用性能的进一步提升。因此,对光波导表面粗糙度的精确测量与分析,成为优化器件
脉冲激光加工后,表面形貌与粗糙度如何测量?
优可测白光干涉仪,精准高效测量激光加工后的表面微观形貌、粗糙度、台阶高度、体积等参数,纳米级精度把控品质,同时反向优化加工参数,提高产品良率30%。
共聚焦显微镜测量材料表面粗糙度的参数探究
随着工业制造精度持续提升,材料的表面粗糙度成为影响产品性能的关键指标。传统接触式测量易损伤材料表面且无法获取三维形貌,难以满足现代检测要求。光子湾科技的共聚焦显微镜具备非接触、高分辨与
粗糙度测量技术解析
引言:表面粗糙度是决定零部件功能表现的关键微观特性,尤其涉及滑动摩擦、密封配合等典型高要求应用行业中,其数值直接影响产品的功率损耗、疲劳寿命等性能。因此,精确量化并标识表面粗糙度,是确

NIST研究院:表面粗糙度与台阶高度校准规范
在表面形貌的精密测量中,确保不同仪器与实验室间测量结果的一致性与可信度,始终是一项关键挑战。为应对该挑战,本文档系统阐述了NIST所采用的校准流程、测量条件及完整的不确定度评估方法,为表面粗糙

台阶仪在机翼气动性能中的应用:基于NASA案例的表面粗糙度精确量化
毫米)的表面粗糙度会显著放大横流不稳定性,从而影响转捩位置与形态。然而,模型机翼的实际粗糙度状况及其对不稳定性的具体影响尚不明确。Flexfilm探针式台阶仪可以实
白光干涉仪与原子力显微镜测试粗糙度的区别解析
表面粗糙度作为衡量材料表面微观形貌的关键指标,其精准测量在精密制造、材料科学等领域具有重要意义。白光干涉仪与原子力显微镜(AFM)是两类常用的粗糙度测试工具,二者基于不同的测量原理,在
【新启航】碳化硅 TTV 厚度与表面粗糙度的协同控制方法
摘要
本文围绕碳化硅晶圆总厚度变化(TTV)厚度与表面粗糙度的协同控制问题,深入分析二者的相互关系及对器件性能的影响,从工艺优化、检测反馈等维度提出协同控制方法,旨在为提升碳化硅衬底质量、保障

【新启航】碳化硅衬底 TTV 厚度测量中表面粗糙度对结果的影响研究
摘要
本文聚焦碳化硅衬底 TTV 厚度测量过程,深入探究表面粗糙度对测量结果的影响机制,通过理论分析与实验验证,揭示表面粗糙度与测量误差的关联,为优化碳化硅衬底 TTV 测量方法、提升
增材制造工艺参数对表面粗糙度的影响及3D显微镜测量技术研究
探究工艺参数(如喷嘴直径、温度及打印方向)对表面质量的影响,本研究通过实验设计与数据分析,结合高精度测量工具——美能光子湾3D共聚焦显微镜,对制件表面形貌及粗糙度
共聚焦显微技术驱动的超疏水表面工业化制备——表面粗糙度偏度调控新策略
表面粗糙度的偏度(Rskᵐ),在工业金属箔上成功制备了高性能超疏水涂层。研究结合光子湾3D共聚焦显微镜的高精度三维形貌分析技术

粗糙度的滤波值是怎么设置的?
引言 在表面粗糙度测量中,滤波处理是分离表面轮廓中不同频率成分的关键步骤,而滤波值的设置直接影响粗糙度参数计算的准确性。合理设置滤波值,能够



评论