 激光深熔焊
激光深熔焊

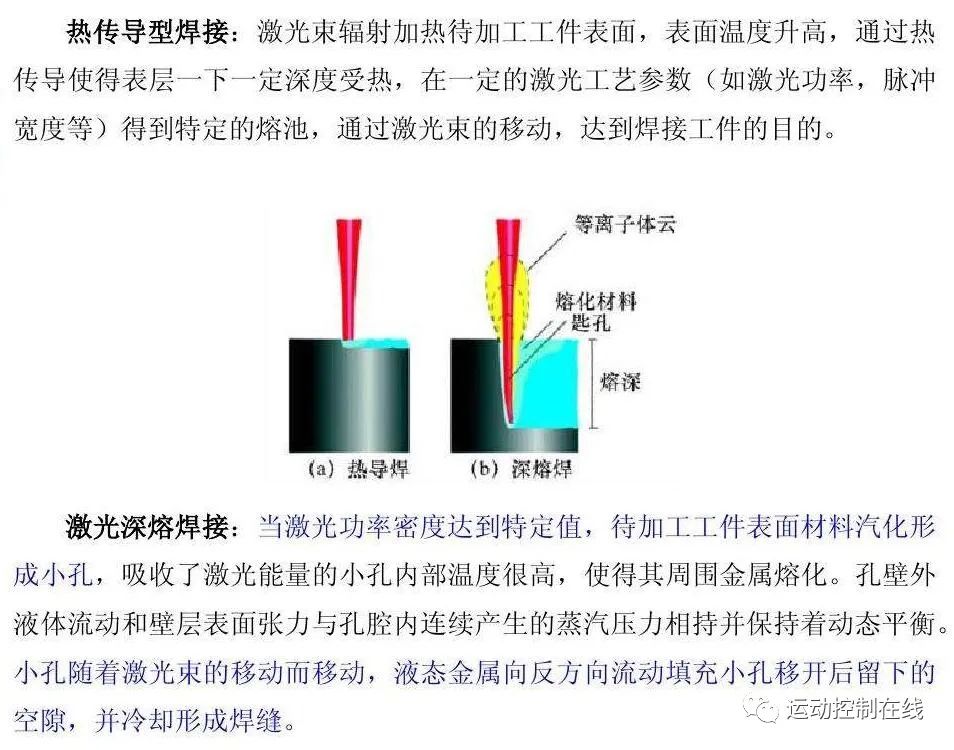
1、冶金过程及工艺理论。激光深熔焊冶金物理过程与电子束焊极为相似,即能量转换机制是通过“小孔”结构来完成的。在足够高的功率密度光束照射下,材料产生蒸发形成小孔。这个充满蒸汽的小孔犹如一个黑体,几乎全部吸收入射光线的能量,孔腔内平衡温度达25000度左右。热量从这个高温孔腔外壁传递出来,使包围着这个孔腔的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周即围着固体材料。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外材料在连续流动,随着光束移动,小孔始终处于流动的稳定态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属填充着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。
2、影响因素。对激光深熔焊产生影响的因素包括:激光功率,激光束直径,材料吸收率,焊接速度,保护气体,透镜焦长,焦点位置,激光束位置,焊接起始和终止点的激光功率渐升、渐降控制。
3、激光深熔焊的特征:特征:(1)高的深宽比。因为熔融金属围着圆柱形高温蒸汽腔体形成并延伸向工件,焊缝就变得深而窄。(2)最小热输入。因为源腔温度很高,熔化过程发生得极快,输入工件热量极低,热变形和热影响区很小。(3)高致密性。因为充满高温蒸汽的小孔有利于熔接熔池搅拌和气体逸出,导致生成无气孔熔透焊接。焊后高的冷却速度又易使焊缝组织微细化。(4)强固焊缝。(5)精确控制。(6)非接触,大气焊接过程。
4、激光深熔焊的优点:(1)由于聚焦激光束比常规方法具有高得多的功率密度,导致焊接速度快,热影响区和变形都较小,还可以焊接钛、石英等难焊材料。(2)因为光束容易传输和控制,又不需要经常更换焊炬、喷嘴,显著减少停机辅助时间,所以有荷系数和生产效率都高。(3)由于纯化作用和高的冷却速度,焊缝强,综合性能高。(4)由于平衡热输入低,加工精度高,可减少再加工费用。另外,激光焊接的动转费用也比较低,可以降低生产成本。(5)容易实现自动化,对光束强度与精细定位能进行有效的控制。
5、激光深熔焊设备:激光深熔焊通常选用连续波CO2激光器,这类激光器能维持足够高的输出功率,产生“小孔”效应,熔透整个工件截面,形成强韧的焊接接头。就激光器本身而言,它只是一个能产生可作为热源、方向性好的平行光束的装置。如果把它导向和有效处理后射向工件,其输入功率就具有强的相容性,使之能更好的适应自动化过程。为了有效实施焊接,激光器和其他一些必要的光学、机械以及控制部件一起共同组成一个大的焊接系统。这个系统包括激光器、光束传输组件、工件的装卸和移动装置,还有控制装置。这个系统可以是仅由操作者简单地手工搬运和固定工件,也可以是包括工件能自动的装、卸、固定、焊接、检验。这个系统的设计和实施的总要求是可获得满意的焊接质量和高的生产效率。
DMC640MH激光焊锡示教系统,焊接过程中,如焊接点线位时,我们可对激光器输出的激光功率进行有效的控制,根据每个焊接点的特性控制不同焊点时匹配的激光功率,从而保证激光焊接质量,避免出现PCB板烧板或虚焊现象。预送锡焊接工艺,降低上锡难度,提升上锡准确率,解决焊料多寡一致性问题。

-
激光
+关注
关注
21文章
3709浏览量
69824
发布评论请先 登录
展会邀请 | 深视智能邀您共赴VisionChina2026上海机器视觉展

展会邀请 | 深视智能邀您共赴CIEX2026天津工博会

深地钻探用钻杆深孔孔深光学3D轮廓测量-激光频率梳3D轮廓技术
燃料电池电堆极板流场深孔孔深3D轮廓测量-激光频率梳3D轮廓技术
特种爆破装置传爆深孔孔深光学3D轮廓测量-激光频率梳3D轮廓技术
“大理石深雕”进入激光时代,瑞丰恒紫外激光器再秀实力!

深视课堂丨点激光位移传感器SD33/SD22系列接线与安装教程(第一课)
新启航发布深孔测量新方案:激光频率梳突破光学限制,达 2μm精度 130mm 深度
起落架深孔型腔内轮廓的检测探究 - 激光频率梳 3D 轮廓检测
新能源电池深孔极片测量突破:新启航激光频率梳技术消除光学遮挡,达 2um 级精度
立式数控深孔钻的工艺及光学检测方法 —— 激光频率梳 3D 轮廓检测
激光焊接技术在焊接压力腔组件工艺中的应用

解析芯片的激光精密焊接,锡膏如何成为最佳搭档


基于激光频率梳原理对深孔内轮廓测量方法的探究



评论