 关于锂离子电池充电IC的路径管理和工厂模式的分析和介绍
关于锂离子电池充电IC的路径管理和工厂模式的分析和介绍

继续往期话题,当我们使用充电芯片RT9501或RT9502为锂离子电池充电以后,怎样才能让锂离子电池里的电能为应用服务呢?方法有两种:一种是将锂离子电池与充电芯片分离,让充满电的电池和系统负载单独在一起,这种方式在早期的可换电芯的手机等移动设备中被使用得非常普遍,它们的充电器是一个独立的单元,可以完整完成充电过程;一种是将充电芯片和电池完整地嵌入系统中,充电的时候看起来是对整个设备进行充电,实际的充电对象仍然是电池,现在的智能手机几乎都是这样的嵌入式设计。
将充电芯片、电池和负载整合在一起的时候,充电问题将变得复杂起来。

当只有电池作为充电IC的负载时,充电IC的输出电流全都流入了电池,它所检测到的输出电流就是充电电流。当负载和电池并联以后,充电IC的输出电流同时流入电池和负载,它无法分辨流出的电流是进入了电池还是负载,更不知晓二者之间的比例关系,一些困扰将会出现。
锂离子电池充电IC在恒压充电阶段是用充电电流下降至额定恒流充电电流的一定比例(如10%)作为终止充电的依据的,新的负载的加入相当于降低了充电电流,使得电池不能被充得足够饱。如果负载电流总是大于终止充电电流阈值,终止充电的电流阈值就永远达不到,充电过程可能一直持续下去而不会停止(除非充电IC加入了定时充电功能),电池就长期处于浮充状态,而这对电池的寿命是不利的。
在恒流充电阶段,由于负载消耗了一部分电流,实际流入电池的电流变小了,充电时间将变长。
充电过程终止以后,由于有负载随时对电池进行消耗,电池电压将快速下降,复充过程将很快出现,充电过程将频繁进行。
在产品生产过程中,人们会天然地认为外部电源插入以后系统即可工作,而在此时装入电池又是不太方便的,充电IC将进入没有电池作为负载的状态,但它并不知晓这一点,于是就以自己测量获得的状态作为自己工作的依据,系统能否进入正常的工作状态将取决于充电参数与负载之间的匹配状况,很简单的一个问题却可有非常复杂的表现,只有协调一致的情况下才能幸运地进入连续正常的工作状态。
要解决这些问题,有两种思路:一种是将充电过程和对负载的供电分开来处理,使得可在满足负载工作的前提下满足充电的需求,这种方法需要进行电源路径管理,优先满足负载需要;一种是在没有加入电源路径管理功能的情况下将问题最小化,优先满足生产过程中生产调试的需要,这导致了充电IC的工厂模式的诞生。
RT9503是立锜在锂离子电池充电领域解决路径管理问题的第一次尝试,它解决了外部电源存续期间系统的供电问题,而充电过程可以同时进行,电池仅在外部电源不存在或是不能满足系统需要时才为系统负载供电,下面是它的应用电路图:
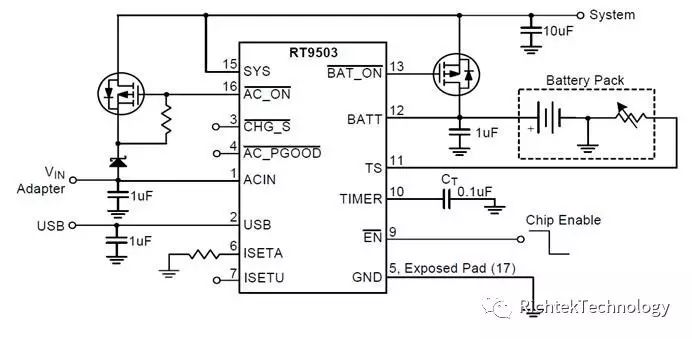
与已经介绍过的RT9502相比,RT9503主要的改变是多出了控制外部MOSFET通断的AC_ON和BAT_ON端子及检测系统供电电压的SYS端子,AC_ON会在外部电源加入时变为低电平使外部MOSFET导通,BAT_ON则在检测到SYS端电压低于BATT端电压时变低使外部MOSFET导通让电池为系统负载供电。除此以外,RT9503的功能和参数与RT9502基本是一样的,但是新增了定时电容器的连接端子,为充电安全提供了新的保障。
RT9503还有一个型号是RT9503A,它们两者的差异绝大部分人都不会发现,规格书中也看不到说明,但是如果你要问我该选哪一个,我会建议你选择RT9503A,尤其是在你做新设计的时候。
像RT9503这样将路径选择的MOSFET外挂的充电IC在立锜新的产品中已经没有再出现,也就是它们的集成度变得越来越高了,这样的好处是电路比较简单,但IC本体的发热量也会大一些,PCB设计的时候需要多注意考虑散热问题。
前文述及的充电IC的工厂模式是专门为使用锂离子电池的设备的生产调试过程而设计的,那时候的设备上还没有装入电池,但又需要持续为负载供电,就只好强迫充电IC进入可以提供较大电流的恒压输出状态,其作用与普通稳压器无异,负载利用其稳压输出即可稳定工作,解决了生产中的调试问题。
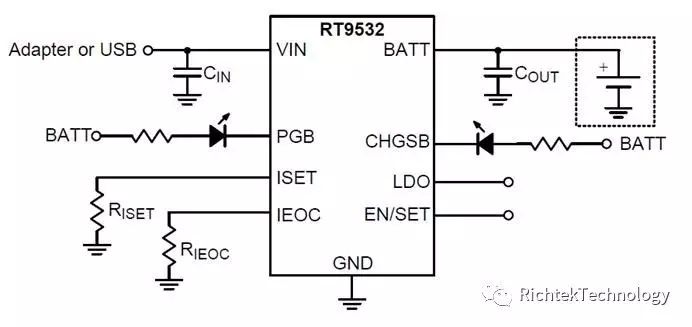
上图中的RT9532是拥有工厂模式的锂离子充电IC的例子,从中可以看出它的电路结构与RT9502很类似,但是输入端只有一个,这在仅以USB接口作为供电端的现代产品上是很合适的设计。我们从其规格书中的Features部分可以看到它支持工厂模式的描述,参数表中也有相关的参数栏目,应用说明部分还对其工作方式进行了描述。
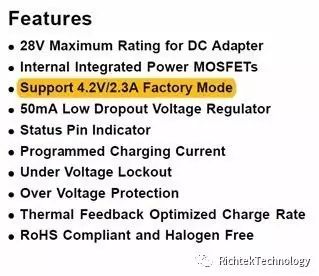
这表示它可以以4.2V的输出电压工作,最大负载电流可达2.3A,只要在电池没有接入的情况下将其调整至此模式,最大2.3A的负载就可以正常地稳定工作,不会出现反复启动等由于不匹配而带来的问题。
普通充电IC在充电状态下都会有IC温度调整的功能,但在工厂模式下这一功能无需存在,因为这时不会有电池的安全问题存在,但是IC本身的过热保护功能还是有的。
充电IC在没有电池的情况下与负载之间的不匹配问题是如何产生的呢?我本不打算细述,但是写到这里还是想做些简要的介绍,以便没有遇到过或是遇到过但是不明白其中道理的人有个思考的入口。
首先,我们不能忘了充电IC是按照三阶段充电策略进行工作的,这就决定了它将在输出端电压低于预充电阈值(大约为3V)时输出很小的电流,如果它所带的负载过大,负载消耗的电流大于它的输出电流,它的输出电压就永远无法上升到预充电阈值以上,负载就可能永远无法进入正常工作状态(我们假设它的正常工作电压是3V~4.2V)。
当负载能够容许充电IC的输出电压上升到预充电阈值以上时,充电电流将转为大电流,只要负载电流在此期间低于充电电流,充电IC的输出电压就将扶摇直上,直至4.2V,此后充电电流就会自动降低并最后终止充电过程。此后的电流消耗将使电压下降,充电IC将重新进入复充状态,如果复充电流持续低于负载电流,电压就会持续下降,直至预充阈值以下,这下电压就完全不能保持了,负载将持续处于不正常的工作状态。
如果负载电流只是短时间出现超过充电电流的状况,这个过程也会造成电压下降,但只要输出电容足够大,电压下降过程的影响就可以被降低,电压在下降以后又可以被及时拉升,正常的工作是可以保证的,关键就是输出电容要足够大。
在没有工厂模式的充电IC上要出现输出电压稳定在某个电压上是不太可能的事,其存在条件是输出电流等于负载电流,几乎没有人能做到这一点,你就千万别抱幻想了。
-
锂离子电池
+关注
关注
85文章
3529浏览量
80237 -
电流
+关注
关注
40文章
7197浏览量
140388 -
输出电压
+关注
关注
2文章
2039浏览量
40803
发布评论请先 登录
英集芯IP2302带路径管理功能单节锂电池线性充电器

锂离子电池管理:建模、状态估计与故障诊断

锂离子电池的原理与材料全解析

锂离子电池隔膜质量检测与缺陷分析

锂离子电池涂布工艺:技术要求与方法选择
锂离子电池创:性能、分类与GPE的应用前景
锂离子电池焊接工艺的分析解构
FIB-SEM技术在锂离子电池的应用
bq24081EVM 1A单芯片锂离子和锂离子充电管理IC评估模块

bq2403x(bqtiny-Ili TM)1.5 A单芯片锂离子和锂离子充电管理IC EVM





 工商网监
工商网监
评论