焊接气孔产生的原因和防范措施
气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。其气体可能是熔池从外界吸收的,也可能是焊接冶金过程中反应生成的。...
2019-10-25 37753
焊接外观缺陷种类_形成原因及预防措施
外观缺陷(表面缺陷)是指不用借助于仪器,从工件表面可以发现的缺陷。常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。单面焊的根部未焊透等。...
2019-10-25 14289
波峰焊预热系统的作用_波峰焊预热方法
助焊剂中的溶剂成份在通过预热器时,将会受热挥发。从而避免溶剂成份在经过液面时高温气化造成炸裂的现象发生,终防止产生锡粒的品质隐患。...
2019-10-01 3553
波峰焊设备的组成_波峰焊设备工艺
波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。以前的是采用锡铅合金,但是铅是重金属对人体有很大的伤害。于是现在有了无铅工艺的产生。它采用了*锡银铜合金*和特殊的助焊剂...
2019-10-01 1740
波峰焊后有锡珠的成因_波峰焊接后锡珠的防止措施
PCB下板面锡珠是在PCB离开焊料波时,由于表面张力的作用焊料初是粘附在引脚表面镀层上的,直到重力分量增加到可以克服表面张力后,焊料才会与元件引脚分离。...
2019-10-01 7041
回流焊中影响焊接质量的因素有哪些
回流焊温度曲线是指SMA通过回流炉时,SMA上某点的温度随时间变化的曲线。温度曲线提供了一种直观的方法,来分析某个元件在整个回流焊过程中的温度变化情况。这对于获得最佳的可焊性,避...
2019-10-01 4482
焊接薄板时最容易产生的变形是_薄板焊接如何防止变形
焊缝尺寸增加,变形随之增大,但是过小的焊缝尺寸将降低结构的承载能力,并使焊接接头的冷却速度加快,热影响区硬度增高,容易产生裂纹等缺陷,因此应在满足结构承载能力和保证焊接质...
2019-08-05 14922
影响薄板焊接质量的原因有哪些
与焊接电流、焊接速度、钨棒与工件位置高度及角度、工件拼缝间隙等因素有关。厚度为0.8,电流一般控制在75~110A,焊接速度一般为700~1000mm/min,钨棒针尖与工件距离为2.7~3.0mm,焊枪角度一般与...
2019-08-05 3095
薄板焊接的焊接方法_薄板焊接的焊接注意事项
基层的焊接推荐采用手工电弧焊、埋弧焊、及二氧化碳气体保护焊。复层和过度层的焊接,采用钨极氩弧焊和手工电弧焊,也可采用能确保焊接质量的其他焊接方法。...
2019-08-05 40132
电渣压力焊常见缺陷
焊包是焊接时挤出的熔化金属,它反映了钢筋熔化量大小。一般认为焊包直径为钢筋直径的1.6倍为好。但实际上焊包并不能算作钢筋的受力断面,不能认为焊包越大越好。焊包过大反映钢筋熔化...
2019-07-15 30870
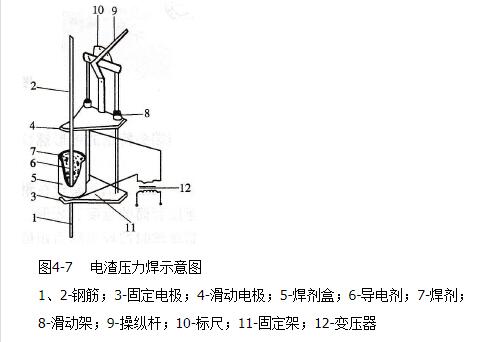
电渣压力焊的组成_电渣压力焊的工作原理
电渣压力焊:是将两钢筋安放成竖向或斜向(倾斜度在4:1的范围内)对接形式,利用焊接电流通过两钢筋间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完...
2019-07-15 10523
电渣压力焊的操作和要求
用焊机机头的下夹具夹住固定的下钢筋,下钢筋端头伸在焊剂筒中偏下位置;对于齿轮式机头则将上夹具摇到距上止点15mm处,把待焊钢筋夹在上夹具上;对于杠杆式机头则是将杠杆置于水平位...
2019-07-15 10304
电渣压力焊的工艺程序
直接引弧法是在通电后迅速将上钢筋提起,使两端头之间的距离为2—4mm引弧。这种过程很短。当钢筋端头夹杂不导电物质或端头过于平滑造成引弧困难时,可以多次把上钢筋移下与下钢筋短接...
2019-07-15 6110
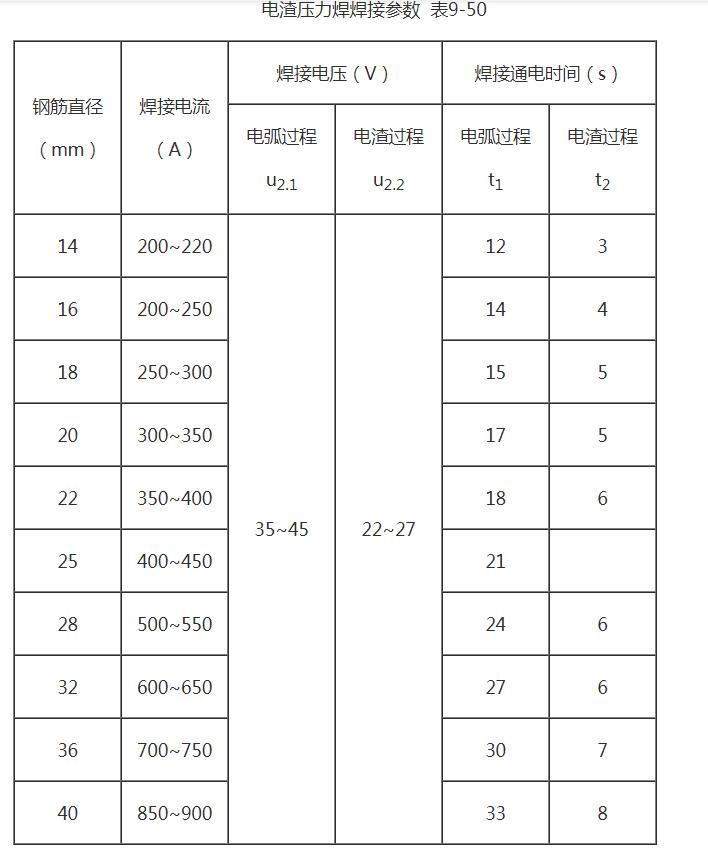
电渣压力焊焊接设备_电渣压力焊焊接参数
电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋的直径选定。由于电渣压力焊机的生产厂家很多,产品设计各有不相同,所以配用焊接电源的型号也同,常用的多为弧焊电源(...
2019-07-15 10780
焊锡丝的使用方法
烙铁头的温度管理非常重要,有温度调节的电烙铁,根据了解使用的焊锡线或焊锡丝,选择最合适的烙铁头温度设定非常重要。工作以前,用烙铁头测温计先测定烙铁头的温度很重要。...
2019-07-11 11500
焊锡丝的熔点是多少度
焊锡丝的熔点是183度。当锡的含量高于63%,溶化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接...
2019-07-11 191617
焊锡丝的用途
焊锡丝是一种熔点比被焊金属熔点低的易熔金属。焊料熔化时在被金属不熔化的条件下能润浸被焊金属表面,,并在接触面处形成合金层而被焊金属连接到一起。在一般电子产品装配中,主要运...
2019-07-11 16075
焊锡丝的种类与作用
手工电子原器件焊接使用的焊锡丝,是由锡合金和助剂两部分组成,在电子焊接时,焊锡丝与电烙铁配合,优质的电烙铁提供稳定持续的熔化热量,焊锡丝以作为填充物的金属加到电子原器件的...
2019-07-11 11630
焊锡丝如何选择
目测检查,好的锡丝应光滑,有光泽,无氧化,发黑现象!(高品质的焊锡丝都有一层膜保护,以避免氧化)焊锡丝的质量一般是颜色发亮的较好,暗的焊锡丝则含铅量较高,并且相对不太容易...
2019-07-11 28116
焊锡丝有铅好还是无铅好
焊锡丝,中文名称:焊锡丝、焊锡线、锡线、锡丝,英文名称:solderwire,焊锡丝是由锡合金和助剂两部分组成,合金成份分为锡铅、无铅助剂均匀灌注到锡合金中间部位。...
2019-07-11 142303
高频焊接的基本原理
高频焊接,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。高频焊接技术的出现和成熟,它是直缝焊管(ERW)生产的关键工序。高频焊接质量...
2019-07-08 17645

气保焊电流电压怎么调
电流是控制焊缝熔深的(电流也可以理解为送丝速度,电流越大,在电压不变的情况下,单位时间内送出的焊丝越多,前提是电压足以让焊丝熔化),电压是控制熔宽的。...
2019-07-05 43394
二保焊焊接工艺参数
短路过渡时的工艺参数短路过渡焊接采用细丝焊,常用焊丝直径为Φ0.6~1.2,随着焊丝直径增大,飞溅颗粒都相应增大。短路过渡焊接时,主要的焊接工艺参数有电弧电压、焊接电流、焊接速度...
2019-07-05 30836
二保焊机的起弧收弧
二保焊机是简称,全称为二氧化碳保护焊接机。小功率二保焊机输入电压一般为 220V交流电,大功率用380V交流电源。输出电压一般12--36V。 主要用于低碳钢、低合金高强度钢,焊接生产率高,可...
2019-07-05 23007















编辑推荐厂商产品技术软件/工具OS/语言教程专题
| 电机控制 | DSP | 氮化镓 | 功率放大器 | ChatGPT | 自动驾驶 | TI | 瑞萨电子 |
| BLDC | PLC | 碳化硅 | 二极管 | OpenAI | 元宇宙 | 安森美 | ADI |
| 无刷电机 | FOC | IGBT | 逆变器 | 文心一言 | 5G | 英飞凌 | 罗姆 |
| 直流电机 | PID | MOSFET | 传感器 | 人工智能 | 物联网 | NXP | 赛灵思 |
| 步进电机 | SPWM | 充电桩 | IPM | 机器视觉 | 无人机 | 三菱电机 | ST |
| 伺服电机 | SVPWM | 光伏发电 | UPS | AR | 智能电网 | 国民技术 | Microchip |
| 开关电源 | 步进电机 | 无线充电 | LabVIEW | EMC | PLC | OLED | 单片机 |
| 5G | m2m | DSP | MCU | ASIC | CPU | ROM | DRAM |
| NB-IoT | LoRa | Zigbee | NFC | 蓝牙 | RFID | Wi-Fi | SIGFOX |
| Type-C | USB | 以太网 | 仿真器 | RISC | RAM | 寄存器 | GPU |
| 语音识别 | 万用表 | CPLD | 耦合 | 电路仿真 | 电容滤波 | 保护电路 | 看门狗 |
| CAN | CSI | DSI | DVI | Ethernet | HDMI | I2C | RS-485 |
| SDI | nas | DMA | HomeKit | 阈值电压 | UART | 机器学习 | TensorFlow |
| Arduino | BeagleBone | 树莓派 | STM32 | MSP430 | EFM32 | ARM mbed | EDA |
| 示波器 | LPC | imx8 | PSoC | Altium Designer | Allegro | Mentor | Pads |
| OrCAD | Cadence | AutoCAD | 华秋DFM | Keil | MATLAB | MPLAB | Quartus |
| C++ | Java | Python | JavaScript | node.js | RISC-V | verilog | Tensorflow |
| Android | iOS | linux | RTOS | FreeRTOS | LiteOS | RT-THread | uCOS |
| DuerOS | Brillo | Windows11 | HarmonyOS |


