 手弧焊运条方法视频
手弧焊运条方法视频

手弧焊运条方法视频
手弧焊是用手工操作的焊接方法,因此焊缝的质量在很大程度上决定于焊工的操作技术。手弧焊时焊条要做三个方向的运动:朝熔池方向逐渐送进;沿焊接方向逐渐移动:必要时作有规则的横向摆动。
1)焊条朝熔池方向逐渐送进,这是为了以维持所要求的电弧长度。因此,焊条的送进速度应等于焊条的熔化速度,如果送进速度比熔化速度慢,则电弧被逐渐拉长,严重时形成断弧现象;反之,如果焊条送进速度太快,则弧长迅速缩短,最后导致焊条弓弩手焊件接触短路,电弧熄灭。
2)焊条沿焊接方向的移动速度,即手弧焊的焊接速度。太快时,电弧来不及熔化中够的焊条和母材,造成焊缝断面太小以及容易形成末焊透等缺陷;太慢时,熔化金属堆积过多,加大了焊缝断面,并且使焊件加热温度过高,薄件则容易烧穿。
3)焊条作横向摆动是为了获得一定宽度的焊缝,特别是当焊件开坡口时,由于焊口较宽,常采用摆动焊条使两侧金属能够焊透。
手弧焊常用的运条方法示意图
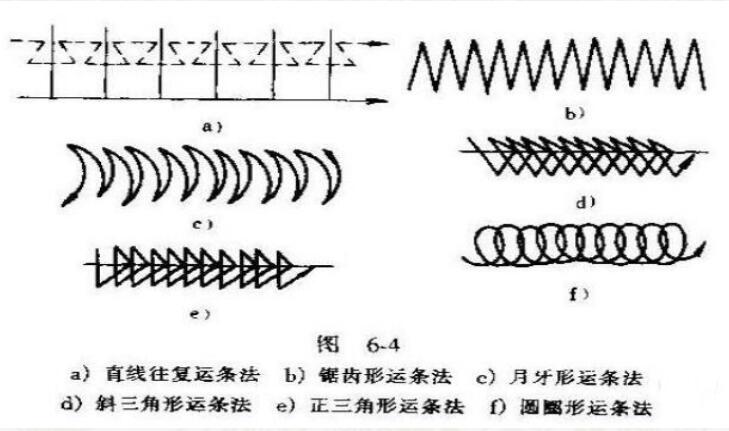
1、直线形运条法 焊接时焊条不作横向摆动,沿焊接方向作直线形运动,常用于开I形坡口的对接平焊、多层焊的第一层焊道或多层多道焊。
2、直线往复运条法 焊接时焊条末端沿焊缝的纵向作来回直线形摆动,特点是焊接速度快、焊缝窄、散热快,适于薄板和接头间隙较大的多层焊的第一层焊道。
3、锯齿形运条法 焊接时焊条末端作锯齿形连续摆动及向前移动,并在两边稍停片刻,摆动焊条是为了控制熔化金属的流动和得到必要的焊缝宽度,特点是操作容易掌握,各种焊接位置基本上均可采用。
4、月牙形运条法 焊接时焊条末端沿着焊接方向作月牙形的左、右摆动,特点是金属熔化良好,有较长的保温时间,气体容易析出,熔渣易上浮,焊缝质量较高。
5、三角形运条法 焊接时焊条末端分别作连续的斜三角形或正三角形运动,并向前移动。斜三角形运条法适于焊接平、仰位置的T形接头焊缝和有坡口的横焊缝,特点是能够借焊条的摆动不定来控制熔化金属,焊缝成形良好。正三角形运条法只适于开坡口的对接接头和T形接头焊缝的立焊,特点是一次就能焊出较厚的焊缝断面,焊缝不明产生夹潭,生产效率较高。
6、圆圈形运条法 焊接时焊条末端作圆圈形运动,并不断地前移。特点是熔池存在时间长,熔池金属温度高,气体和熔渣容易上浮,适用于焊接较厚焊件的平焊缝。
-
焊接
+关注
关注
38文章
3588浏览量
63434 -
弧焊
+关注
关注
2文章
39浏览量
16120
发布评论请先 登录
Dante数字化会议系统、分布式视频系统、“AI”人工智能在会议运维中的应用
解析ADA4853-2低功耗视频运放:特性、应用与设计要点
高速低噪声视频运放AD829:性能与应用全面解析
激光焊接机在焊接真空灭弧室工艺中的应用

视频光端机的使用方法
蓄电池运维的常见误区及解决方法
SMT贴片加工“隐形杀手”虚焊假焊:如何用9招斩断质量隐患?
免焊BNC接头接法:零基础快速安装指南与信号稳定技巧

如何从PCB焊盘移除阻焊层和锡膏层

逆变器拉弧检测重要性:守护光伏安全的“隐形防线”
多温区可变建模的SMT回流焊温度曲线智能仿真方法研究

激光焊锡中虚焊产生的原因和解决方法
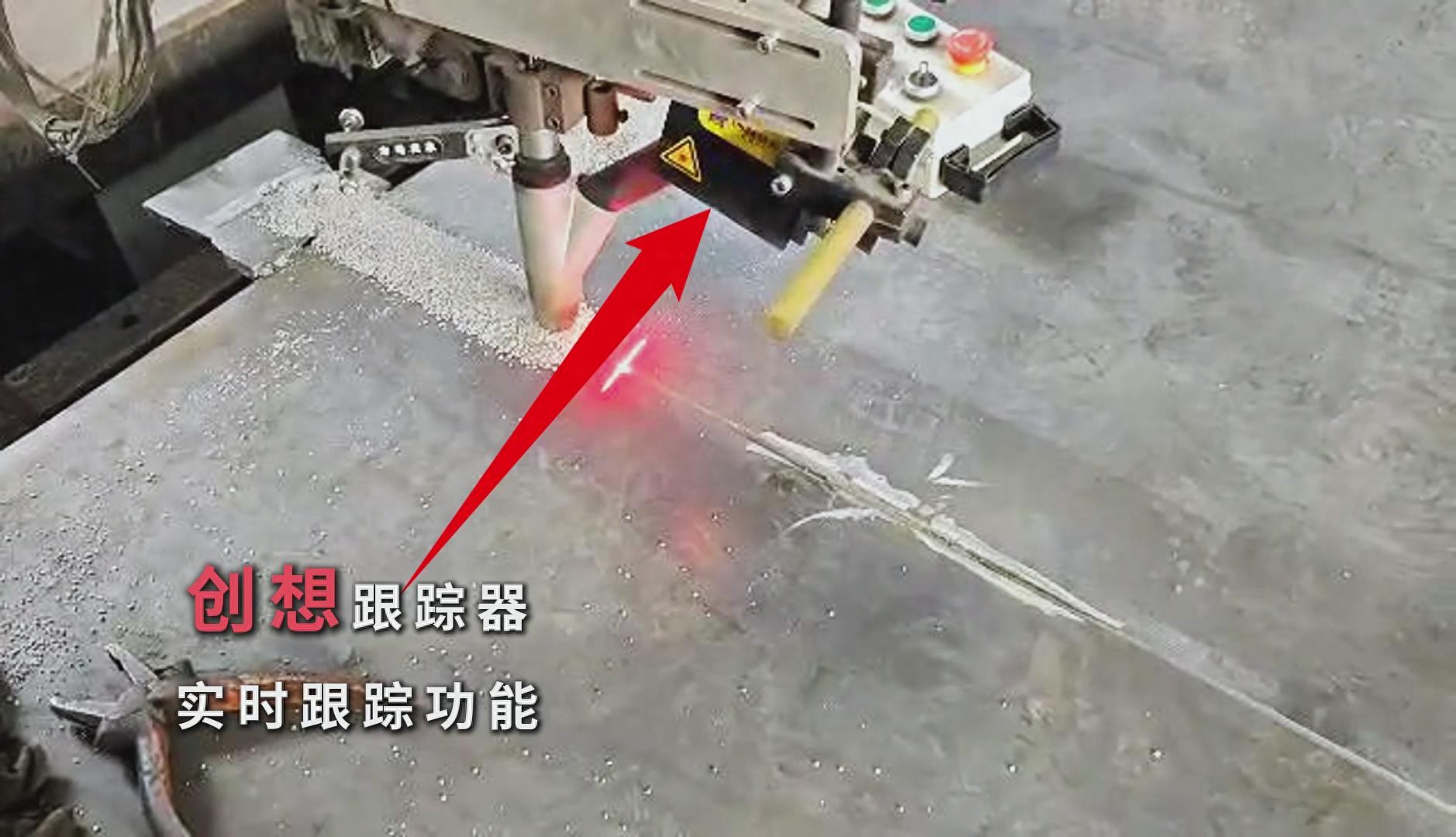
创想智控激光焊缝跟踪系统助力管道行业专机埋弧焊智能化升级
波峰焊设备的维护和保养方法
阿普奇「云控手」上线!低成本破解工业运维难题,远程管控一键搞定



评论