 新能源汽车电池电芯堆叠场景实现S7-1200 Modbus TCP与 EtherCAT协议互联案例
新能源汽车电池电芯堆叠场景实现S7-1200 Modbus TCP与 EtherCAT协议互联案例


一、项目背景与行业前景
新能源汽车产业作为国家战略性新兴产业,近年来呈现爆发式增长,其中电池PACK生产是新能源汽车制造的核心环节,对电芯定位精度、装配一致性要求极高,是工业自动化领域极具潜力的高增长赛道。在电池PACK生产线的电芯堆叠工序中,需通过西门子S7-1200 PLC(搭载 Modbus TCP协议)控制机械臂精准抓取电芯,同时依赖欧姆龙E6B2-C编码器(搭载EtherCAT协议)实时反馈机械臂位移数据,确保电芯堆叠偏差控制在±0.05mm以内。
然而,西门子S7-1200与欧姆龙编码器因总线协议差异无法直接通信,形成“信息孤岛”,严重制约生产精度与效率。塔讯TX181-RE-RE-TCP/ECM协议转换网关凭借“EtherCAT主站+Modbus TCP从站”的双模架构,可打通两种设备的通信链路,成为解决这一问题的核心物联网网关,助力新能源汽车电池生产向更高精度、更优效率升级。

二、项目痛点
协议不兼容导致定位精度不足:西门子S7-1200需通过编码器数据实时修正机械臂位置,但Modbus TCP与EtherCAT协议无法直接交互,导致机械臂位移反馈延迟超50ms,电芯堆叠精度波动达±0.2mm,远超行业±0.05mm的标准,不合格品率高达3.5%。
数据采集断层影响质量追溯:电池PACK生产需记录每颗电芯的堆叠位置数据,因缺乏兼容的工业网关,欧姆龙编码器的位移数据无法实时上传至西门子S7-1200,只能依赖人工抽查记录,数据完整性不足80%,不符合新能源汽车零部件溯源要求。
系统改造成本高企:若更换同协议设备,需淘汰现有20台欧姆龙E6B2-C编码器(单台成本超3000元),同时重新编写PLC控制程序,总改造费用超10万元,且需停产7天以上,严重影响生产线产能。
三、塔讯TX181-RE-RE-TCP/ECM网关功能简介
塔讯TX181-RE-RE-TCP/ECM网关是专为异构设备互联设计的智能网关,核心功能适配新能源汽车电池生产场景需求:
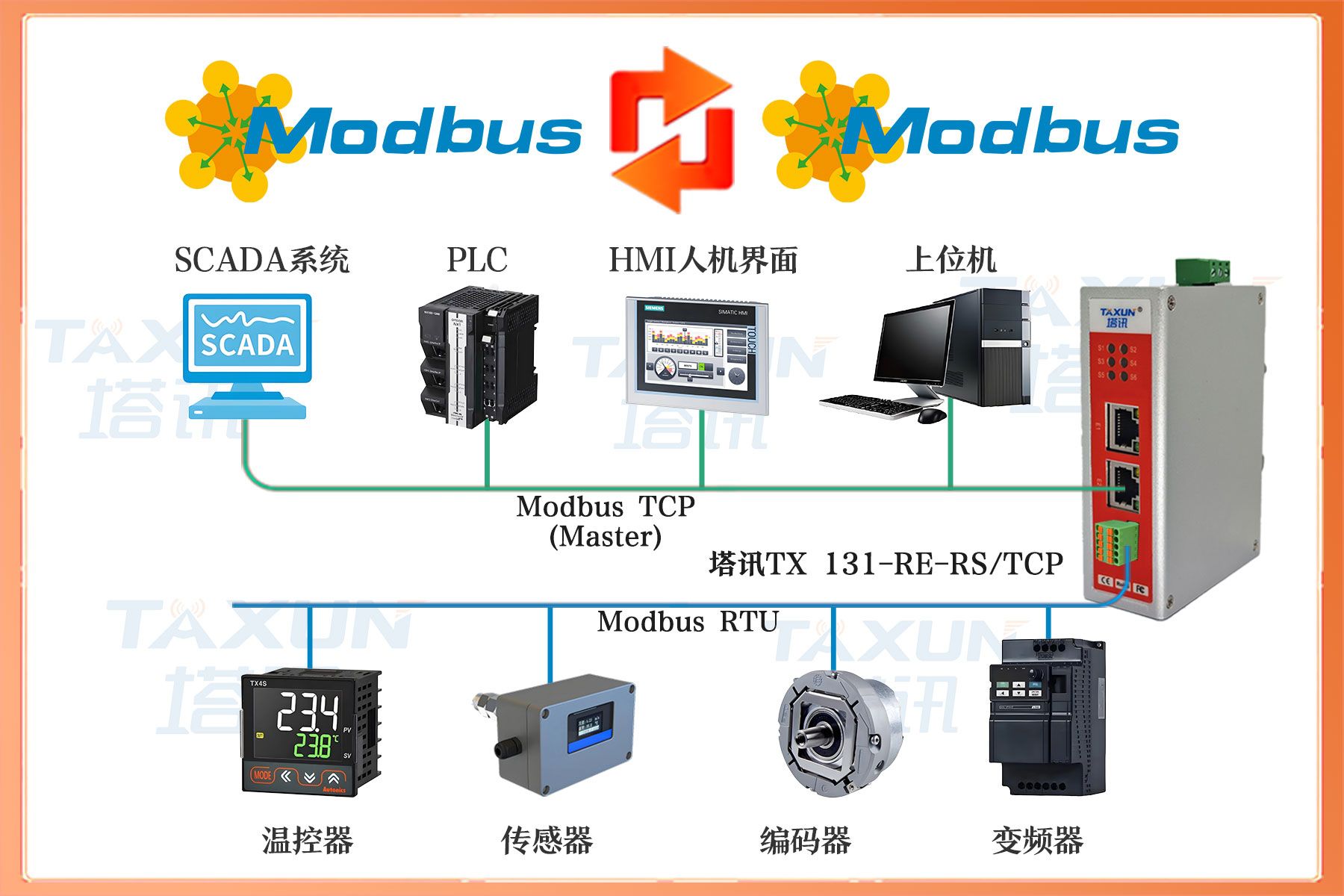
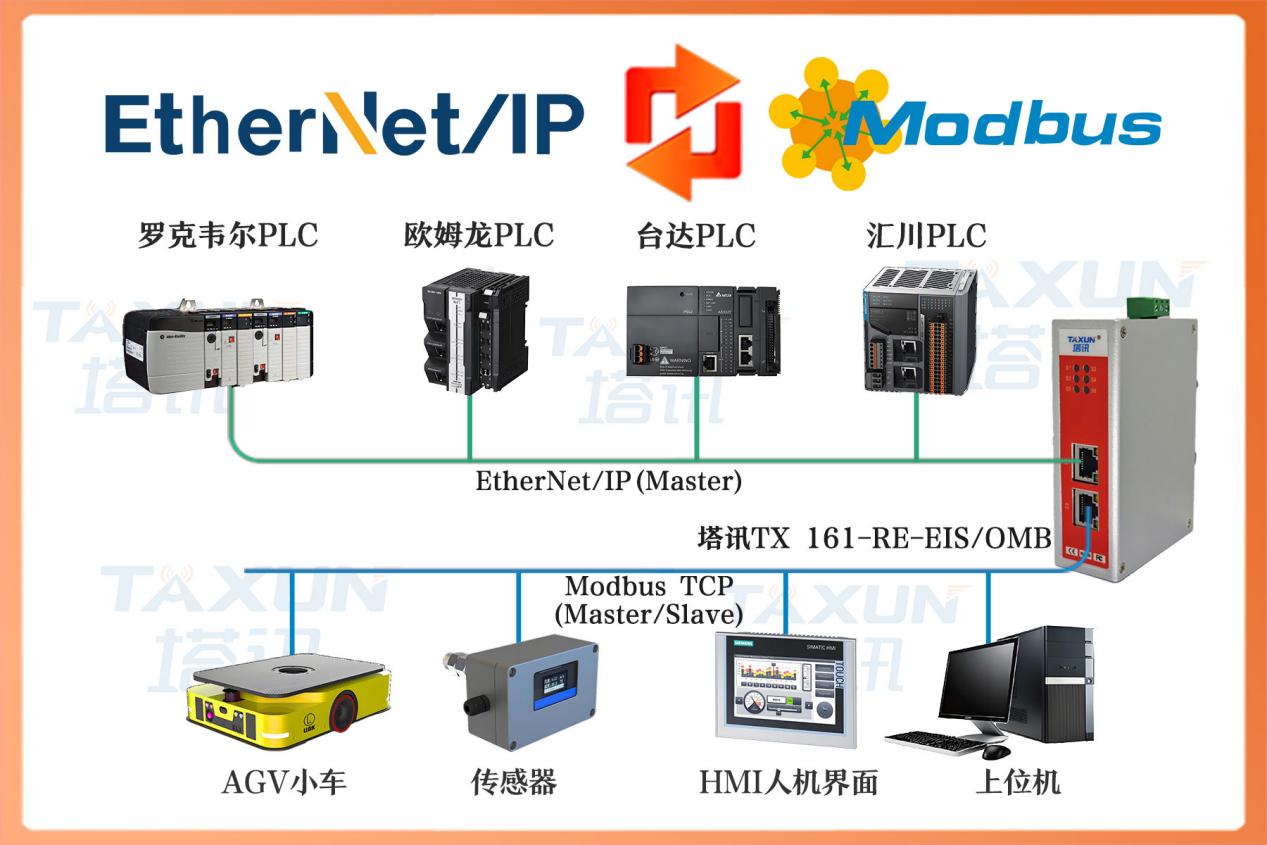
双模协议转换:支持在EtherCAT侧作为主站、Modbus TCP侧作为从站,可实现西门子S7-1200(Modbus TCP主站)与欧姆龙编码器(EtherCAT从站)的双向数据交互,协议转换延迟<3ms,满足高精度定位对实时性的严苛要求。
高精度数据采集:作为专业数据采集器,网关支持128字节高速I/O数据传输,可实时采集欧姆龙编码器的位移、转速、脉冲数等参数,数据传输准确率达 99.999%,为机械臂位置修正提供精准数据支撑。
工业级环境适配:具备-45~85℃宽温工作范围,符合EN 55022 Class A抗电磁干扰标准,能适应电池生产车间多机械臂、高电磁辐射的复杂环境,同时支持故障自诊断,可实时监测通信链路状态,异常时触发LED报警与远程通知。
灵活配置与兼容:通过Web界面即可完成Modbus TCP从站参数(如IP地址、寄存器映射)与EtherCAT主站参数(从站设备ID、数据交互周期)配置,兼容西门子S7-1200全系列PLC与欧姆龙E6B2-C全型号编码器,无需修改原有控制程序,降低集成难度。

四、系统结构拓扑图

五、解决方案与实施过程
(一)解决方案设计
以塔讯TX181-RE-RE-TCP/ECM网关为核心,构建“西门子S7-1200-网关-欧姆龙编码器”的三层通信架构:
数据交互层:网关在Modbus TCP侧作为从站,接收西门子S7-1200下发的编码器数据采集指令,同时将采集到的位移数据回传至 PLC;在EtherCAT侧作为主站,周期性读取欧姆龙编码器的实时位移参数,确保数据更新周期与机械臂控制周期(10ms)同步。
控制层:西门子S7-1200根据网关回传的编码器数据,实时修正机械臂运动轨迹,避免因机械误差导致的电芯堆叠偏差;同时将位移数据与电芯编号绑定,通过网关上传至生产监控系统。
追溯层:生产监控系统将数据存储至电池PACK溯源数据库,实现每颗电芯堆叠位置的全生命周期追溯,满足新能源汽车行业合规要求。

(二)实施过程
1.前期准备(1天):确认西门子S7-1200的IP地址(192.168.0.10)、Modbus TCP寄存器地址,以及欧姆龙编码器的EtherCAT从站ID(1#、2#),通过网关Web界面配置Modbus TCP从站参数(IP:192.168.0.20)与EtherCAT主站数据交互周期(10ms)。
2.硬件部署(2天):将网关安装在生产线控制柜内,通过工业以太网电缆连接西门子S7-1200的Profinet端口(转Modbus TCP)与欧姆龙编码器的EtherCAT端口,检查接线极性与接地情况,避免信号干扰。
3.调试与测试(3天):
数据采集测试:手动移动机械臂,监测网关上传的编码器位移数据与实际位移的偏差,确保误差<0.01mm,调整数据滤波参数优化精度。
控制联动测试:通过西门子S7-1200下发机械臂运动指令,观察PLC是否根据编码器反馈数据实时修正轨迹,验证协议转换与控制逻辑的兼容性。
故障模拟测试:模拟编码器断电、通信链路断开等故障,确认网关故障自诊断功能是否正常触发报警,以及是否支持自动恢复通信。
4.试运行与验收(7天):生产线试运行期间,持续监测电芯堆叠精度、数据上传完整性,记录不合格品率变化,最终通过企业验收,正式投入量产。
六、应用效果与前后对比
(一)实施后应用效果
生产精度大幅提升:通过网关实现西门子S7-1200与欧姆龙编码器的实时通信,机械臂位移反馈延迟缩短至2ms,电芯堆叠精度稳定在 ±0.03mm,远优于行业标准,不合格品率从3.5%降至0.3%,每月减少废品损失超8万元。
数据追溯全面达标:网关作为数据采集器,将每颗电芯的堆叠位置数据(精度±0.01mm)实时上传至溯源数据库,数据完整性达 100%,完全满足新能源汽车零部件溯源要求,人工数据记录工作量减少90%。
运维成本显著降低:网关故障自诊断功能可提前预警编码器通信异常,运维响应时间从4小时缩短至30分钟,设备停机时间减少70%,每年节省运维成本约15万元;同时避免设备更换,直接节约改造费用10万元以上。
(二)实施前后效果对比表
| 指标 | 实施前 | 实施后 | 提升幅度 |
| 电芯堆叠精度 | ±0.2mm | ±0.03mm | 85% |
| 不合格品率 | 3.5% | 0.3% | 91.4% |
| 位移数据反馈延迟 | >50ms | <2ms | 96% |
| 运维响应时间 | 4小时 | 30分钟 | 87.5% |
| 数据完整性 | <80% | 100% | 25个百分点 |
| 年综合成本 | 45万元 | 20万元 | 55.6% |
七、总结
在新能源汽车这一高速发展的主流行业中,塔讯TX181-RE-RE-TCP/ECM网关通过解决西门子S7-1200与欧姆龙编码器的总线协议兼容问题,充分展现了工业网关在打破“信息孤岛”、赋能工业自动化中的核心价值。其不仅实现了高精度数据交互与实时控制,还为电池PACK生产提供了合规的追溯能力,助力企业提升产品质量与市场竞争力。
从行业趋势来看,随着新能源汽车、半导体、生物医药等高精度制造领域的快速发展,对异构设备互联的需求将持续增长,物联网网关作为连接底层设备与上层系统的关键枢纽,市场空间广阔。塔讯网关凭借工业级稳定性、灵活的协议兼容性与高效的数据处理能力,将持续为各行业自动化升级提供坚实支撑,推动工业领域向更智能、更精准、更高效的方向迈进,为我国制造业高质量发展注入强劲动力。
《具体内容配置过程及其他相关咨询请与王工留言交流》
审核编辑 黄宇
-
新能源汽车
+关注
关注
141文章
11520浏览量
105607 -
MODBUS
+关注
关注
28文章
2565浏览量
84045 -
电池
+关注
关注
85文章
11678浏览量
145065
发布评论请先 登录
新能源电池PACK车间:三菱Q系列与西门子S7-1200的CC-Link/Modbus TCP通讯应用

西门子S7-300 PLC通过以太网转换器与S7-1200互联实现产线集中监控应用案例
无需更换PLC!让西门子S7-1200轻松驱动汇川EtherCAT伺服

使用PLCSIM Advanced V8仿真测试S7-1200 G2的Modbus TCP通信

EtherNet/IP转MODBUS TCP 总线协议转换赋能西门子PLC采集变频器数据

光伏逆变器上料-测试协同依托数据采集的Modbus TCP 转 Modbus RTU协议应用案例
Profinet转TCP/IP工业智能网关破解S7-1200与TCP/IP摄像头视觉通讯壁垒的方案

EtherNet/IP转Modbus TCP:电机控制器产线罗克韦尔PLC与西门子S7-1200的转换
西门子S7-1200 MODBUS RTU通讯温度控制器和变频器教程

天拓四方分享:什么事S7-1200 G2++?
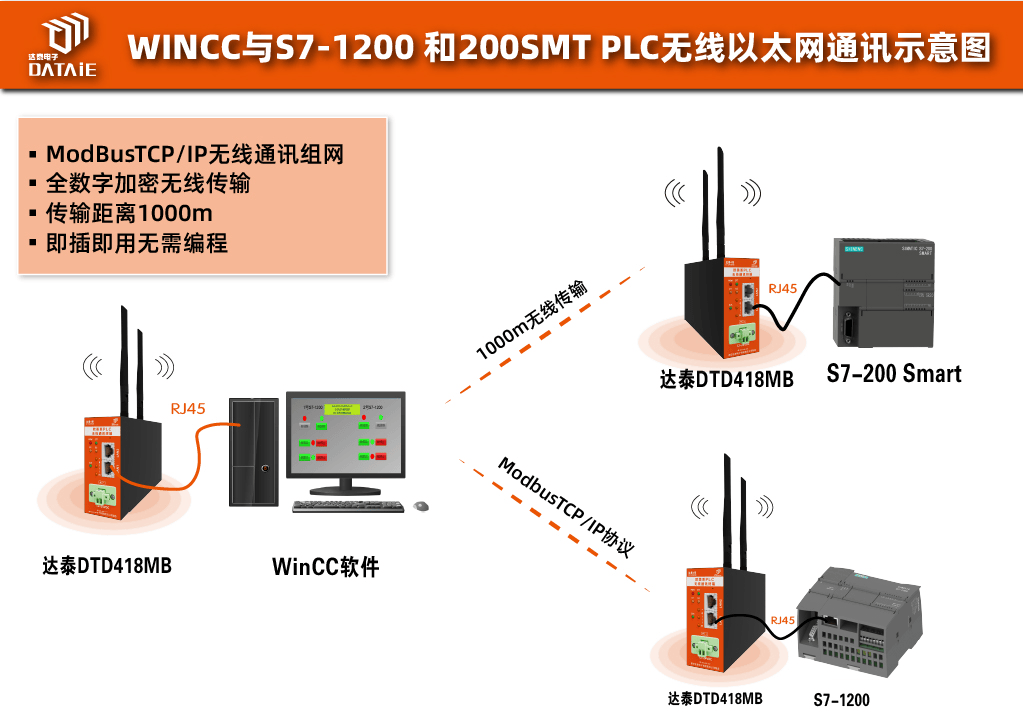
基于Modbus TCP的WinCC监控S7-1200/200SMT应用实例
请问西门子S7-1200 如何实现Modbus TCP 通讯?
CC\\-Link IE转Modbus TCP:风电设备通信的“双语模式”
西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
S7-200Smart与S7-1200通过Modbus协议对接到上位机



评论