 动力电池组半自动生产线的实践与优化路径
动力电池组半自动生产线的实践与优化路径

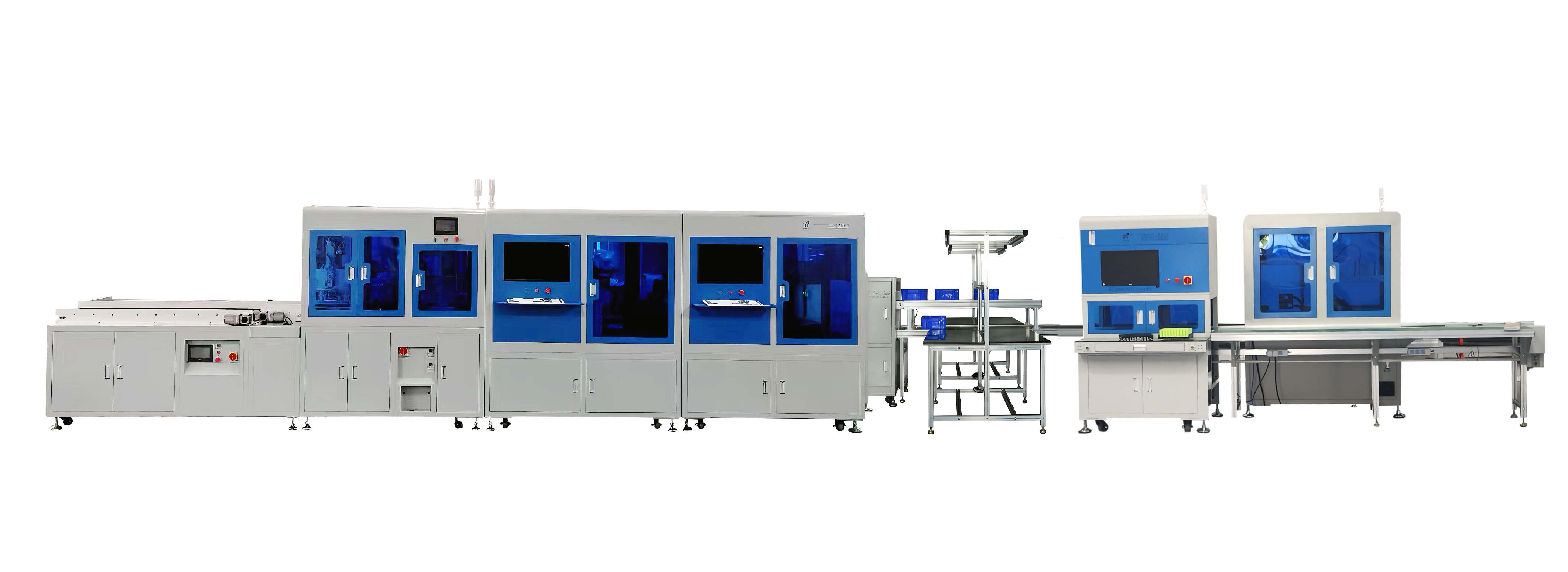
动力电池组作为新能源汽车的核心部件,其生产效率与质量稳定性直接影响终端产品的市场竞争力。在自动化技术尚未完全渗透的现阶段,半自动生产线凭借其灵活性与成本优势,成为多数企业平衡效率与投入的关键选择。本文从工艺流程、设备协同、质量控制三个维度,探讨动力电池组半自动生产线的实践逻辑与优化方向。
一、工艺流程的模块化设计
半自动生产线的核心在于将复杂工序拆解为可独立控制的模块,通过人工与机械的协同完成生产目标。以电芯分选、模组组装、电池包集成三大环节为例:电芯分选阶段需通过分容设备对电池容量、内阻等参数进行初步筛选,人工则负责将异常电芯剔除并分类存放;模组组装环节中,机械臂完成电芯堆叠与焊接,人工补充进行极耳整形与绝缘件安装;电池包集成阶段,自动化设备负责壳体组装与高压连接,人工则进行气密性检测与最终调试。这种模块化设计既保留了自动化设备的高精度优势,又通过人工干预弥补了机械系统在复杂场景下的适应性不足。
二、设备协同的节奏控制
半自动生产线的效率瓶颈往往源于人机协作的节奏错配。例如,在模组焊接工序中,机械臂完成单次焊接需固定时间,而人工上料速度可能因操作熟练度差异产生波动。为解决这一问题,企业通常采用"缓冲工位+信号联动"机制:在关键工序间设置临时存储区,当上游工序速度较快时,产品暂存于缓冲工位;当下游工序空闲时,通过灯光或声音信号提示人工转移物料。此外,部分企业通过优化工装设计减少人工操作时间,如采用快速定位夹具替代传统螺栓固定,使单模组组装时间缩短。这种动态平衡机制使生产线既能保持自动化设备的连续运转,又避免人工操作导致的流程中断。
三、质量控制的双重保障体系
半自动生产线的质量控制需构建"设备预防+人工复核"的双重机制。在设备层面,通过安装传感器实时监测关键参数,如焊接温度、压力值等,当数据超出预设范围时自动停机并报警;在人工层面,制定标准化作业流程(SOP),要求操作员在每个工序完成后进行指定项目的检查,如焊接点外观、绝缘片位置等。某企业实践显示,这种双重机制使产品不良率降低,其中设备预防拦截占比高,人工复核发现的问题多集中于外观缺陷等主观判断领域。值得注意的是,质量保障体系的有效性依赖于员工培训,需定期组织技能考核与案例分析,确保操作员对异常特征的识别能力与设备监测标准同步更新。
四、优化方向的持续探索
当前半自动生产线的改进空间主要集中在三个方面:一是通过工装升级减少人工干预深度,如采用磁吸式定位替代机械卡扣,降低操作复杂度;二是优化设备布局缩短物料搬运距离,将线性排列改为U型或环形布局,减少在制品堆积;三是建立数字化看板系统,实时显示各工位产能、不良率等数据,为管理决策提供依据。这些改进无需大规模技术改造,但需结合企业实际生产场景进行针对性设计。
动力电池组半自动生产线是现阶段产业发展的务实选择,其价值不在于追求绝对自动化,而在于通过人机协同实现效率与成本的平衡。随着工艺标准的成熟与设备精度的提升,半自动生产线将逐步向"柔性自动化"演进,为行业提供更具弹性的制造解决方案。
审核编辑 黄宇
-
动力电池组
+关注
关注
1文章
25浏览量
8047
发布评论请先 登录
动力电池组半自动生产线的工艺革新与效率提升
实现从电芯到成组高精度生产的比斯特2113B半自动生产线
比斯特电池组半自动生产线高效装配实现电池组关键工序自动化
比斯特2113B电池组半自动生产线助力行业效能飞跃
解析比斯特2113B储能及动力电池组半自动生产线特点
动力电池组半自动生产线:工艺优化与效率提升的核心路径
动力电池组半自动生产线的工艺解析
2113B储能/动力电池组半自动生产线:以“柔性+可靠”重新定义中端制造标准
动力电池组半自动生产线:效率与灵活性的平衡之道
动力电池组半自动生产线:效率与灵活的平衡之道
比斯特BT-1221B:开启储能/动力电池组生产的智能半自动新时代



评论