 动力电池组半自动生产线的工艺解析
动力电池组半自动生产线的工艺解析

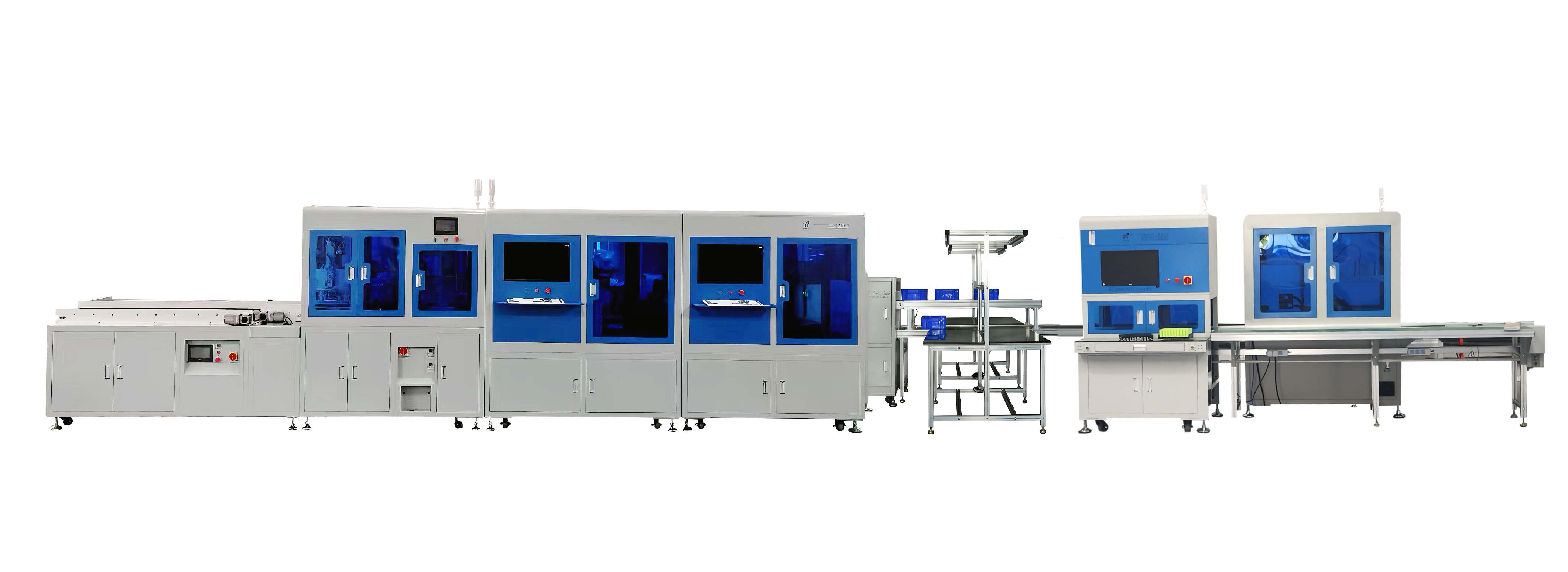
动力电池组半自动生产线是新能源汽车产业链中的关键环节,其核心在于通过机械化与人工协作实现高效、稳定的生产流程。该生产线不追求全自动化,而是根据工艺特点保留必要的人工干预环节,既保障了生产灵活性,又降低了设备投入成本。
生产线起始于电芯分选工序。电芯作为动力电池的基础单元,需经过严格筛选以确保一致性。分选过程中,机械臂根据预设参数完成电芯的搬运与排列,而人工则负责监控设备运行状态,并处理异常电芯。这种分工既发挥了机械的高效性,又利用了人工的判断能力,避免因设备误判导致批量质量问题。
接下来是模块组装环节。电芯通过激光焊接或超声波焊接技术连接成模块,此过程对焊接精度要求极高。半自动生产线采用可调节的焊接工装,配合人工校准,确保焊点位置与压力符合标准。模块组装完成后,需进行初步性能测试,如电压检测、内阻测量等。测试环节由设备自动完成,但结果判定仍需人工复核,确保数据可靠性。
系统集成是生产线的核心阶段。多个模块需在特定工装上完成组装,形成完整的动力电池组。此过程涉及冷却系统安装、线束连接、外壳封装等步骤。半自动生产线通过标准化工装与模块化设计,实现不同型号电池组的快速切换。人工在此阶段主要负责连接点检查、密封性验证等需要经验判断的环节,而重复性较高的组装动作则由设备完成。
质量控制贯穿整个生产线。从电芯分选到最终成品检测,每个环节均设置多重检验点。自动化检测设备负责基础参数采集,而人工则进行视觉检查与功能验证。这种双保险机制有效降低了产品缺陷率,同时避免了过度依赖单一检测方式可能导致的漏检风险。
半自动生产线的另一优势在于其维护成本较低。相比全自动化生产线,半自动设备结构更简单,故障排查更便捷。人工参与也使得生产线能够快速适应产品迭代,例如当电池设计变更时,只需调整部分工装参数或人工操作流程,无需大规模改造设备。
然而,半自动生产线也面临挑战。如何平衡人工与机械的分工比例,确保生产效率与质量控制的最优组合,是持续优化的重点。此外,操作人员的技能培训与标准化作业流程的制定,直接影响生产线的稳定运行。
总体而言,动力电池组半自动生产线通过机械与人工的协同,在效率、成本与质量之间找到了平衡点。随着技术进步与工艺优化,这种生产模式仍将在动力电池制造领域发挥重要作用。
审核编辑 黄宇
-
动力电池组
+关注
关注
1文章
26浏览量
8054
发布评论请先 登录
动力电池组半自动生产线的实践与优化路径
动力电池组半自动生产线的工艺革新与效率提升
实现从电芯到成组高精度生产的比斯特2113B半自动生产线
电池组PACK自动化生产线的关键流程与核心优势

比斯特电池组半自动生产线高效装配实现电池组关键工序自动化
动力电池组生产四大关键工艺,如何决定新能源汽车性能?
比斯特2113B电池组半自动生产线助力行业效能飞跃
电池自动生产线的核心架构与生产逻辑
解析比斯特2113B储能及动力电池组半自动生产线特点



评论