 芯片制造中硅切片工艺的切割方式和加工流程
芯片制造中硅切片工艺的切割方式和加工流程

文章来源:学习那些事
原文作者:小陈婆婆
本文介绍了芯片制造中硅切片工艺的切割方式和加工流程。
硅切片作为半导体硅片制造的核心环节,其加工精度与效率直接影响后续研磨、腐蚀、抛光等工序的质量及最终芯片性能。
该工艺通过物理切割将硅单晶棒转化为特定厚度的薄晶片,表面质量控制的关键参数涵盖晶向偏离度、总厚度偏差(TTV)、翘曲度(warp)与弯曲度(bow),这些指标的精准调控需严格遵循SEMI标准以匹配IC工艺技术要求。
切割方式
从切割方式来看,外圆切割、内圆切割与线切割构成行业技术发展脉络。

传统外圆切割因刀刃厚度限制,材料损耗较高且切割精度受限,逐步被内圆切割替代——后者通过在圆形金属基片内圆周镶嵌刀刃,实现更薄刀刃应用,如切割200mm硅单晶时采用34英寸刀头,刀刃厚度约380μm,金属基片厚度不足200μm,显著降低切割耗量与加工余量,提升切片精度。然而,当直径超过100mm,尤其是200mm以上大直径硅单晶棒切片时,线切割技术凭借其独特优势成为主流选择。

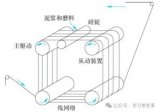
线切割系统通过钢线(典型直径180μm)缠绕导轮形成“钢丝线网”,配合砂浆切削液喷嘴供给碳化硅砂浆,利用导轮旋转驱动钢丝将研磨砂压入硅单晶表面实现研磨式切割。该技术具备显著优势:生产效率高,单次切割可产出多片相同厚度硅片;切缝损耗小,材料损耗降低25%以上;表面损伤低,翘曲度可控制在10μm以内,表面加工精度优异。以200mm硅单晶加工为例,切片厚度800μm时,每千克单晶出片约13.4片,切割成本约1.51美元/片,线切割机产量可达内圆切割机5倍以上,运行成本降低20%以上。
近年来,金刚线切割技术作为线切割的升级方向快速崛起。相较于传统砂浆线切割,金刚线切割采用金刚石微粉涂覆的钢线,在切割速度、单片耗材成本及厚度均匀性方面表现突出,合格率显著提升。当前,金刚线切割正朝着更细线径、更高切割效率及环保型切削液方向演进,部分企业已开发出适配300mm硅单晶切割的金刚线系统,并探索干式切割工艺以减少废水处理成本。
加工流程

硅切片加工作为半导体硅片制造的关键环节,其工艺流程的精准执行直接决定硅片表面质量与后续工序的可靠性。加工起始于硅单晶棒的黏结环节,通常采用环氧树脂将硅单晶棒固定于表面具有匹配硅单晶棒直径圆弧形状的石墨衬托板上。此过程需严格遵循硅单晶生长方向,避免头尾倒置,并通过X射线定向仪依据SEMI标准进行晶向校准,确保晶向偏离度符合IC工艺要求。石墨衬托板不仅承担支撑作用,更通过其缓冲特性有效抑制切割末期的崩边现象,保障硅片边缘完整性。
进入切割阶段,需根据硅单晶棒直径及工艺需求选择线切割系统或内圆切割系统。线切割技术通过直径160~140μm的钢线缠绕导轮形成“钢丝线网”,配合碳化硅砂浆切削液实现研磨式切割,其核心优势在于高精度与低损耗——通过优化钢丝张力、进给速度及切削液黏度与流量等参数,可实现warp<10.0μm、TTV<15.0μm的表面质量。对于直径200mm以上大直径硅单晶,线切割机产量可达内圆切割机5倍以上,运行成本降低20%以上,且通过切削液回收处理系统可进一步降低运行成本。内圆切割则通过薄刀刃设计减少切割耗量,适用于小直径硅单晶棒加工,但大直径场景下逐渐被线切割替代。
切割完成后需进行去胶清洗工艺,通过化学清洗去除环氧树脂残留及表面污染物,确保硅片表面洁净度满足后续研磨、抛光工序要求。此环节需匹配切割工艺选择合适的清洗参数,避免过度清洗导致表面损伤或清洗不足残留杂质。
当前行业技术演进聚焦于金刚线切割技术的深化应用,该技术采用金刚石微粉涂覆钢线,在切割速度、单片耗材成本及厚度均匀性方面显著优于传统砂浆线切割,合格率大幅提升。

未来,随着300mm硅单晶切割需求的增长,金刚线系统将进一步适配大直径加工,同时干式切割工艺的探索有望减少废水处理成本,推动硅切片加工向绿色、智能方向持续升级。
-
半导体
+关注
关注
339文章
31192浏览量
266322 -
芯片制造
+关注
关注
11文章
734浏览量
30527
原文标题:芯片制造——硅切片工艺
文章出处:【微信号:bdtdsj,微信公众号:中科院半导体所】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录




评论