 EtherCAT转CC-Link IE FB协议转换网关:三菱PLC与汇川伺服驱动器通讯实战配置案例
EtherCAT转CC-Link IE FB协议转换网关:三菱PLC与汇川伺服驱动器通讯实战配置案例

一、项目背景
华东某上市化工集团在2024年启动“年产12万吨特种树脂”产线扩建,主控系统沿用成熟的三菱MELSEC iQ-R系列PLC(R04CPU,固件版本46J),现场层采用CC-Link IE Field Basic总线,周期4 ms,主站位于中央控制室,通过光纤环网连接14台远程IO子站和4台变频器。
2025年初,工艺包升级,新增3套24轴的伺服码垛机组(沈阳新松SBRB-2400-C)和2套8轴的薄膜牵引机组(无锡灵德LD-FA-800),所有伺服驱动均只支持EtherCAT协议,且要求同步周期≤1 ms、同步抖动<50ns。若整体更换PLC主站,不仅造价高达百万元,还需重新验证所有工艺模块,风险巨大。
经多轮技术论证,集团采纳“协议转换网关”方案,选定远创智控YC-CCLKIE-ECTM工业级协议转换网关作为EtherCAT主站,与原有R04CPU保持CCLKIE通信,实现异构网络无缝衔接。

二、关键设备清单

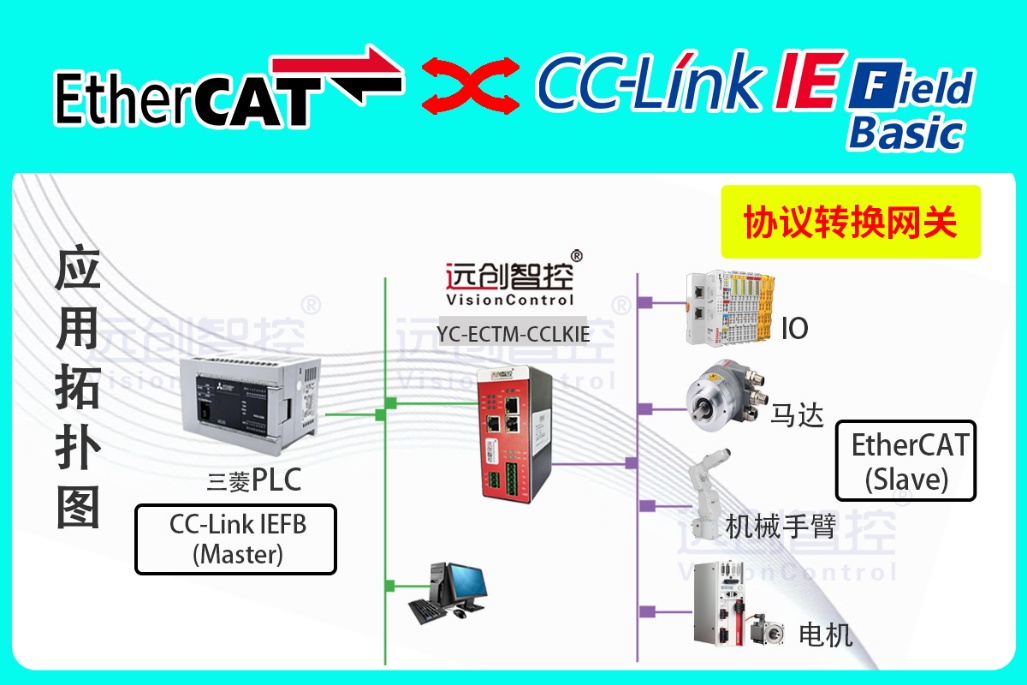
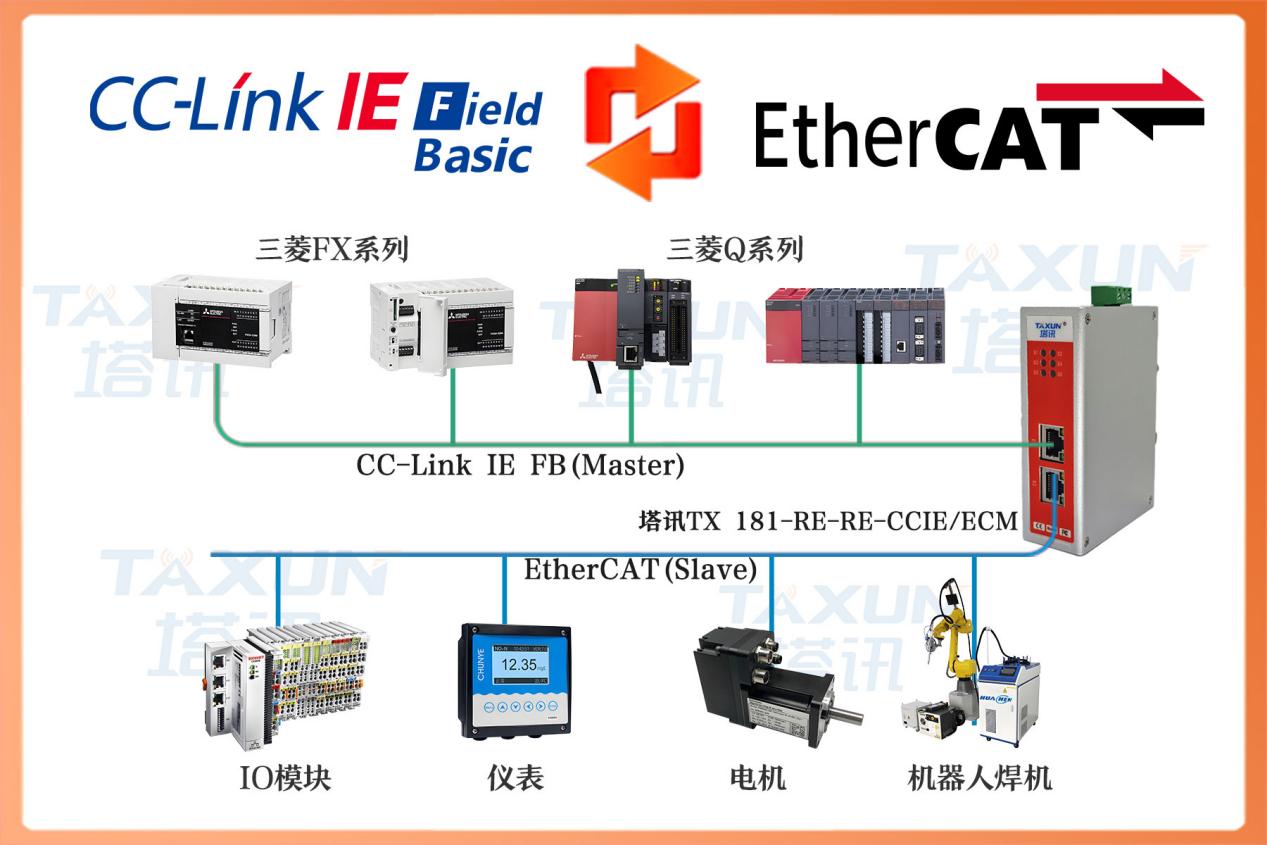
三、网络拓扑与连接方式
1. CC-Link IE Field Basic侧
·R04CPU本体以太网口(RJ45)→赫斯曼交换机→YC-CCLKIE-ECTM协议转换网关的“CCLKIE”端口;
·网关作为CCLKIE从站,站号分别设为“11”与“12”,占用各512字节输入/512字节输出,映射到R04CPU的软元件D3000-D3511(输入)与D4000-D4511(输出)。
2. EtherCAT侧
·网关的“EtherCAT OUT1”→SBRB-2400-C机组1(24轴)→环回“IN1”形成线型拓扑;
·“EtherCAT OUT2”→LD-FA-800机组2(8轴)→环回“IN2”;
·全部伺服站号自动扫描分配,主站周期1 ms,采用DC-Synchronous模式,分布式时钟抖动实测18 ns。

四、网关参数配置步骤
1. 硬件安装
·DIN 35 mm导轨固定,24 VDC±5%供电,最大功耗3.5 W;
·环境温度-25~+55 ℃,湿度≤95%,符合化工车间三防喷涂要求。
2. 软件配置(YC-GateConfig V2.3.7)
a) CCLKIE从站设置
·IP:192.168.1.11/24;
·输入/输出长度:512字节;
·协议版本:CC-Link IE FB Basic V1.10。
b) EtherCAT主站设置
·同步周期:1 ms;
·同步抖动容限:±50 ns;
·PDO映射:
– RxPDO:6040h(控制字)、607Ah(目标位置)、60FFh(目标速度);
– TxPDO:6041h(状态字)、6064h(实际位置)、6077h(实际电流)。
c) 数据映射表(以第一轴为例)

配置完成后点击“Download”,网关重启,RUN灯常绿,EtherCAT侧64轴全部进入OP状态。

五、PLC程序设计(GX Works3)
1.在“以太网配置”里添加CC-Link IE FB从站,站号11~12,长度512字节;
2.创建FB块“MC_Group_EC”,周期4 ms调用:
·将工艺算法生成的位置、速度、力矩写入D3000~D3511;
·读取D4000~D4511获取实际位置及报警码;
3.报警处理:若网关状态字D4000.0 bit0=0,判定CCLKIE断线;若bit1=0,判定EtherCAT断线,立即触发R04CPU的“EMSTOP”子程序,所有伺服进入Quick-Stop状态,码垛机高速轴30 ms内停止,避免桶装树脂跌落。

六、现场调试与性能验证
1.空载测试
·64轴同时回零,采用CiA 402回零方式17(原点+Z脉冲),回零速度20mm/s,爬行2 mm/s,全部回零完成耗时4.7 s;
·单轴往复定位测试,行程1000mm,加减速0.5g,定位误差≤±0.02mm,远优于±0.1mm工艺要求。
2.满载测试
·桶装树脂25 kg/件,码垛节拍12件/min,连续运行72 h;
·PLC侧抓包统计:CCLKIE网络丢包率0%,EtherCAT同步抖动最大18 ns;
·与未改造前(临时脉冲模块控制)对比,平均节拍提升19.8%,合格率由96.4%提升到99.2%,每日减少废品约120桶
3.抗干扰测试
·在距离网关1 m处启动50 kW变频器,重复加减速,EtherCAT零丢包;
·静电放电±8 kV接触、±15 kV空气放电,通信未中断,符合IEC 61000-4-2要求。
七、运维与诊断
·网关内置Web服务器,现场工程师用手机通过Wi-Fi登录192.168.1.11,可实时查看64轴的PDO曲线、同步抖动、报警履历;
·支持HTTP POST,每5 s将关键数据(节拍、电流、温度)以JSON推送至集团MES(华为Atlas 500),整体延迟<200 ms;
·设备OEE数据自动入库,故障定位时间由之前2 h缩短至15 min,大幅节省维护成本。

八、经验总结
1.协议转换网关是化工等传统行业升级高速伺服的高效捷径;
2.选型时必须确认网关的EtherCAT主站能力(轴数、周期、抖动)与伺服驱动兼容性,远创智控YC-CCLKIE-ECTM协议转换网关在64轴1 ms场景下表现稳定;
3.映射表与诊断字必须提前规划,方便PLC直接复用现有工艺算法;
4.现场布线要远离动力电缆,EtherCAT采用屏蔽双绞线,接地电阻<1 Ω,可有效抑制变频干扰;
审核编辑 黄宇
-
网关
+关注
关注
9文章
7056浏览量
56687 -
三菱PLC
+关注
关注
13文章
294浏览量
33387 -
ethercat
+关注
关注
20文章
1620浏览量
46346 -
CC-Link
+关注
关注
0文章
319浏览量
14510
发布评论请先 登录
告别脉冲线海,一网打通CC-Link IE to CANopen,步科伺服与三菱PLC握手言和

CC LINK IE转CANOPEN,三菱PLC和温度变送器‘原地结婚’—网关这波‘绝绝子

CC-Link IE转CANopen网关在伺服送料机中的应用

工业协议转换新选择:耐达讯自动化CC-Link I转EtherCAT网关深度解析

EtherNet/IP转CC-Link IE FB协议转换网关实现三菱PLC与机械臂通讯在焊装车间的应用案例

ProfiNet转CC-Link IE FB协议转换网关实现三菱PLC与西门子变频器通讯在风机调节的应用案例

CC-Link IE FB转Modbus TCP协议转换网关实现三菱PLC与变频器通讯在现代农业温室的应用案例

ProfiNet转CC-Link IE FB协议转换网关实现西门子1500 PLC与三菱伺服通讯的配置案例

CC-Link IE FB转EtherCAT协议转换网关实现台达伺服与三菱PLC通讯的配置案例

CC-Link IE FB转EtherCAT协议转换网关实现汇川PLC与三菱PLC通讯在机械设备制造厂的应用案例

CC-Link IE FB转EtherCAT协议转换网关在机电一体化车间实现485报警三菱伺服与汇川PLC通讯的配置案例

CC-Link IEFB 转 EtherCAT:总线协议转换三菱FX驱动汇川伺服封装前移送案例
EtherCAT转CC-Link IE FB协议转换网关实现三菱PLC与汇川伺服驱动器通讯的配置案例

大型选矿厂汇川PLC借CCLKIE转EtherCAT网关驱控多伺服实战案例




评论