 切割深度动态补偿技术对晶圆 TTV 厚度均匀性的提升机制与参数优化
切割深度动态补偿技术对晶圆 TTV 厚度均匀性的提升机制与参数优化

一、引言
在晶圆制造过程中,晶圆总厚度变化(TTV)是衡量晶圆质量的关键指标,直接影响芯片制造的良品率与性能。切割过程中,受切削力、振动、刀具磨损等因素影响,切割深度难以精准控制,导致晶圆 TTV 厚度不均匀 。切割深度动态补偿技术通过实时调整切割深度,为提升晶圆 TTV 厚度均匀性提供了有效手段,深入研究其提升机制与参数优化方法具有重要的现实意义。
二、切割深度动态补偿技术对 TTV 厚度均匀性的提升机制
2.1 实时修正切削偏差
切割过程中,刀具磨损、工件振动等因素会使实际切割深度偏离预设值。切割深度动态补偿技术利用传感器实时监测切割状态,一旦检测到切割深度偏差,立即调整刀具位置或进给速度,对切削深度进行修正 。例如,当监测到某区域切割深度不足时,系统自动增加刀具进给量,确保该区域达到理想切割深度,从而减少晶圆厚度偏差,提升 TTV 均匀性。
2.2 适应材料特性变化
不同晶圆材料的硬度、脆性等特性存在差异,同一晶圆在不同部位的材料性能也可能有所不同。动态补偿技术可根据材料特性的实时反馈,调整切割深度 。对于硬度较高的区域,适当增加切割深度以保证材料有效去除;对于脆性较大的区域,减小切割深度避免崩边,使晶圆各部位材料去除更均匀,进而提升 TTV 厚度均匀性。
2.3 优化切削力分布
不合理的切割深度会导致切削力集中,引起晶圆变形。动态补偿技术通过调整切割深度,优化切削力在晶圆表面的分布 。减小单次切削深度,将切削力分散到多次切削过程中,降低因切削力过大导致的晶圆变形,维持晶圆厚度一致性,提高 TTV 均匀性。
三、切割深度动态补偿技术的参数优化
3.1 传感器参数优化
选择高精度、响应速度快的传感器,如激光位移传感器、应变片传感器,确保能够准确、及时地监测切割深度变化与切削力等参数 。同时,合理设置传感器的安装位置与采样频率,使采集的数据能够真实反映切割过程状态,为动态补偿提供可靠依据。
3.2 补偿算法参数优化
优化动态补偿算法中的控制参数,如比例系数、积分时间、微分时间等 。通过实验或仿真,调整这些参数,使补偿系统能够快速、稳定地响应切割深度变化,避免补偿过度或不足,实现对切割深度的精准控制。
3.3 与其他工艺参数协同优化
将切割深度动态补偿技术与进给速度、切割速度等其他工艺参数协同优化 。分析各参数之间的相互作用关系,通过正交试验、遗传算法等方法,寻找最优参数组合,在保证加工效率的同时,最大程度提升晶圆 TTV 厚度均匀性。
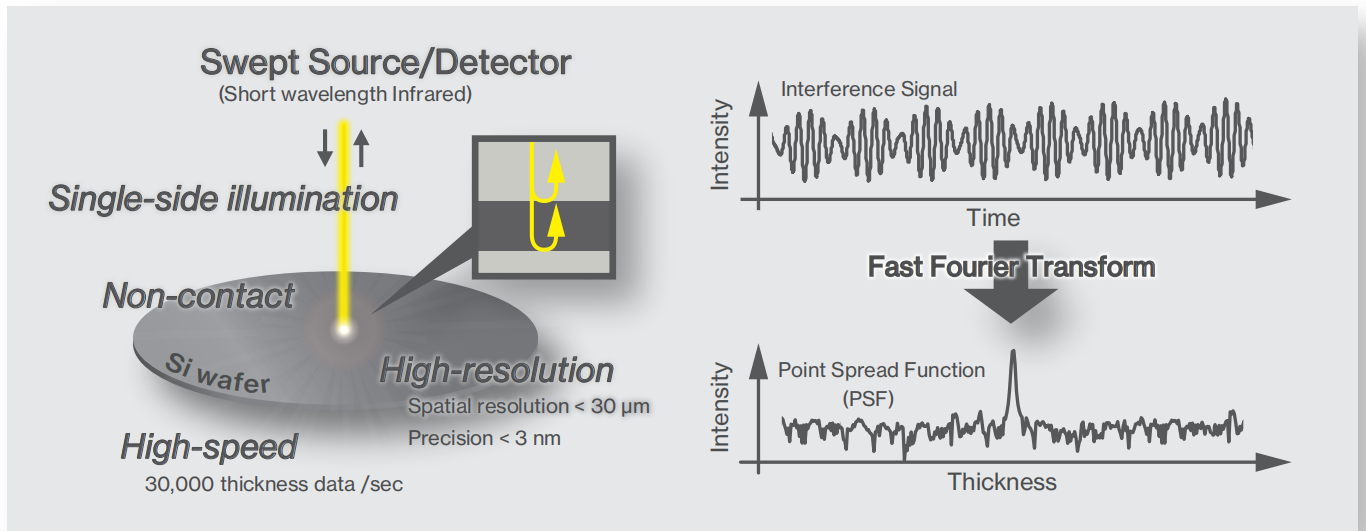
高通量晶圆测厚系统运用第三代扫频OCT技术,精准攻克晶圆/晶片厚度TTV重复精度不稳定难题,重复精度达3nm以下。针对行业厚度测量结果不一致的痛点,经不同时段测量验证,保障再现精度可靠。
我们的数据和WAFERSIGHT2的数据测量对比,进一步验证了真值的再现性:
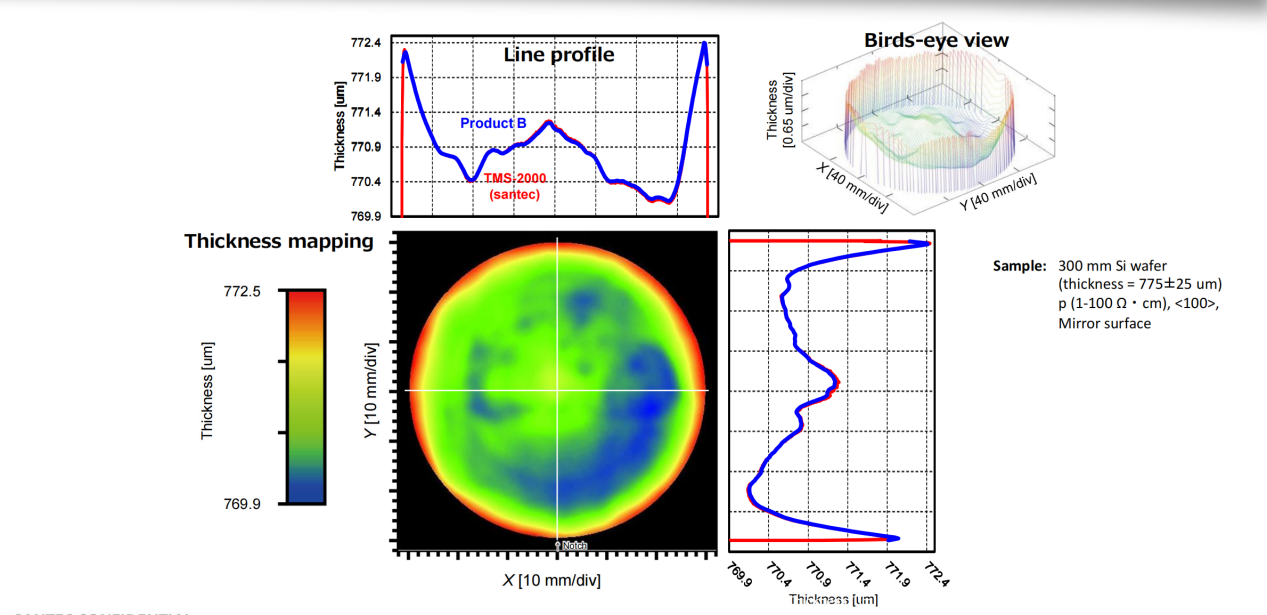
(以上为新启航实测样品数据结果)
该系统基于第三代可调谐扫频激光技术,相较传统双探头对射扫描,可一次完成所有平面度及厚度参数测量。其创新扫描原理极大提升材料兼容性,从轻掺到重掺P型硅,到碳化硅、蓝宝石、玻璃等多种晶圆材料均适用:
对重掺型硅,可精准探测强吸收晶圆前后表面;
点扫描第三代扫频激光技术,有效抵御光谱串扰,胜任粗糙晶圆表面测量;
通过偏振效应补偿,增强低反射碳化硅、铌酸锂晶圆测量信噪比;
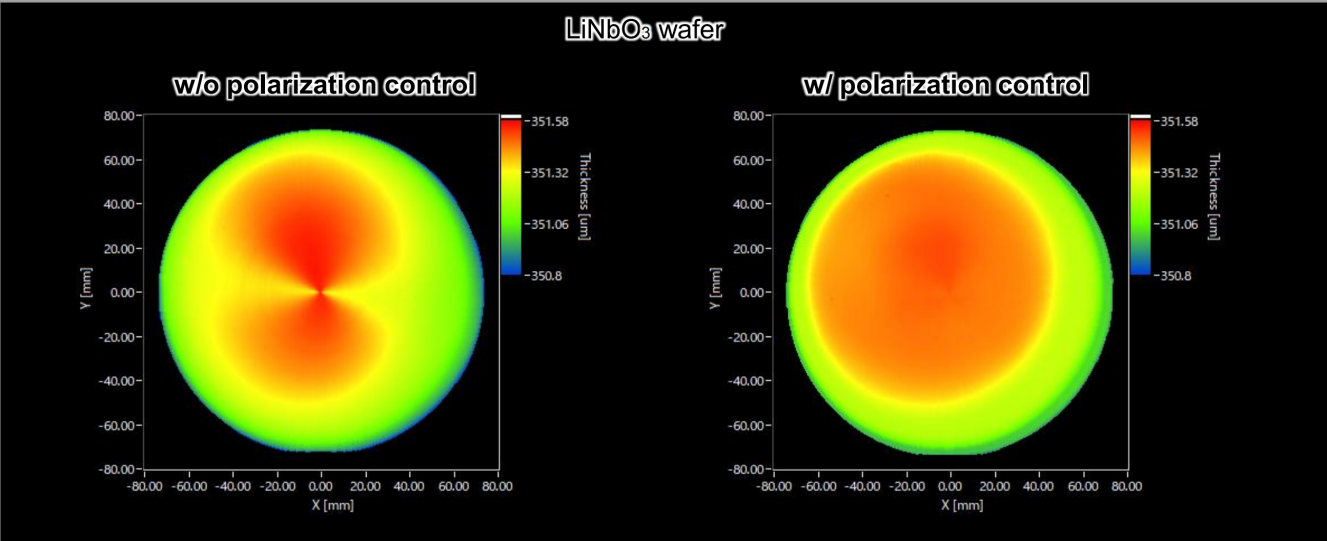
(以上为新启航实测样品数据结果)
支持绝缘体上硅和MEMS多层结构测量,覆盖μm级到数百μm级厚度范围,还可测量薄至4μm、精度达1nm的薄膜。
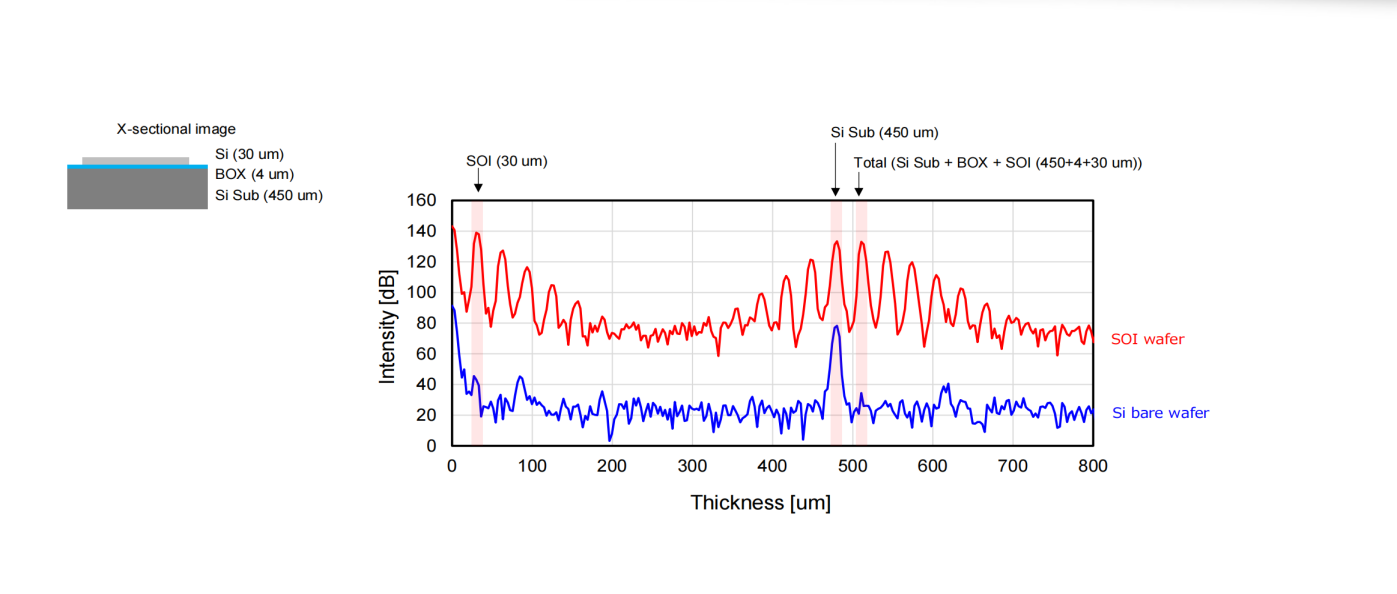
(以上为新启航实测样品数据结果)
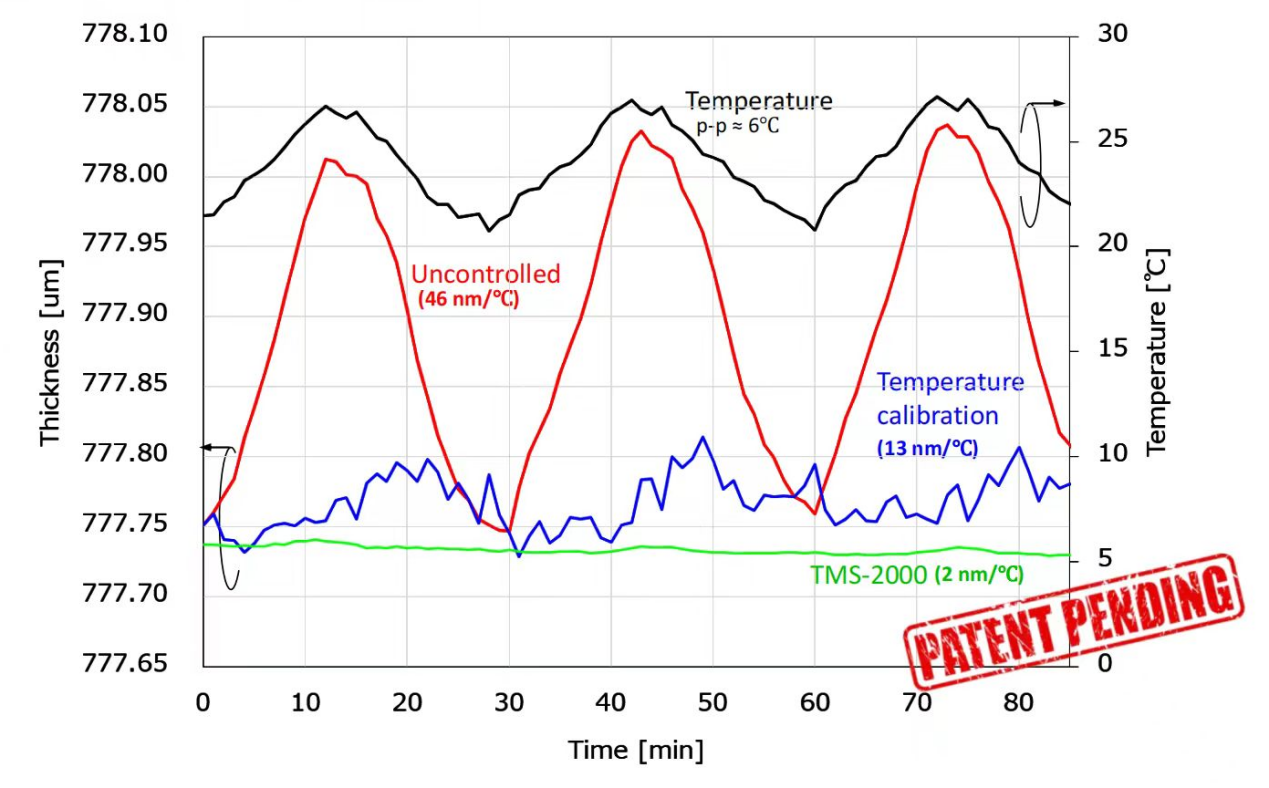
此外,可调谐扫频激光具备出色的“温漂”处理能力,在极端环境中抗干扰性强,显著提升重复测量稳定性。
(以上为新启航实测样品数据结果)
系统采用第三代高速扫频可调谐激光器,摆脱传统SLD光源对“主动式减震平台”的依赖,凭借卓越抗干扰性实现小型化设计,还能与EFEM系统集成,满足产线自动化测量需求。运动控制灵活,适配2-12英寸方片和圆片测量。
-
晶圆
+关注
关注
53文章
5472浏览量
132875 -
碳化硅
+关注
关注
26文章
3572浏览量
52715
发布评论请先 登录

基于多物理场耦合的晶圆切割振动控制与厚度均匀性提升

梯度结构聚氨酯研磨垫的制备及其对晶圆 TTV 均匀性的提升




评论