 芯片焊盘起皮的成因解析
芯片焊盘起皮的成因解析

文章来源:学习那些事
原文作者:赵先生
本文深入解析了焊盘起皮的成因、机制及其与工艺参数之间的关系,结合微观形貌图和仿真分析,系统探讨了劈刀状态、超声参数、滑移行为等关键因素的影响,并提出了优化建议,为提高芯片封装质量和可靠性提供了重要参考。
焊盘起皮现象
部分焊盘表面(有时还会连带一部分焊盘下方的氧化层)与焊球一同从焊盘上剥离的现象,被称作焊盘起皮(Bond Pad Metal Peeling Off)。
图1a展示了金丝球键合后铝焊盘起皮的微观形貌。图1b所示的焊盘,从上到下依次为AI层、MoSi₂层、硼磷硅玻璃(BPSG)层和SiO₂层。可以清晰地看到,发生起皮现象后,上面的3层从焊盘上剥离,露出了底部的SiO₂层。
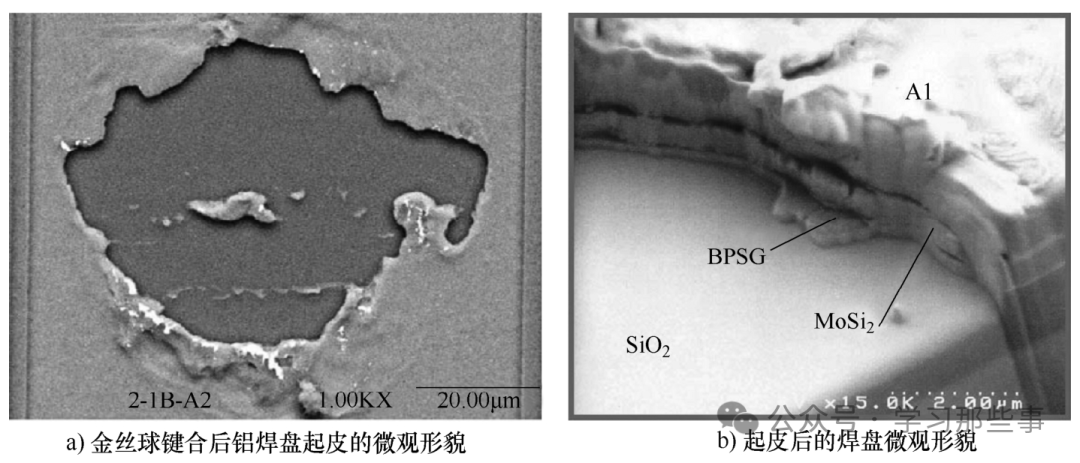
图1 铝焊盘脱落的SEM图
图2呈现了AI-Si-Cu焊盘和TiW层组成的多层复合焊盘起皮现象及其微观形貌。
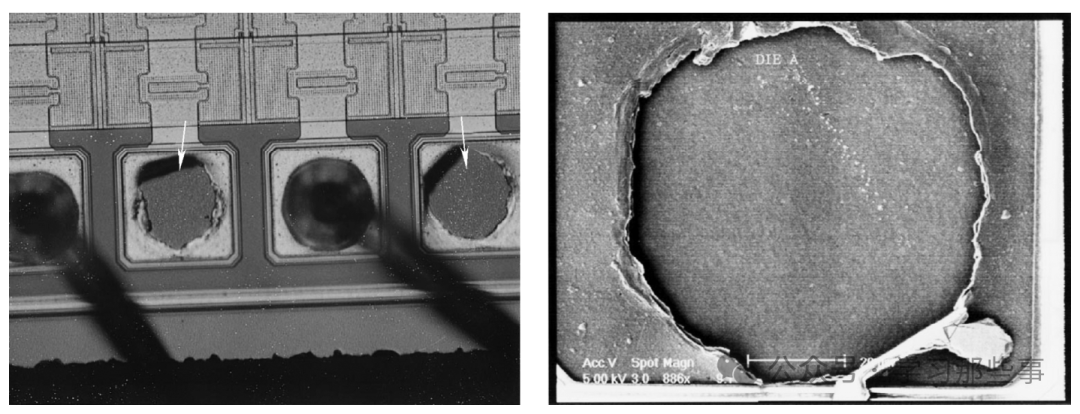
图2 AI-Si-Cu焊盘和TiW层组成的多层复合焊盘起皮现象及微观形貌
键合焊盘位于半导体器件的表面,会受到化学和机械载荷的作用。化学载荷由前道晶圆制造过程引发,例如钝化层开窗、介质层开窗以及表面清洗等操作;机械载荷则由后道工序中的电测试和封装过程所诱导。因此,焊盘需要具备足够的强度,以承受这些载荷。
焊盘起皮问题的核心,是焊球与焊盘表面铝层之间的结合力,和焊盘表面铝层及其附着层与硅基体之间的附着力之间的竞争关系。在这种竞争关系中,当焊球受到外力作用时,如果焊盘表面铝层及其附着层与硅基体之间的附着力足够强,那么就会表现为焊球与焊盘剥离或者焊球自身断裂,这属于正常情况。反之,当焊盘表面铝层与硅基体之间的附着力不够大时,焊球与焊盘表面铝层之间的结合力就会占据优势。此时,在外力的作用下,焊球会带着焊盘表面铝层及其附着层一起从硅基体上剥离,从而出现焊盘起皮现象。
一般来说,焊球与焊盘表面铝层之间的结合力是有限的。在承受外来载荷时,键合丝断裂、焊球剥离应该先于焊盘起皮发生。所以,如果在这种竞争关系中焊盘处于劣势,就意味着铝焊盘的附着力较弱,存在质量风险。
起皮现象的出现,往往伴随着焊盘的内伤。这些内伤被认为是在封装键合过程中或者电性能探针测试时造成的。焊盘内伤是引线键合过程中一种难以察觉的质量隐患,严重的内伤会导致焊盘分层或者直接剥离。存在这些质量隐患的集成电路,在电性能测试中有可能被发现并剔除。然而,更多的内伤处于临界状态,初始的电性能衰退并不明显,只有在后续的筛选试验中,经过温度循环、热冲击、老化、机械振动等测试后,才会暴露出问题,表现为焊盘起皮、坑陷、引线脱键、电性能开路等情况。
虽然在大多数情况下,可以通过优化超声参数、清洁劈刀、完善键合工艺过程等方式,来降低键合过程对焊盘产生的应力。但在某些情况下,后道封装工序所采取的措施,并不能完全解决焊盘起皮的问题。这是因为在一些情况下,焊盘在芯片制造过程中由于控制不当,本身就存在质量隐患,这种内伤是先天性的。在这种情况下,不应该为了避免焊盘起皮而盲目降低工艺参数,因为这样不仅无法弥补内伤缺陷,反而会降低键合丝与焊盘之间的键合可靠性。对于这类器件,比较合理的做法是进行批次性检查或者直接报废,以防止这些薄弱环节在后续的筛选或使用过程中引发问题。
超声参数
有研究指出,焊盘起皮这一过程,最初源于铝焊盘表面及其内部金属层出现裂纹,而不恰当的键合功率、键合力、时间以及温度等参数组合是导致这种损伤的原因。在这些因素中,超声功率的影响最为显著,因为它所提供的能量会带动焊盘表层与内层产生剪切作用。当超声功率过大时,会对焊盘金属层造成损伤,进而引发焊盘起皮现象。
对于键合力而言,由于劈刀对焊球施加的压力能够抑制剪切运动的趋势,使得球-焊盘整个键合体系需要更大的能量才能够产生滑动。所以,在引发焊盘起皮现象方面,增大压力实际上起到了抑制超声功率影响的作用,即增大压力会减少焊盘起皮现象的发生。
预热温度能够对焊盘起到软化作用,在相同条件下,提高预热温度有助于降低焊盘起皮的失效率。综上所述,选用合适的超声参数是避免因键合而导致焊盘内伤的关键前提。
有研究人员针对138kHz超声频率下超声振幅对焊盘应力分布的影响进行了有限元仿真分析,结果如图3所示。从图中可以看出,在键合过程中,应力会随着劈刀的移动而变化,只有当劈刀移动到中心区域时,才会出现应力分布对称的情况。进一步的仿真分析显示,焊盘中的键合应力会随着超声振幅的提高而增大,具体情况如图4所示。这些结果表明,超声振幅在金属丝键合过程中,对其应力和变形有着显著的影响。
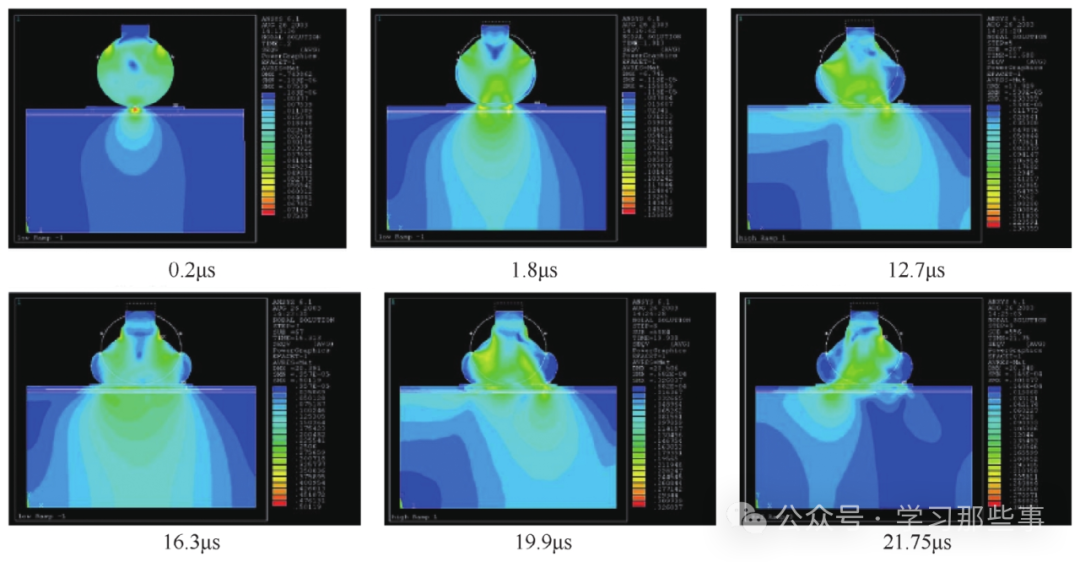
图3 不同时间应力分布
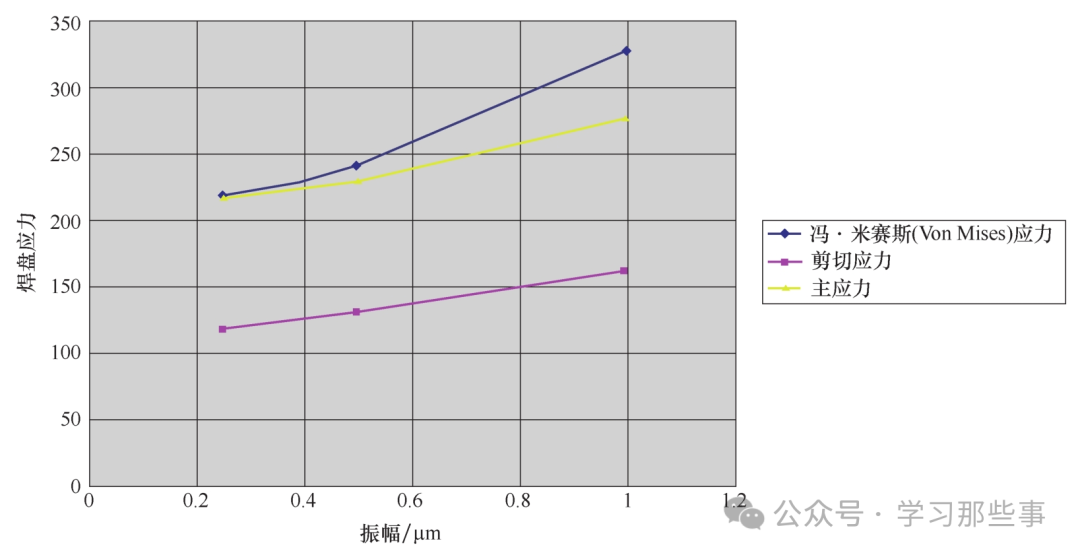
图4 超声振幅对焊盘应力的影响
劈刀
在铝制程芯片的键合过程中,劈刀扮演着至关重要的角色。它作为将超声参数精准施加到焊盘上的关键载体,是整个能量传递环节中不可或缺的部分。倘若劈刀出现异常状况,那么超声功率与压力就难以均匀且稳定地作用于焊盘,从而严重干扰超声能量的正常传播,对键合质量产生负面影响。
从另一个角度来看,据研究人员分析,当劈刀经历了大量的键合操作后,受到污染的劈刀头会发生一些变化。由于污染使得劈刀头与焊球的接触表面积增大,这就导致劈刀头与焊球之间的附着力增强,同时垂直张力载荷的大小也会相应增大。在劈刀抬起的过程中,垂直方向的载荷会依次传递,从劈刀传递至变形的焊球,随后再传导至焊盘。而这一垂直载荷,正是引发焊盘起皮的直接动力来源。当垂直方向的载荷作用于焊盘时,会促使焊盘产生裂纹。这些裂纹首先在区域a处萌生,随后沿着界面向焊盘下方的氧化层延伸扩展,最终导致焊盘起皮现象的发生,如图5所示的情况清晰地展示了这一过程。此外,统计数据也反映出一个明显的趋势,在焊盘出现起皮现象的案例中,高达87%的情况里,所使用的劈刀其使用次数已经超过了20万次,这进一步表明了劈刀的使用状况与焊盘起皮之间存在着紧密的联系。
研究成果还表明,对于改善铝制程芯片的焊盘起皮问题,合理地选择劈刀型号是一个关键的解决策略。当我们选用锥角CA=70°且端部直径CD较小的劈刀,并适度增大键合压力时,能够对焊点的塑形产生积极影响。这样可以使焊点与焊盘之间实现良好、均匀且充分的接触,有效避免了因焊点凸起而引发的局部应力集中问题。不仅如此,CA=70°的劈刀所形成的焊球,其挤压斜面体积相对较薄,这一特性使得它在传导超声能量时的损耗较小。而且,与CA=120°的劈刀相比,CA=70°的劈刀在焊球中心区域的能量聚集程度更弱,从而能够显著缓解键合功率对焊盘中心区域铝层的破坏程度,具体的差异和优势如图6所示。
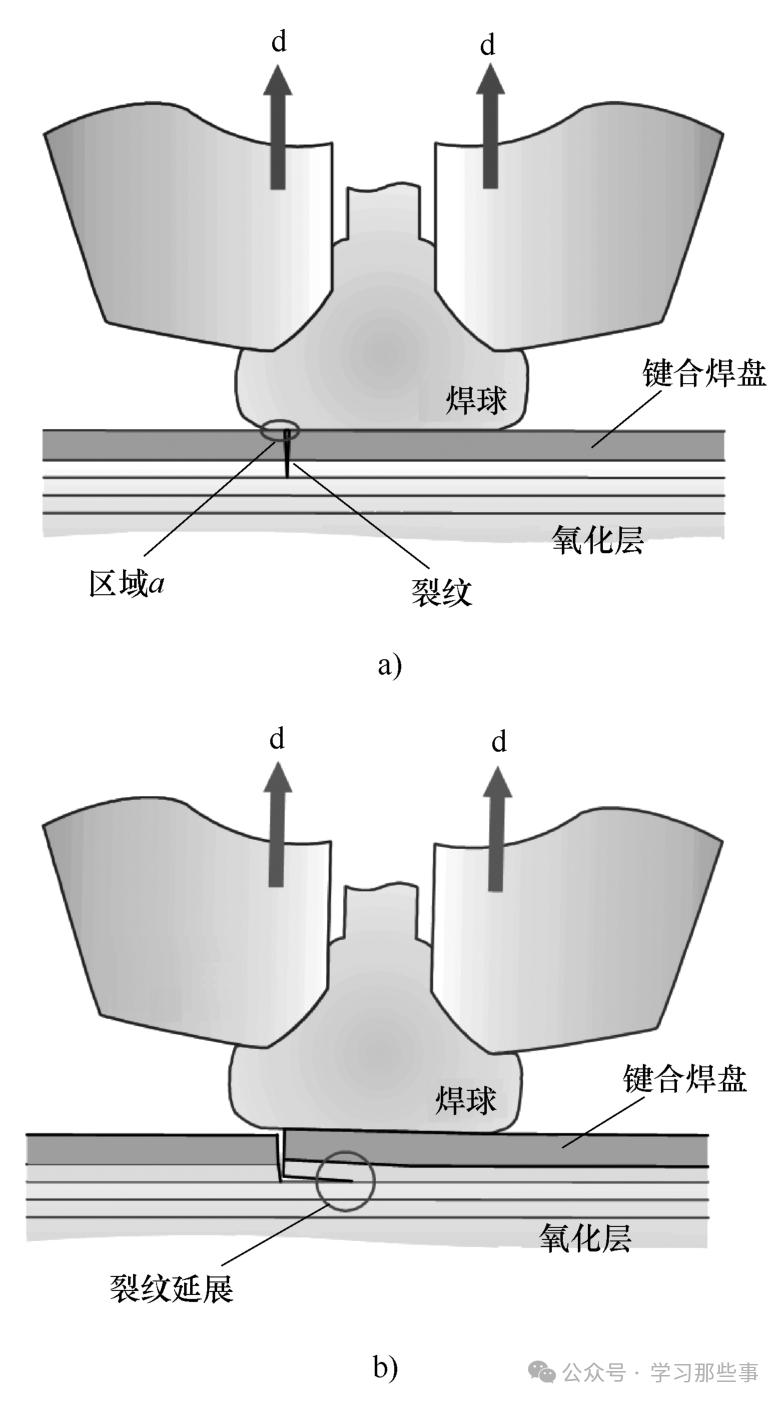
图5焊盘起皮原因示意图
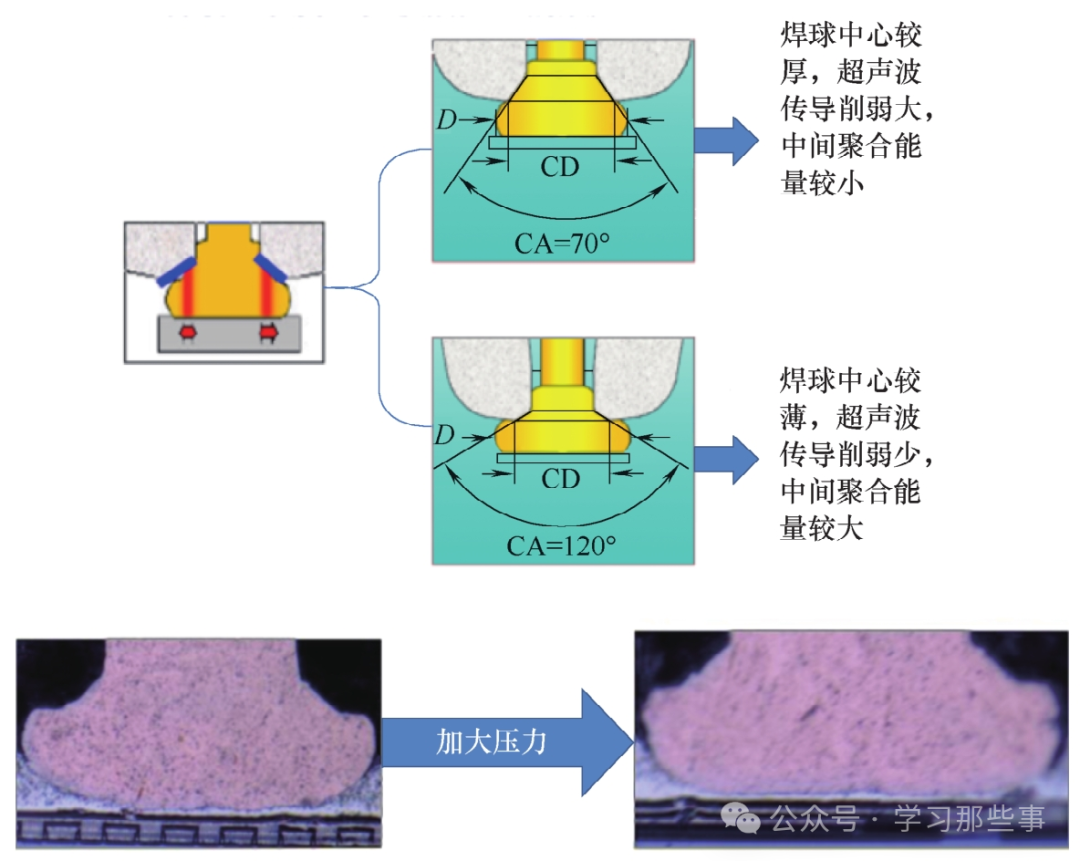
图6 不同锥角劈刀对键合影响对比
滑移
在某些情况下,即便对超声功率、压力以及预热温度进行了优化,铝盘脱落(ABPO)率依旧无法降至零,这表明该批次产品出现ABPO现象至少还存在其他影响因素。研究人员经探索发现,通过对软件系统进行优化,减少键合过程中出现的滑移(Skidding)现象,能够显著减轻劈刀与焊球之间的滑移程度。如此一来,焊盘内部所承受的剪切应力会大幅降低,从而有效避免焊盘出现内伤,进而消除ABPO现象。
图7展示了焊球的滑移情况,从图中可以清晰地看到滑移在金丝球上留下的痕迹。图8则呈现了软件优化前后键合劈刀动作的对比情况。
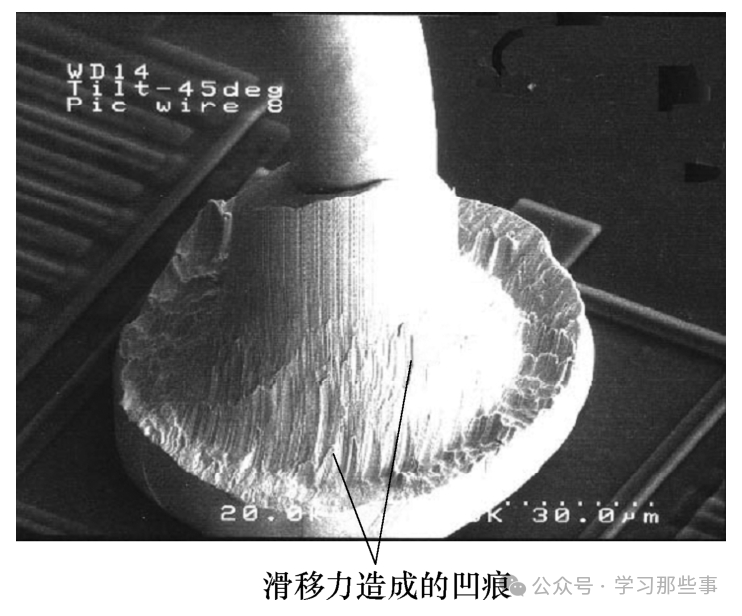
图7 焊球滑移情况
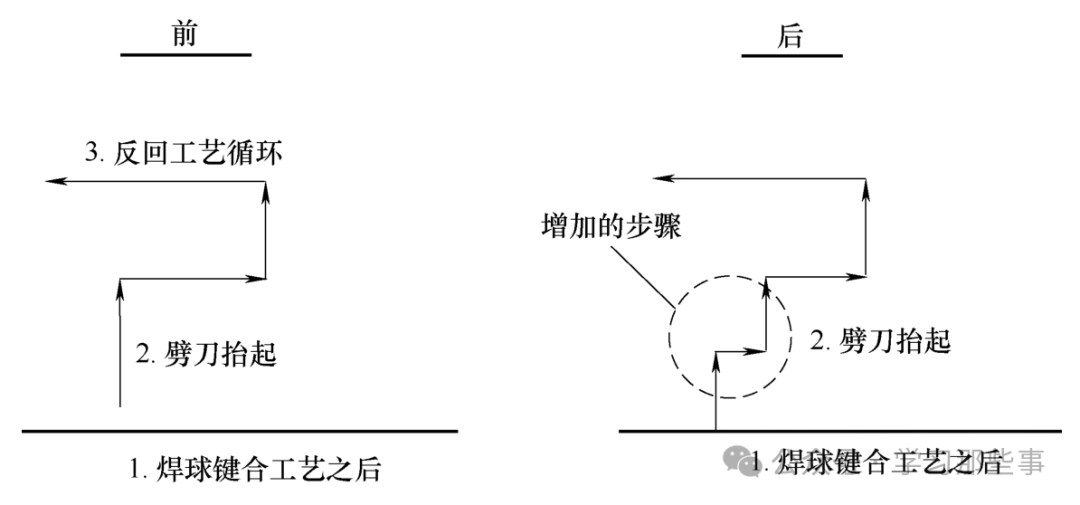
图8 软件优化前后键合劈刀动作对比
研究人员借助激光共聚焦技术进行观察,发现发生焊盘起皮的单元,其平均滑移深度为9.6μm;而在软件优化减少滑移后,平均滑移深度降至7.44μm。通过对金的维氏硬度进行计算得出,发生焊盘起皮的单元,平均滑移力为48.7gf;软件优化减少滑移后,平均滑移力下降至29.2gf。有限元仿真结果显示,由于滑移力的存在,发生ABPO的单元中BPSG的剪切强度为1.74GPa,而未发生ABPO的单元其剪切强度为1.29GPa。
工艺参数
部分研究人员认为,预热温度、键合功率以及键合力等因素对焊盘起皮现象存在影响。具体的影响情况见表1。
表1预热温度、键合功率和键合力对焊盘起皮的影响
晶圆制造
在晶圆制造过程中,卤族元素的残留会对铝焊盘及其氧化膜产生腐蚀作用。同时,盘内金属层会因吸潮,在升温后出现汽化膨胀的现象,进而导致分层,这些因素都对焊盘内部金属层附着力的下降产生了作用。通过对化学镀镍钯浸金(ENEPIG)焊盘键合起皮后的SEM/EDX分析可知,氧化是致使Pd、Ni分层的主要原因。图9展示了ENEPIG焊盘脱键后焊盘和引线的微观形貌,图10所示的聚焦离子束(FIB)截面图分别呈现了穿过掉铝区域、离开掉铝区域稍远一点引线脱离的区域以及常规参考区域这三个不同区域的情况。
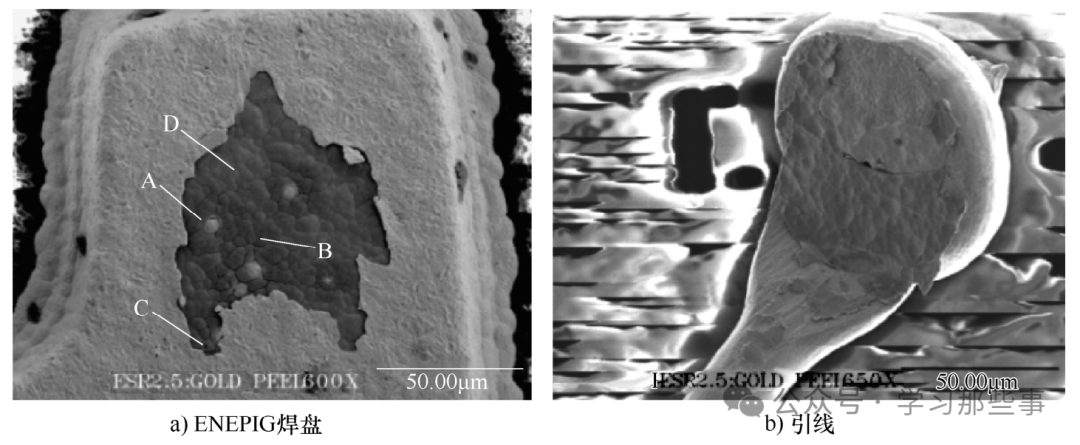
图9 ENEPIG焊盘脱键后焊盘和引线的微观形貌
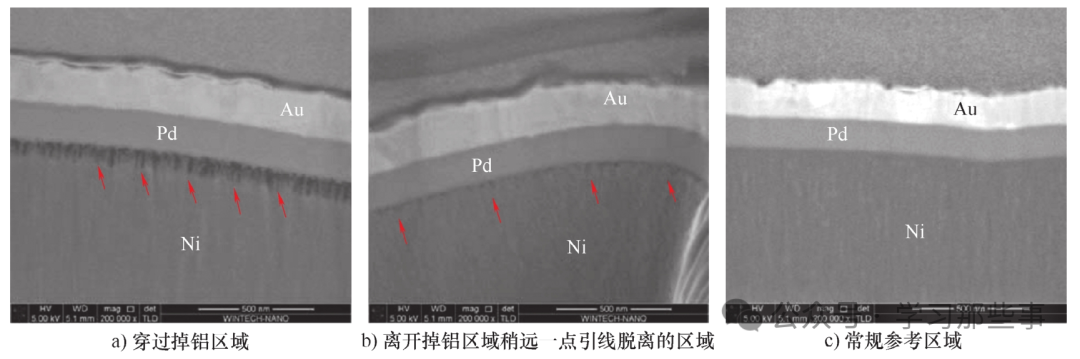
图10 FIB截面图
有研究指出,对于多层焊盘结构,设置了250nm、330nm、450nm、550nm和650nm这五种不同厚度的表面铝层(M2)。经过200℃、3h的老化处理后,结果表明,较薄的M2层更容易出现球颈破坏、起垫和起球失效等情况,具体可参考图11 - 图13。
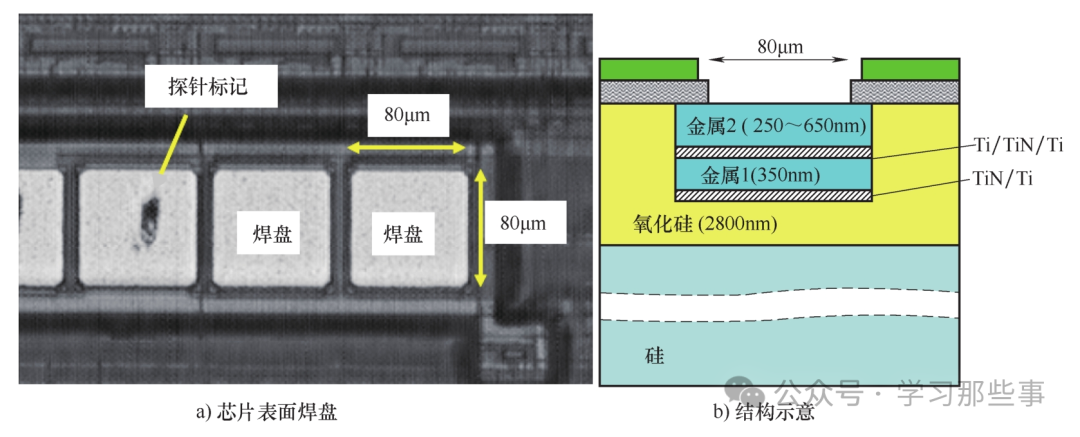
图11 芯片铝焊盘
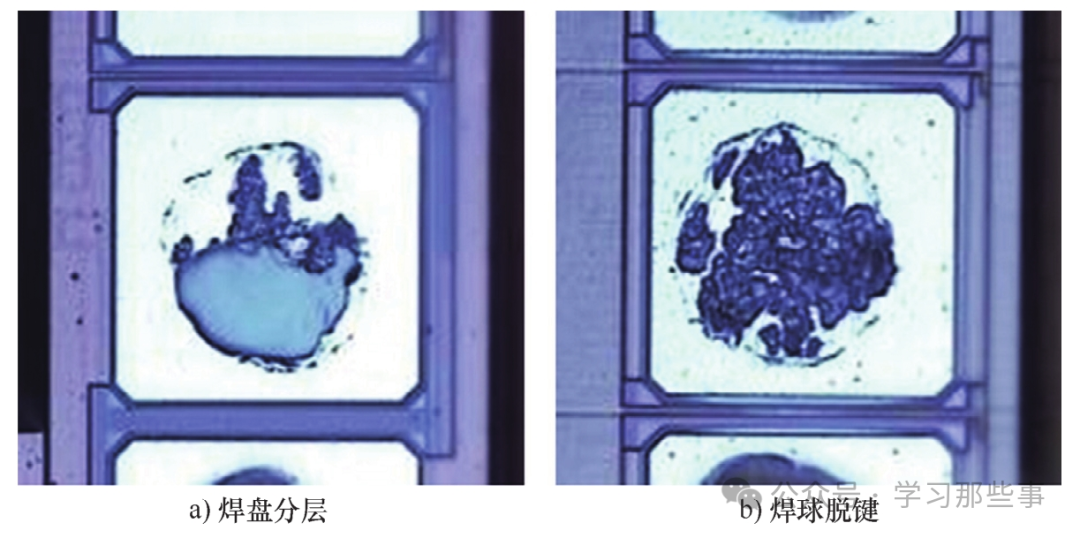
图12 拉力测试中的典型失效模式
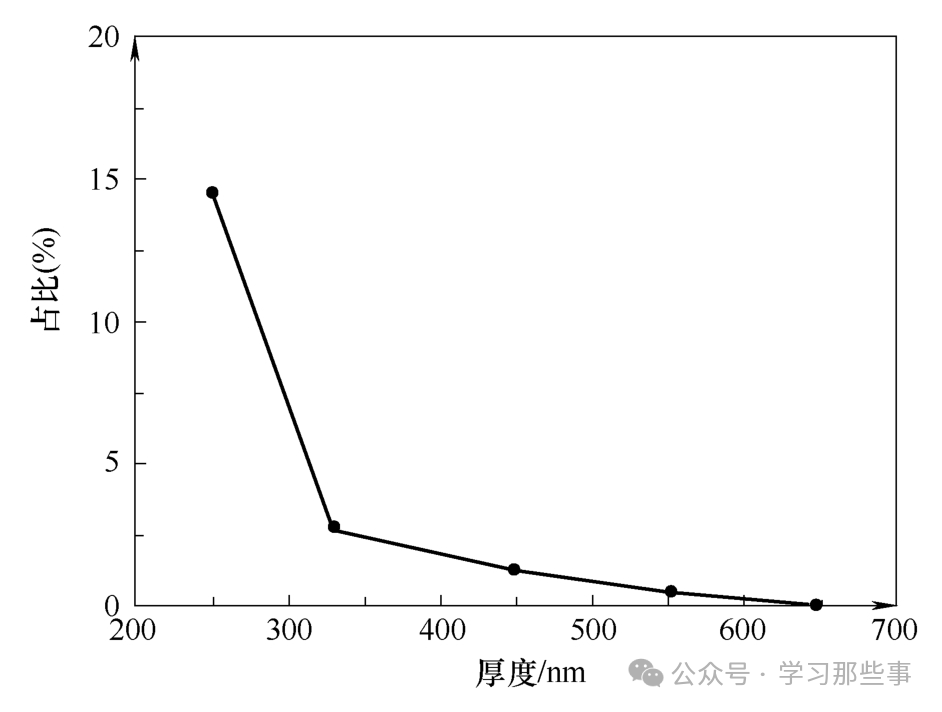
图13 键合拉力试验中起皮和焊球脱键失效模式占总体失效模式比例随M2厚度变化
-
芯片
+关注
关注
463文章
54686浏览量
471263 -
封装
+关注
关注
128文章
9395浏览量
149241 -
工艺
+关注
关注
4文章
729浏览量
30438 -
焊盘
+关注
关注
6文章
606浏览量
39943
原文标题:芯片焊盘起皮
文章出处:【微信号:bdtdsj,微信公众号:中科院半导体所】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
请问TAS5760L底部的BGA焊盘起什么作用?
波峰焊点拉尖现象的成因与解决策略
PCB焊盘的形状+功能 集锦
dsp芯片虚焊的原因及解决方法
焊球类/芯片/焊线类的剥离与拉力的功能原理
解析PCBA加工中焊点拉尖的成因与解决方案
芯片互连技术深度解析:焊球、铜柱与微凸点的奥秘

揭秘元器件立碑现象:成因解析与预防策略
详解锡膏工艺中的虚焊现象
SMT贴片加工“隐形杀手”虚焊假焊:如何用9招斩断质量隐患?
贴片电阻常见不良模式及成因解析




评论