 金丝键合的主要过程和关键参数
金丝键合的主要过程和关键参数

文章来源:学习那些事
原文作者:赵先生
本文介绍了金丝键合的主要过程和关键参数。
工艺步骤
1. 主要过程
金丝键合主要依靠热超声键合技术来达成。热超声键合融合了热压键合与超声键合两者的长处。通常情况下,热压键合所需温度在300℃以上,而在引入超声作用后,热超声键合所需温度可降至200℃以下。如此一来,金丝键合工艺便能与其他耐受温度在300℃以下的微组装工艺相互适配,在高可靠集成电路封装领域得到广泛运用。
在整个键合流程里,超声发挥着举足轻重的作用。由于劈刀会对键合丝施加一定压力,当超声功率开启时,劈刀会带动键合丝在电极表面进行来回摩擦。在负载的影响下,键合丝吸收超声能量,促使键合丝与焊盘表面产生塑性形变。与此同时,超声能够破除表面的氧化膜,使洁净的表面得以显露,让两个纯粹的金属面紧密贴合,借助原子间的引力实现键合。
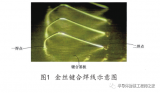
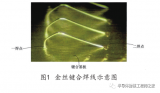
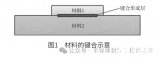
金丝键合主要涵盖烧球、第一点键合、拉弧、第二点键合以及拉断尾线这五个流程,图1展示了金丝键合的主要参数与键合丝之间的对应关系。图中,BITS(Bond Integrity Test System)指的是键合完整性测试系统。
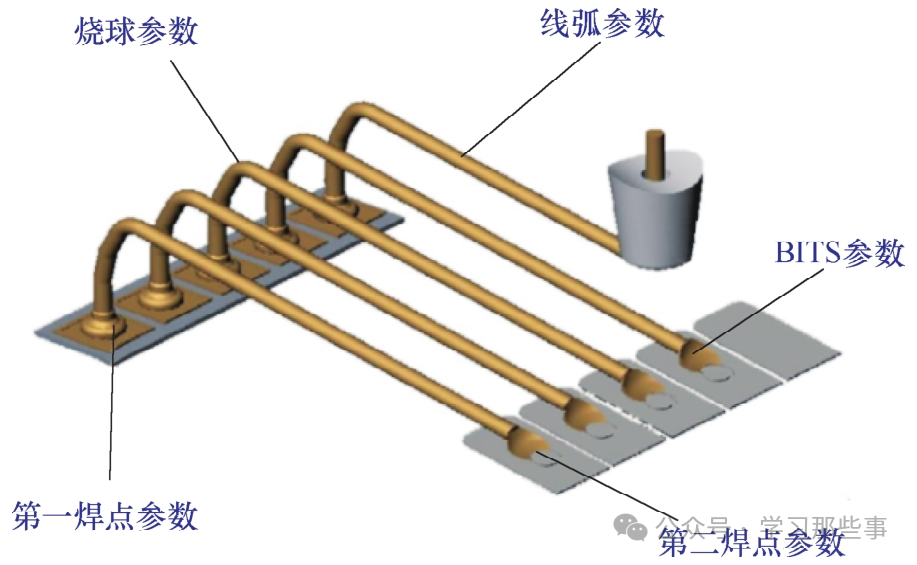
图 1 :金丝键合的主要参数与键合丝之间的对应关系
2. 第一点键合
在进行第一点键合之前,首先要完成自由空气球(Free Air Ball,FAB)的烧制。如今的金丝键合机,大多借助电子打火(Electrical Flame-Of,EFO)系统将金丝末端熔化为一个金球。放电距离以及放电参数会决定金球的大小与形状。烧球完成后,金球在劈刀的带动下向下移动,与此同时,线夹打开,使金球紧紧贴近劈刀孔内的斜面,为开启第一点键合做好准备。
图2呈现的是金丝键合的第一点键合工艺过程。第一点键合启动时,劈刀带动金球不断下降,直至金球与焊盘相接触。劈刀下降的这一过程可分为两个阶段:起初是高速运动,当达到快要与焊盘接触的高度(一般称作搜索高度,属于预设参数)时,速度会变为一个极慢的常数(10^-2^m/s级);随后,劈刀将金球按压在焊盘上。在劈刀下降冲击以及压力的双重作用下,实际的FAB直径也会发生改变。当FAB与焊盘接触时,第一键合点开始逐步形成,劈刀运用一定的键合力以及持续一定时间的超声能量,将FAB压在焊盘上,金球被压扁,从而形成变形球(Mashed Ball,MB),第一键合点就此成型。
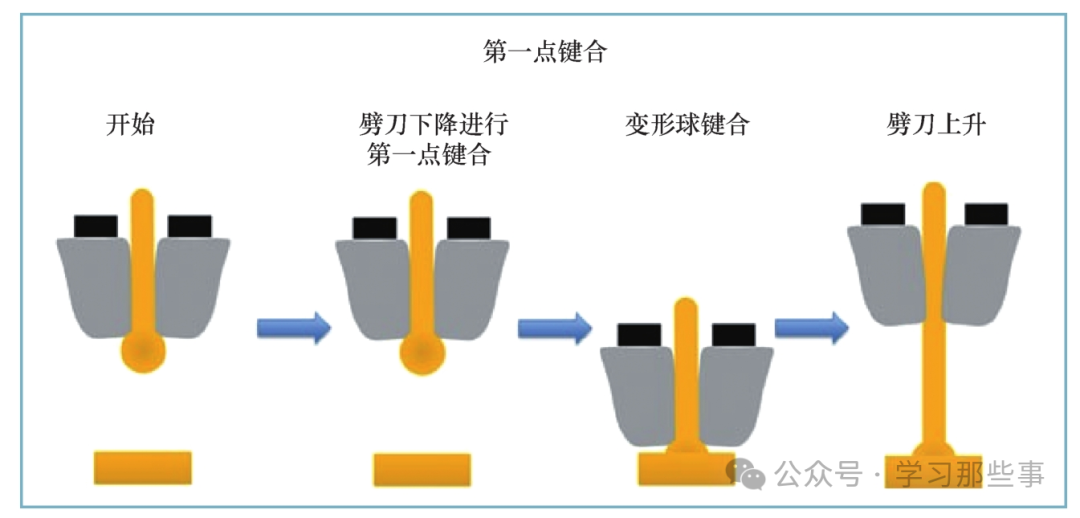
图2:金丝键合的第一点键合工艺过程
依据键合原理,第一点键合过程可细分为3个阶段,如图3所示。在第一阶段,初始的FAB发生变形,并且其表面被清理干净。到了第二阶段,变形与清理仍在持续,FAB在键合界面上产生滑动,一些微观焊接区域开始形成。在最后阶段,微观焊接区域转变为微观焊点,FAB/焊点被稳固地固定在键合界面上。键合超声与压力加速了原子扩散,使FAB软化并塑形,最终形成焊点。实际上,这三个过程的起始与结束很难做到精确区分,尤其是第二和第三个阶段,从滑移到粘连的转变较为模糊。有研究文献指出,可将劈刀下降冲击阶段视作第一阶段,焊球与焊盘接触为第二阶段,超声键合则是第三阶段。
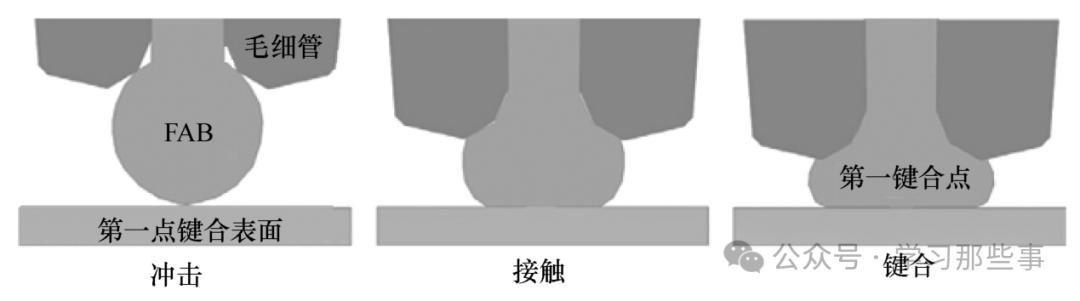
图3:第一键合点形成的三个阶段
第一点键合完成后,劈刀向上抬起,紧接着向第二点键合位置移动,形成线弧,进而为第二点键合做好准备。
3. 第二点键合
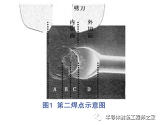
图4展示了金丝键合的第二点键合及后续工艺过程。当劈刀移动至第二键合点焊盘上方时,第二点键合便正式启动。劈刀开始下降,来自劈刀的引线突出部分率先与焊盘表面接触,随后超声振动通过劈刀施加,以此完成第二点键合。由于第二键合点的形状特征,它也被称作月牙键、鱼尾键或者鱼尾楔焊等。完成第二点键合后,当劈刀抬起至预先设定的尾线长度时,线夹随即关闭,接着劈刀和线夹继续向上运动,将线拉断。
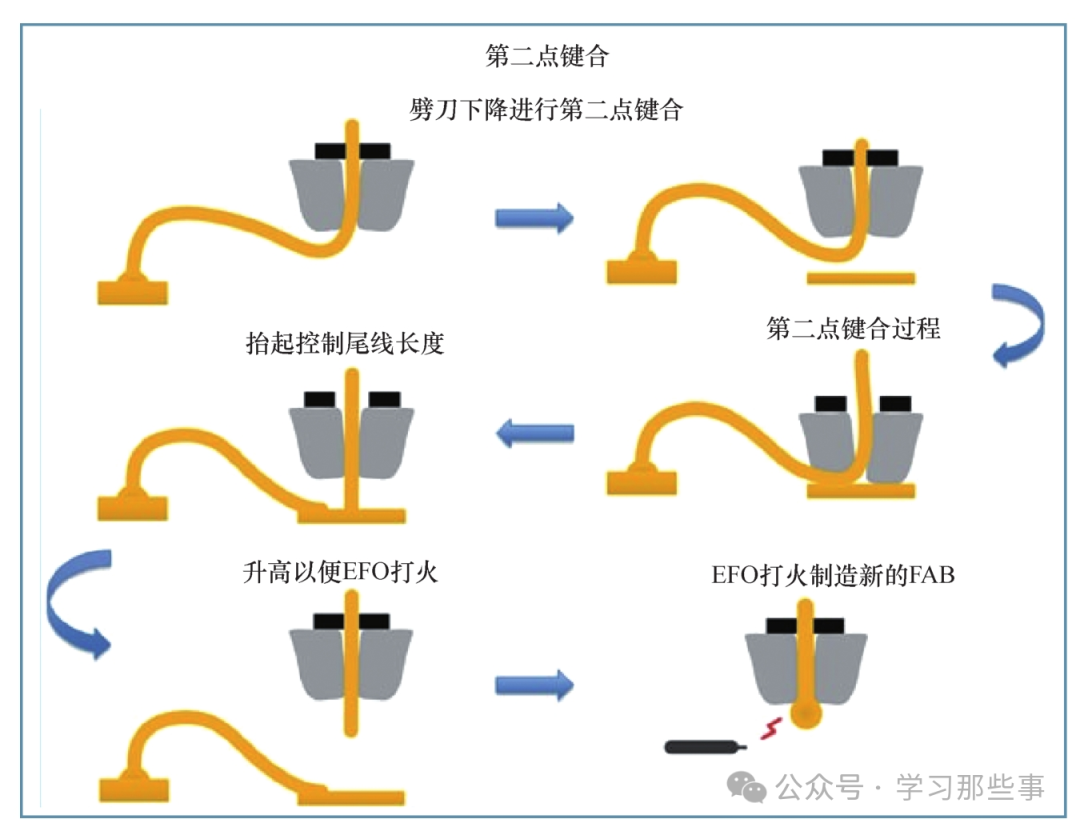
图4:金丝键合的第二点键合及后续工艺过程
在第二点键合结束后,劈刀继续上升,同时将金丝高度大幅降低,以便打火杆能够制造另一个自由空气球(FAB),至此键合机便准备好进入新一轮的键合循环。
4. 劈刀运动
在金丝键合的循环进程中,劈刀的位置高度和运动速度处于不断变化的状态,具体如图5所示。
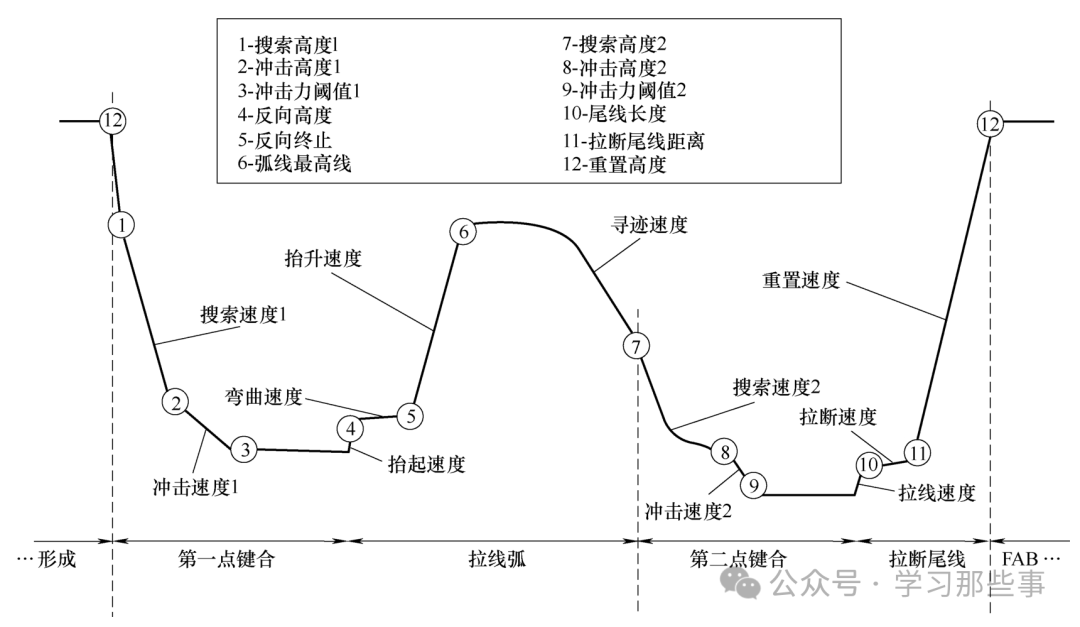
图5:键合循环中劈刀高度位置和运动速度图
过程⑫既是循环的起始,也是循环的终结,此为FAB的形成阶段。在此阶段,劈刀的高度和速度保持恒定,由打火杆负责完成金丝尾线的烧球操作。
过程①-③属于第一点键合阶段,劈刀完成从第一键合点上方下降,并与焊盘冲击接触的过程。劈刀从烧球高度下降至搜索高度,最后在接近焊盘的过程中,接近速度逐渐减慢,直至变形球(MB)与焊盘实现良好接触,完成第一点超声键合。
过程④-⑥是劈刀牵引金丝完成拉弧线的过程。劈刀首先垂直抬起,使劈刀头的内、外切面与焊球分离。随后,为形成有效的线弧高度,先朝着与第二键合点相反的方向水平拉线,再垂直抬升至设定线弧参数的最高点,达到最高点后,朝着第二键合点移动,直至其上方区域。
过程⑦-⑨阶段,劈刀搜索第二键合点焊盘并下降,待金丝与焊盘实现良好接触后,完成第二点超声键合。
过程⑩-⑪为拉断尾线阶段,劈刀与线夹协同配合,拉断尾线,形成鱼尾状的第二键合点,随后劈刀带着尾线上升,准备开启新一轮的键合循环。
关键参数
影响金丝键合质量的因素繁杂多样,外部因素主要涵盖焊盘基板材质、镀层厚度、镀层质量以及劈刀状态等,而关键工艺参数则包括超声功率、键合压力、键合时间、键合温度等。
1.超声功率
超声功率在键合焊点变形以及与焊盘的结合过程中起着主导性作用,对键合外观和质量的影响最为显著。若功率过小,会致使键合点变形不充分,无法形成牢固的键合;而功率过大,则会造成键合点变形过度、根部变薄,容易引发断裂,甚至出现键合塌陷或焊盘破裂等问题。
有研究人员以直径25μm的金丝作为试验对象,深入分析了超声功率与键合强度之间的关联,具体如图6所示。研究表明,一般在陶瓷基板上,直径25μm金丝键合时,相对超声功率通常控制在9%-20%的区间范围内,如此便能获得较为理想的键合强度数值。
需要留意的是,通常全自动键合机能够直接设定所需的超声电流或者超声电压,而大部分手动键合机和半自动键合机则是通过设定输出功率占最大输出功率的百分比来调控键合功率。
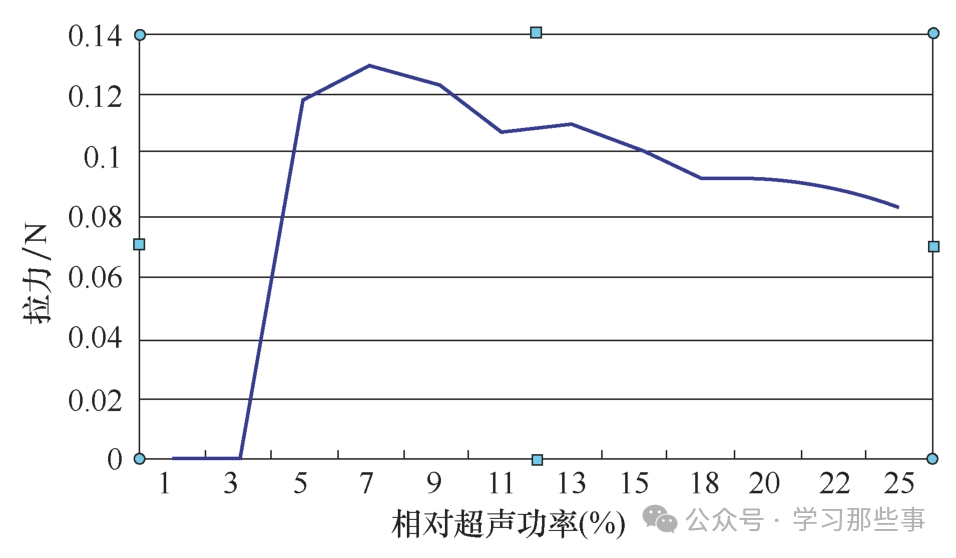
图6:超声功率与键合强度关系
2. 键合压力
压力是超声键合不可或缺的条件,其作用在于促使金丝与焊盘紧密接触。压力对键合点的形貌(主要体现为宽度)有着重要影响。倘若压力过大,金丝变形程度加剧,可能会切断金丝,或者破坏焊盘金属化层,进而导致焊接不可靠;而压力过小,劈刀就无法稳固地压住金丝,超声功率也就无法有效地传递至金丝与电极金属化层的交界面,致使金丝与焊盘之间无法产生相对摩擦。
同时,压力与功率虽是两个相互独立的参数,但彼此之间存在相互影响。具体而言,劈刀、键合丝、焊盘三者之间的界面运动可分为两个阶段:首先,劈刀带动键合丝在焊盘表面摩擦,逐步构建起键合丝与焊盘之间的界面连接,并最终趋于稳定;随后,键合丝与劈刀开始出现相对运动,焊点上端的形貌得以形成。当压力增大时,键合丝与焊盘界面的摩擦力随之增加,这相当于增大了超声运动的阻力,也就等同于减小了超声功率。
通过对直径25μm金丝的试验研究发现,当压力极小时,无法实现键合;当压力达到一定程度后,键合丝和焊点的形貌均能满足要求,同时键合强度会随着压力的增加而显著提升;当键合强度达到最大值后,若继续增大压力,键合强度则趋于平稳,如图7所示。
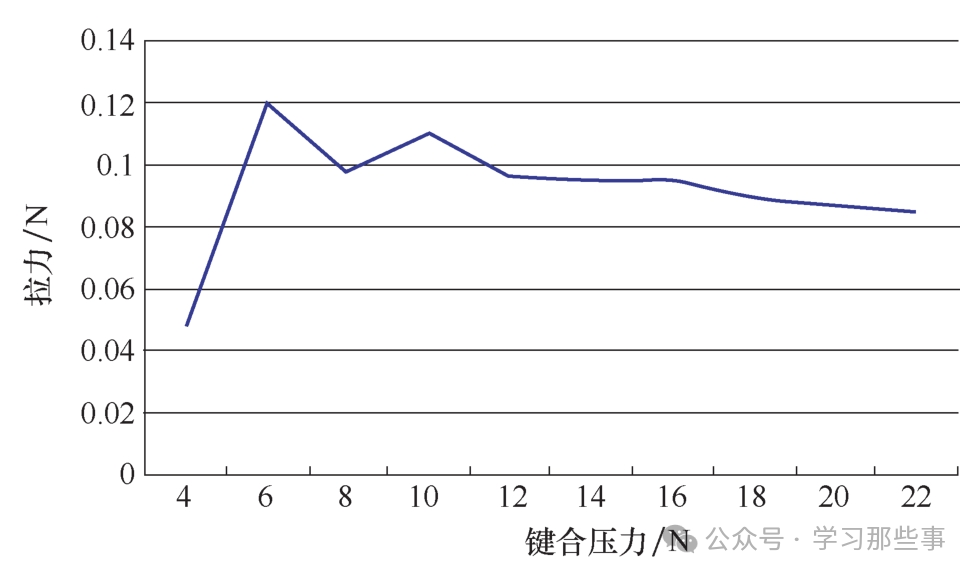
图7:压力与键合强度关系
3. 键合时间
键合时间与超声功率作用于焊盘上的总能量密切相关,通常以毫秒为单位计量。一般情况下,键合时间越长,金丝的变形就越严重,键合点的结合面积越大,界面强度会增强,但颈缩部位的强度会降低;若键合时间过短,超声能量施加不足,焊盘表面的氧化层难以被破除,洁净的金属表面不易露出,从而导致键合强度过低。
研究人员继续采用相对超声功率设定为20%、键合压力设定为0.18N的参数,使用直径25μm金丝开展超声时间与键合强度关系的试验。结果显示,当键合时间极小时,键合难以达成。随着键合时间的增加,键合强度大幅上升。当键合强度达到最大值时,观察键合丝和焊点的形貌,均符合要求。随着键合时间进一步增加,键合强度趋于平缓,如图8所示。
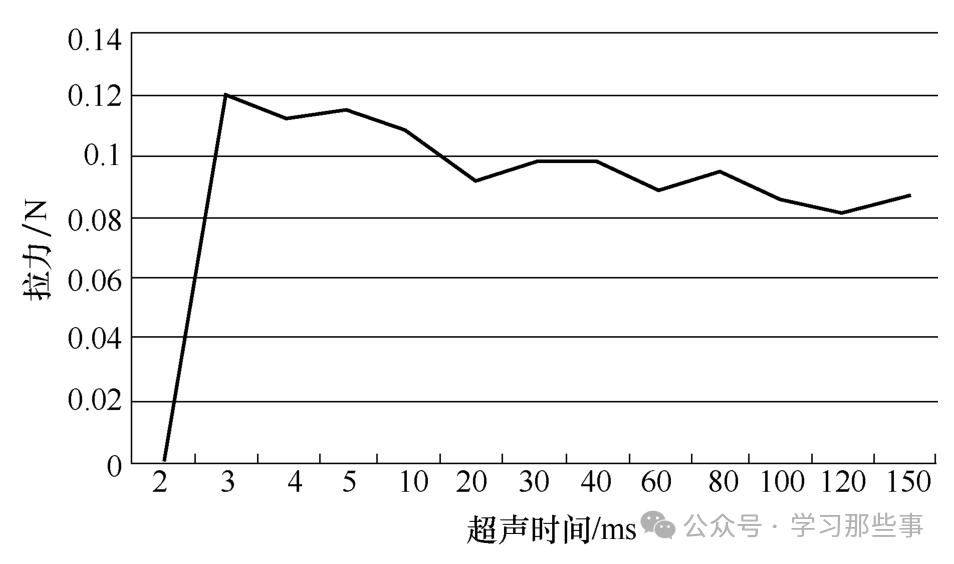
图8:超声时间与键合强度关系
4. 键合温度
有资料表明,对于键合焊点的形成,键合温度的影响比超声能量更为显著。加热能够为键合位置提供额外的能量,所以,键合温度越高,形成键合所需的超声能量就越低,这使得引线键合拥有了更为宽泛的工艺窗口,如图9所示。正确的加热方式能够增强焊点处金属原子的活性,有利于微观塑性变形,进而提高焊点的键合强度。同时,提高键合温度,键合反应速率会加快,完成键合所需的时间也就越短。
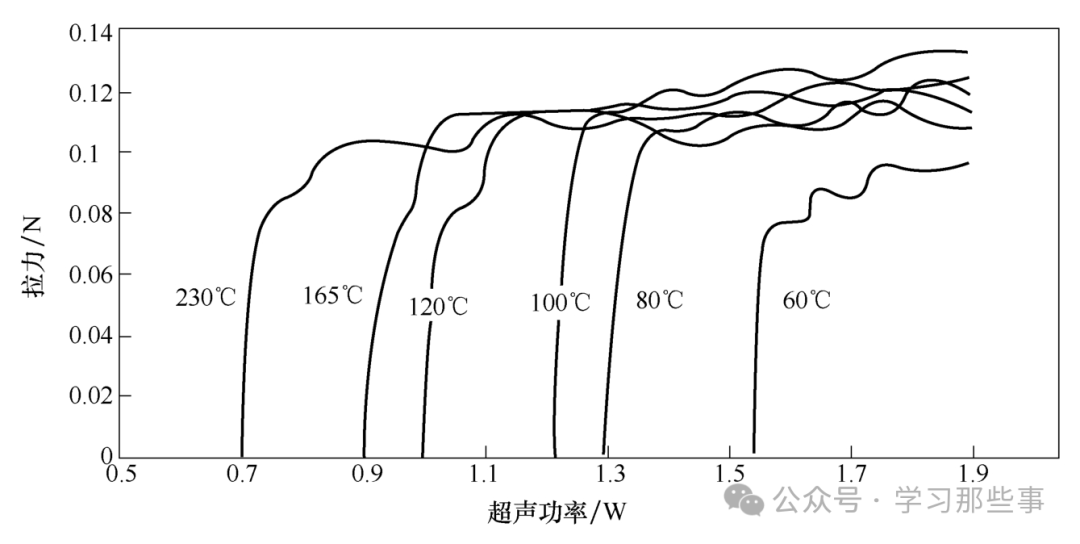
图9:金丝在铝金属层上热超声键合工艺窗口
-
工艺
+关注
关注
4文章
708浏览量
30120 -
参数
+关注
关注
11文章
1868浏览量
33769 -
键合
+关注
关注
0文章
87浏览量
8241
原文标题:金丝键合
文章出处:【微信号:bdtdsj,微信公众号:中科院半导体所】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
有偿求助本科毕业设计指导|引线键合|封装工艺
陶瓷基板上自动键合各参数对键合形貌的影响研究
微波组件细间距金丝键合工艺的可靠性分析
金丝键合第二焊点补球工艺的可靠性分析

金丝键合工艺温度研究:揭秘键合质量的奥秘!

推拉力测试仪:金丝球键合工艺优化的“神器”






 工商网监
工商网监
评论