 Poly-SE选择性多晶硅钝化触点在n-TOPCon电池中的应用
Poly-SE选择性多晶硅钝化触点在n-TOPCon电池中的应用

Poly-SEs技术通过在电池的正面和背面形成具有选择性的多晶硅层,有效降低了电池的寄生吸收和接触电阻,同时提供了优异的电流收集能力。在n型TOPCon太阳能电池中,Poly-SEs的应用尤为重要,因为它们能够在保持低复合电流密度(J0)和低接触电阻(ρc)的同时,实现对光生载流子的高效收集,这对于提高电池的整体性能至关重要。美能在线Poly膜厚测试仪对于控制和优化Poly-SEs结构中的多晶硅层厚度至关重要,因为Poly层的厚度直接影响电池的电学性能和效率。Poly-SEs的n-TOPCon电池制备
采用 182mm×182mm n 型直拉硅(Cz-Si)晶片,经碱液(KOH)制绒、氢氟酸(HF)清洗、硼(B)选择性发射极形成、背面抛光、SiO₂和本征非晶硅(a-Si)层沉积、退火、磷硅玻璃(PSG)去除、钝化、金属化等工艺制备 n-TOPCon 电池。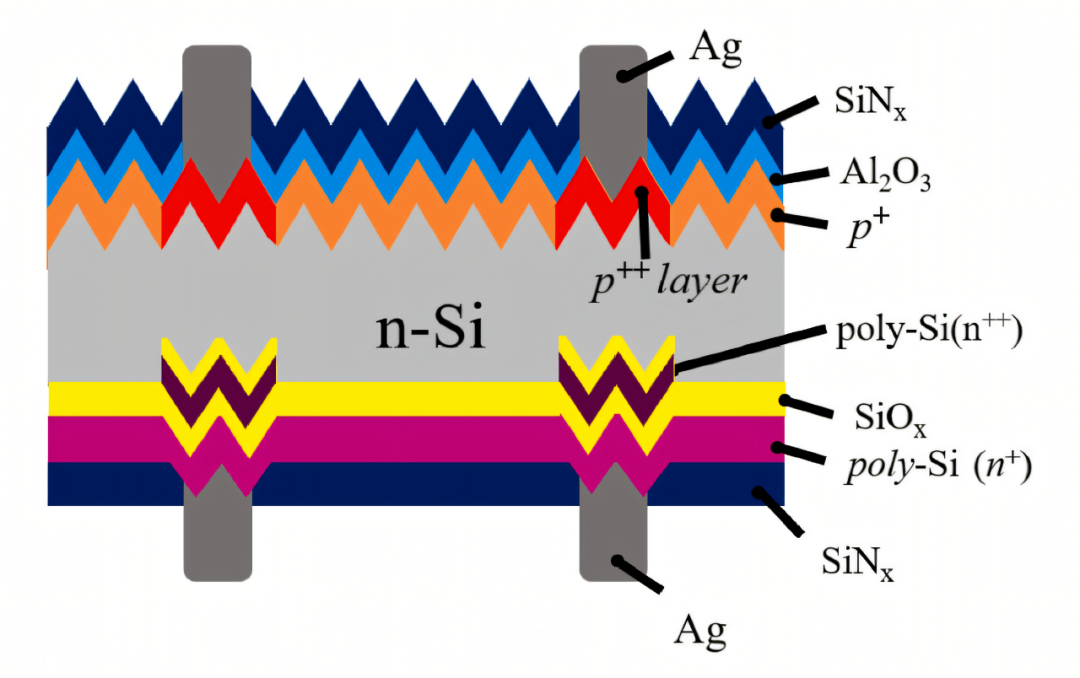
具有选择性多晶硅基钝化触点的 n-TOPCon 太阳能电池
电池结构:展示了n-TOPCon太阳能电池的横截面视图,包括前表面、n型硅基底、SiOx层、n+多晶硅层以及金属化接触。
选择性多晶硅钝化接触(Poly-SEs):图中详细描绘了Poly-SEs的结构,包括n++多晶硅层(重掺杂区域)和n+多晶硅层(轻掺杂区域)。这种结构有助于减少寄生吸收和接触电阻,同时提供更好的电流收集。多晶硅钝化接触工艺参数的影响
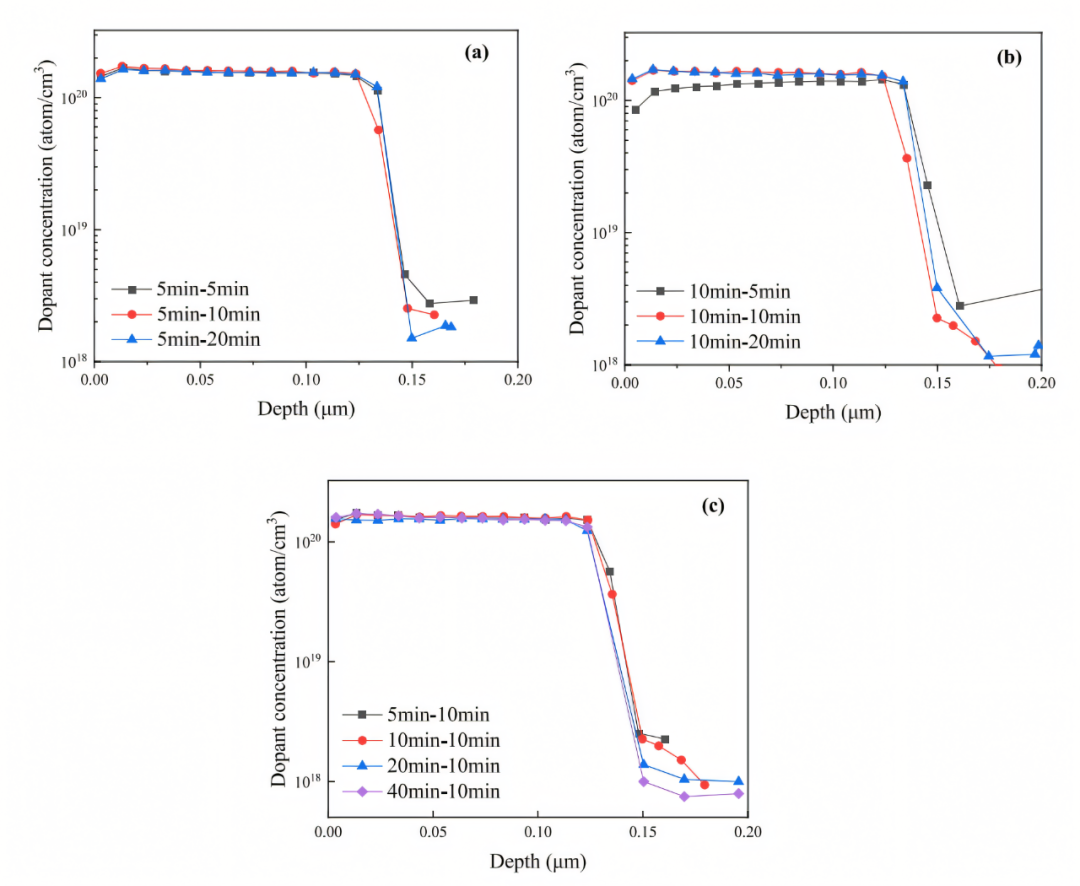
不同工艺条件下SiOx/n+-poly-Si层的ECV剖面图
钝化性能:ECV剖面的形状提供了关于SiOx层钝化质量的信息。一个理想的钝化接触应该具有浅的掺杂剖面和低的表面掺杂浓度,以实现有效的电子传输和低的载流子复合。
工艺优化:通过分析这些ECV剖面,研究人员可以确定最佳的toxidation和tpressure条件,以实现最佳的电池性能。
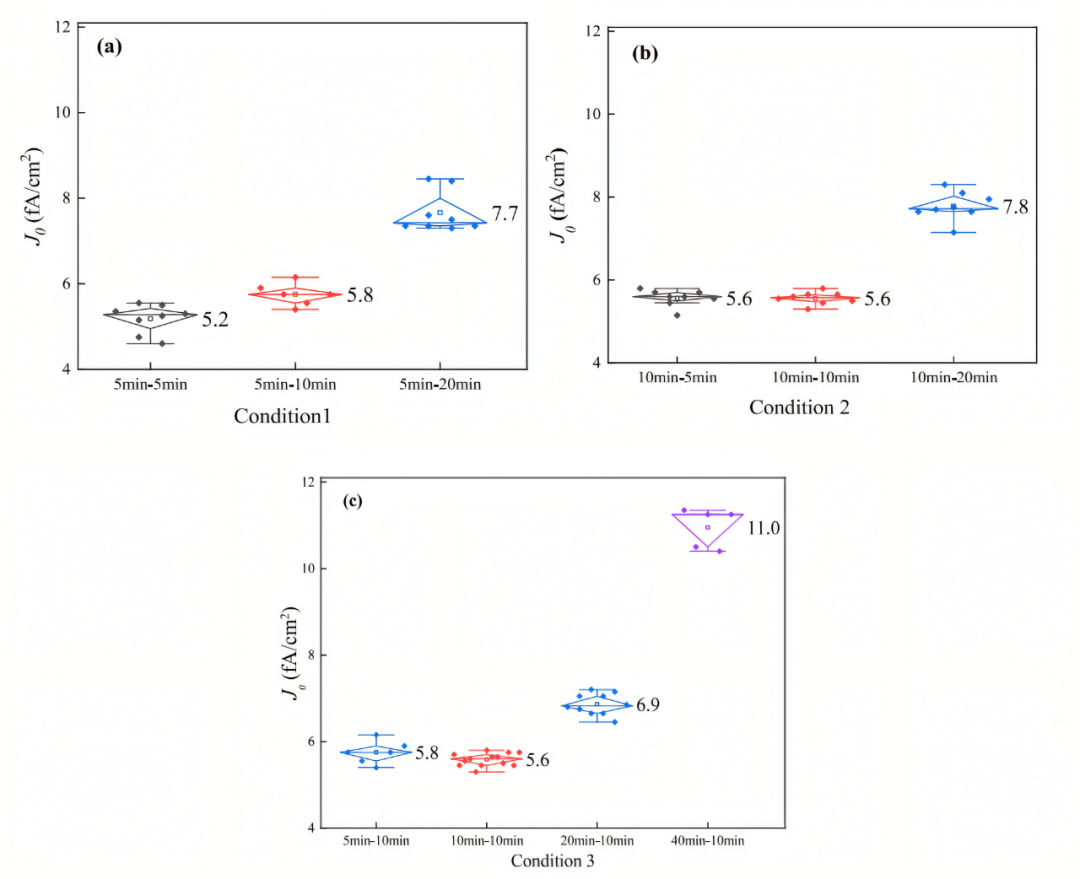
不同工艺参数下SiOx/n+-poly-si层的Jo值
Jo与SiOx层质量的关系:图中的数据揭示了Jo与SiOx层质量之间的相关性。较高的Jo值可能指示较差的钝化效果,而较低的Jo值可能与较好的钝化效果相关。
工艺参数优化:通过分析Jo的变化,可以确定最佳的toxidation和tpressure条件,以实现最佳的电池性能。这些参数的优化有助于实现更低的载流子复合,从而提高电池的效率。
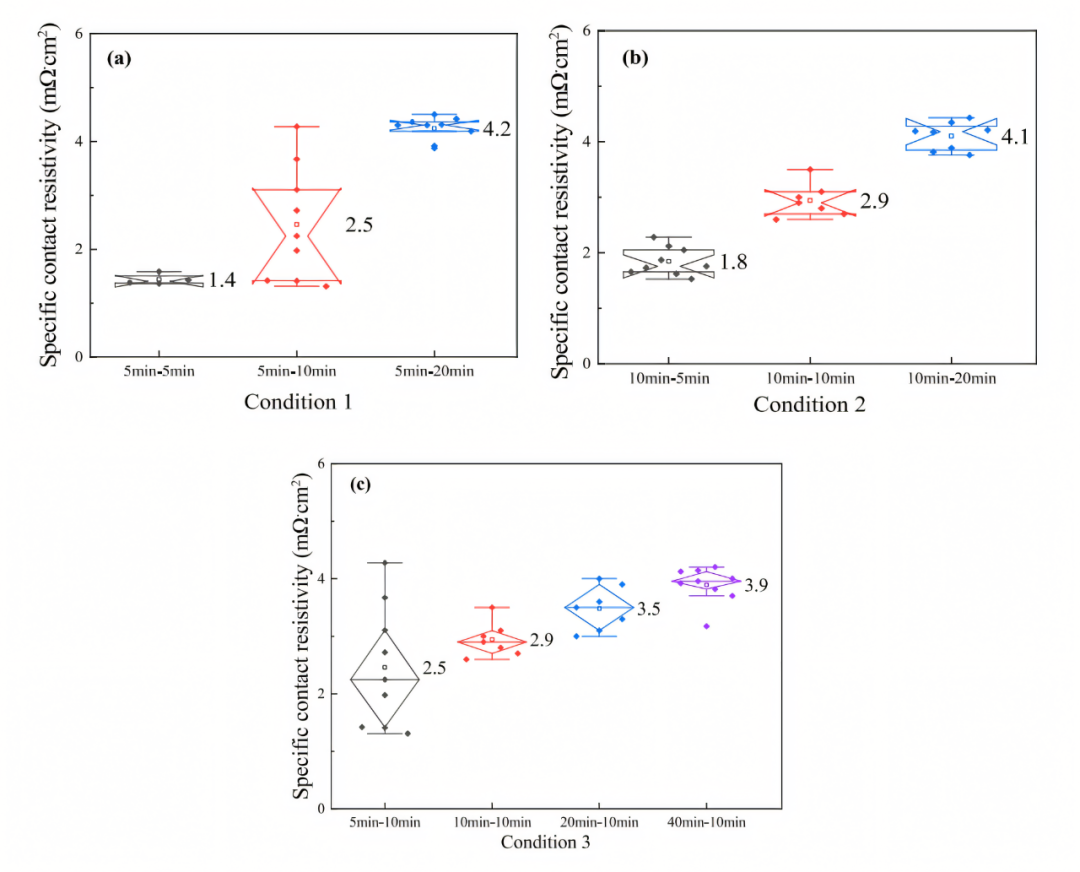
不同工艺参数下SiOx/n+-poly-Si层的接触电阻变化
ρₑ与SiOx层质量的关系:较高的ρₑ值可能指示较差的钝化效果和较高的载流子复合,而较低的ρₑ值可能与较好的钝化效果相关。
工艺参数优化:通过分析ρₑ的变化,可以确定最佳的toxidation和tpressure条件,以实现最佳的电池性能。这些参数的优化有助于实现更低的接触电阻,从而提高电池的填充因子(FF)和效率。磷掺杂多晶硅层工艺参数影响
制备三组SiOx/a-Si层样品
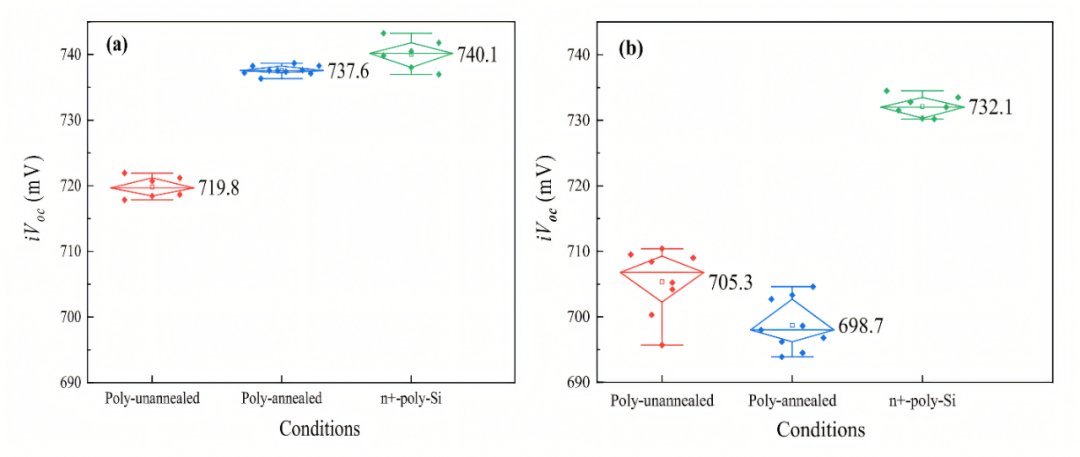
三组样品SiO/a-si层的平均iVoc
退火和磷掺杂影响:研究 SiOₓ/a-Si 层在不同处理后的 iVoc 值,发现退火或磷掺杂可释放氢原子钝化缺陷,但高温下多晶硅退火样品 iVoc 值下降大,磷掺杂样品变化小,选择 n⁺- 多晶硅层用于当前高温工艺。工艺参数对P掺杂多晶硅层的影响
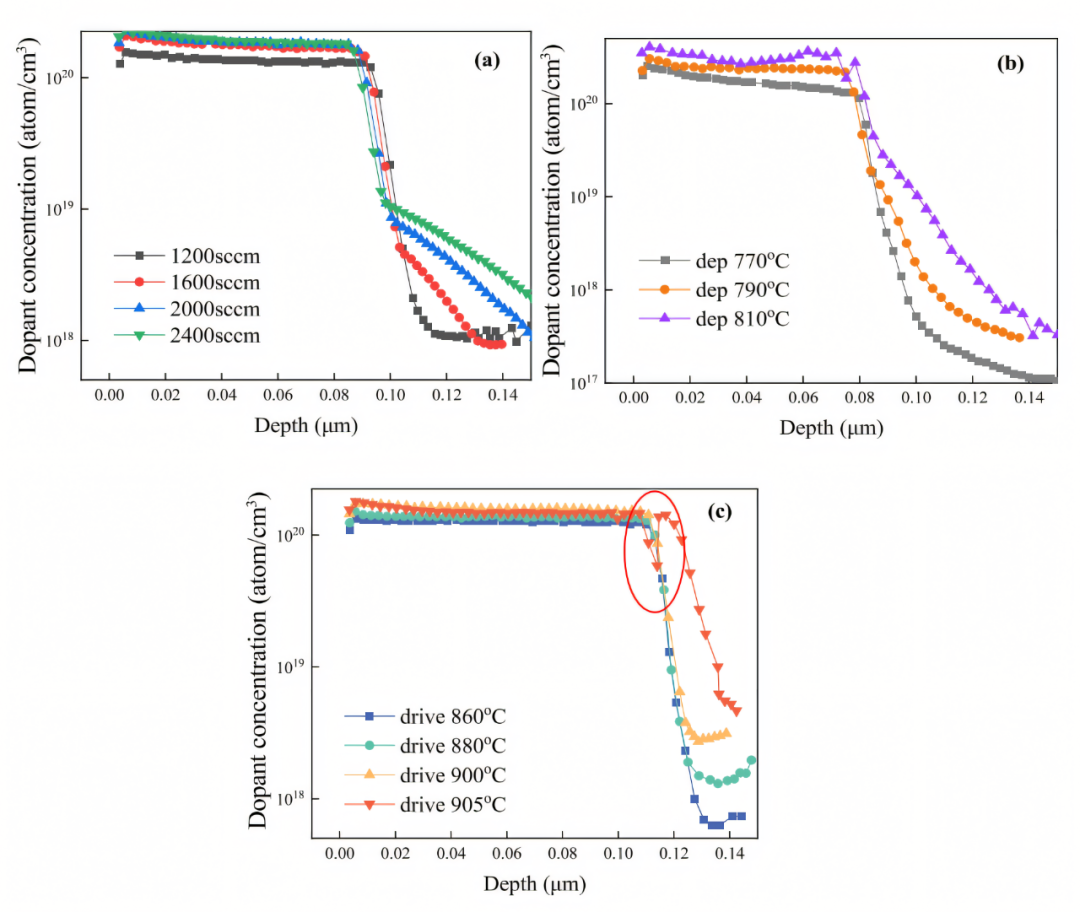
n+-poly-Si层在不同工艺参数下的ECV剖面
工艺温度主导影响:工艺温度(T_dep 和 T_drive-in)对 n⁺- 多晶硅层掺杂剂分布的影响比 POCl₃载气流量(G_POCl₃)更为显著,G_POCl₃敏感性较低。
T_dep 与表面浓度关系:沉积温度(T_dep)升高会使更多掺杂剂扩散进入多晶硅层,从而显著影响多晶硅层表面浓度。
T_drive-in 与钝化性能关系:驱入温度(T_drive-in)主要影响多晶硅层 “膝形” 曲线尾部,过高的 T_drive-in(如 905°C)会破坏 SiO₂层质量,导致磷扩散进入 SiO₂层,降低钝化性能,影响电池性能。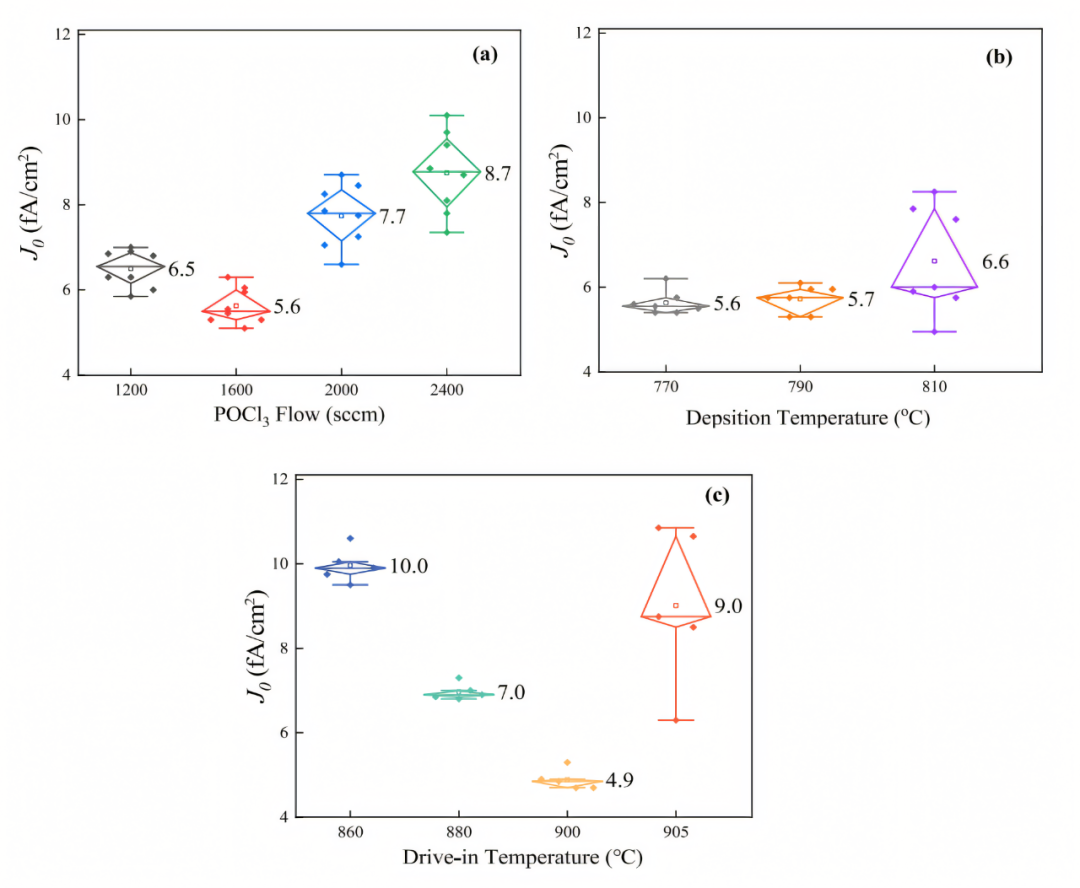
不同工艺参数下n+-poly-Si层的Jo值变化
驱动温度影响最大:在三种工艺参数中,驱入温度(T_drive-in)对Jo值影响最大,其次是 POCl₃载气流量(G_POCl₃),沉积温度(T_dep)影响相对较小。
化学钝化主导影响:T_drive-in对Jo的影响主要与高温下磷扩散进入硅引起的SiO₂层化学钝化有关,同时掺杂浓度引起的场效应钝化也对Jo有影响,这表明在优化 n-TOPCon 太阳能电池工艺时,以实现良好的钝化效果,降低Jo值,提高电池性能。
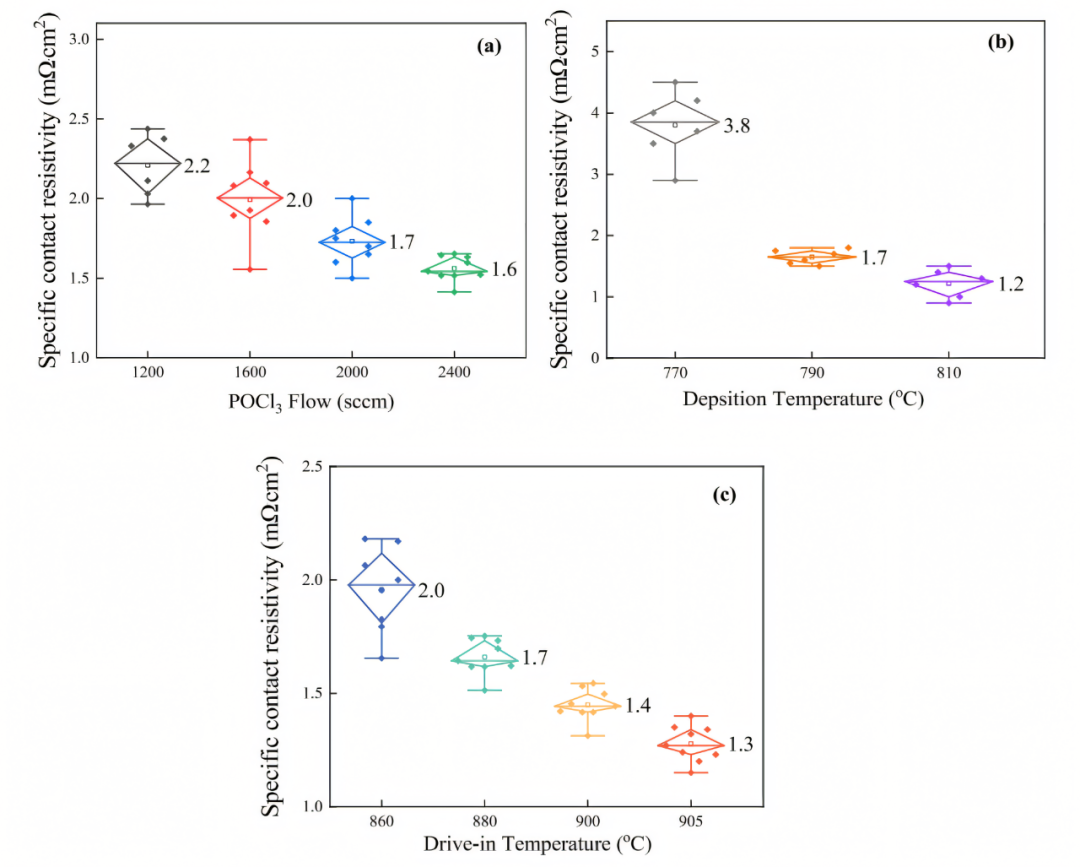
不同工艺参数下n+-poly-Si层的接触电阻变化
在三种工艺参数中,沉积温度(T_dep)对 ρₑ的影响最大,其次是驱入温度(T_drive-in),POCl₃载气流量(G_POCl₃)影响相对最小;ρₑ的变化与总掺杂水平密切相关。
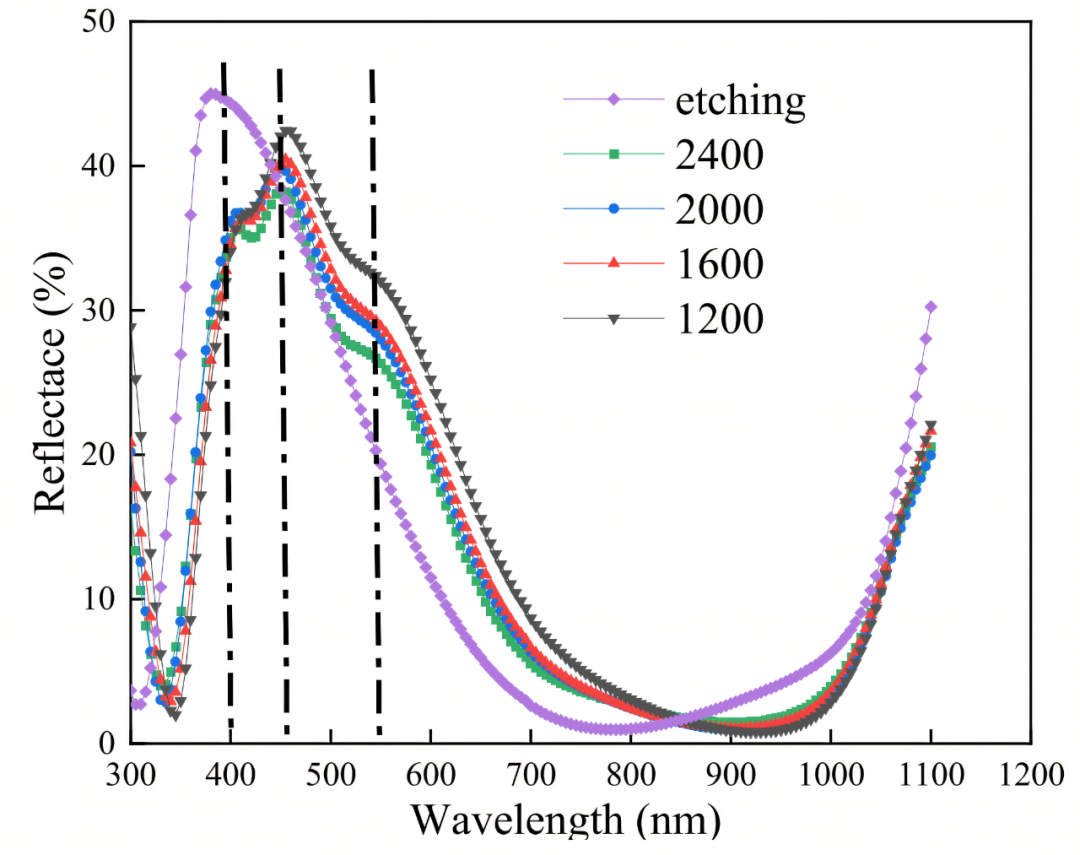
不同POCl₃-N2载气流量下的光学反射率
有无多晶硅层对比:蚀刻表面无 n⁺- 多晶硅层时,反射率曲线在约400nm处仅有一个峰值,反射率达到 45%;而有n⁺- 多晶硅层的样品在450nm和550nm处有两个峰值,且在450-800nm波长范围内R值小于蚀刻表面。
G_POCl₃影响:当 G_POCl₃从2400 sccm降低到1200 sccm时,反射率增加,这意味着较低的 G_POCl₃会导致更高的反射率。选择性多晶硅钝化接触研究
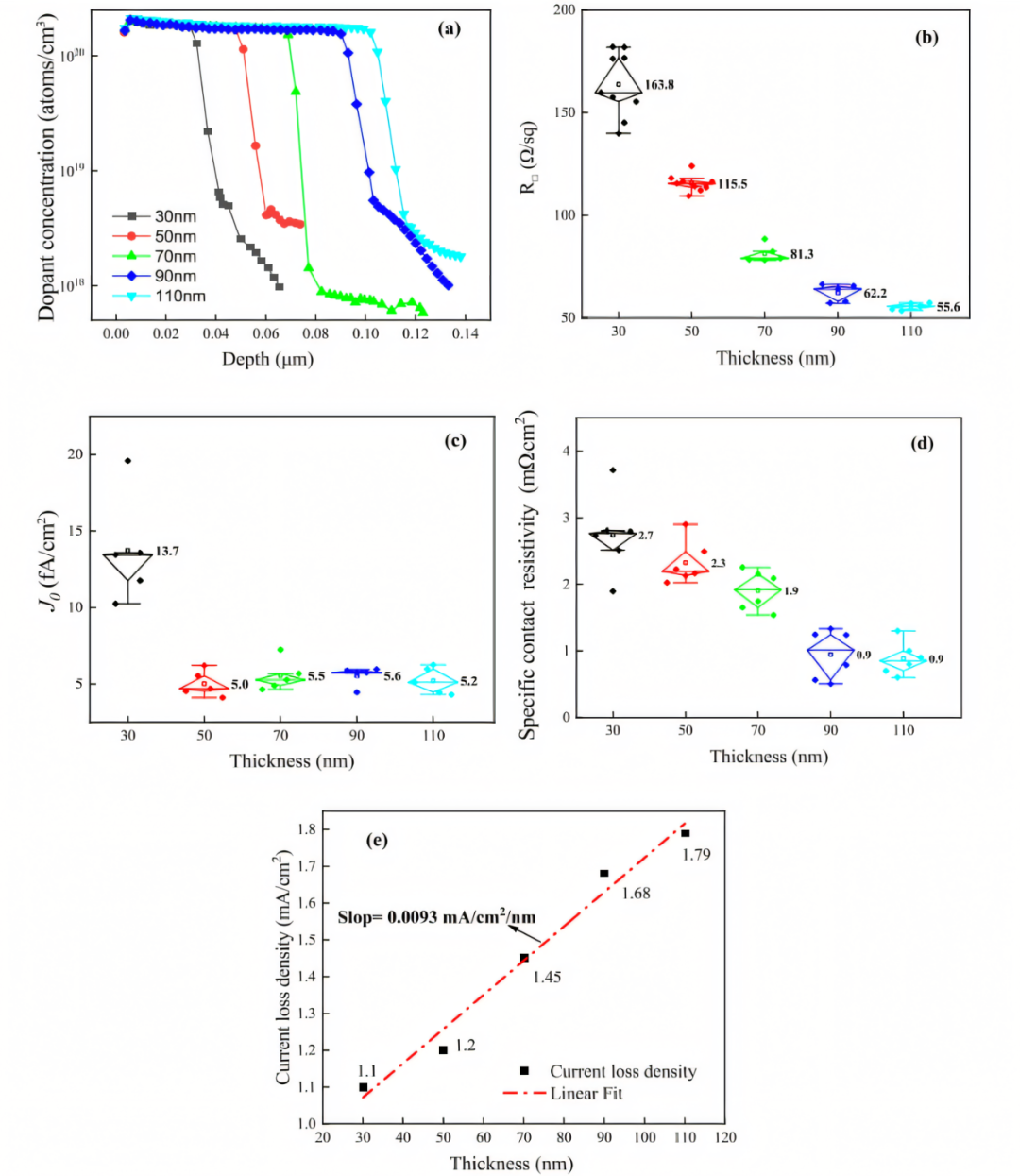 不同条件下的ECV剖面、方块电阻、Jo、ρₑ以及近红外寄生吸收电流损失密度
不同条件下的ECV剖面、方块电阻、Jo、ρₑ以及近红外寄生吸收电流损失密度
制备不同厚度 n⁺- 多晶硅层,分析其性能,发现厚度减小,片电阻增加,ρₑ减小,Jₛ₆每纳米增加约 0.0093mA/cm²,30nm 厚的多晶硅层 J₀值高,可能是界面处浆料尖峰导致。模拟计算不同结构电池参数,制备 Poly-SE 太阳能电池(n⁺⁺/n⁺层厚度为 50/110nm)和普通电池(BKM,110nm),Poly-SE 电池 Jₛ₆更高,效率增益 0.12%,Voc 变化可忽略,FF 无优势,与模拟结果基本一致,差异源于电池制造工艺影响。
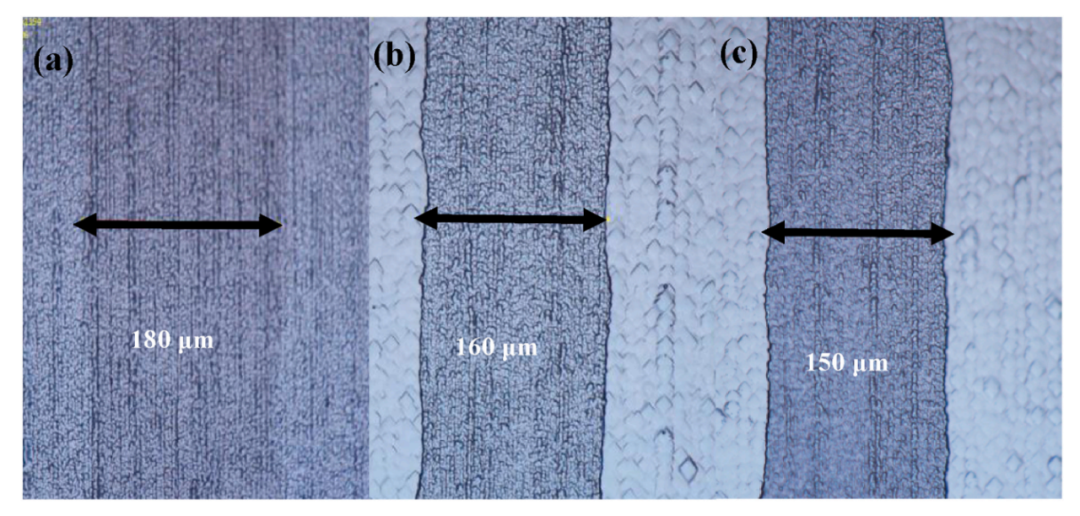
n⁺⁺- 多晶硅层样品在不同处理阶段的掩膜线
通过 3D 打印掩膜技术、抛光和 RCA 清洗等工艺步骤,能够得到相对均匀且边缘清晰的 n⁺⁺- 多晶硅层掩膜线,这证明了这些工艺在制备选择性多晶硅钝化接触(Poly-SE)太阳能电池中的可行性,为实现精确的选择性掺杂提供了保障。电池性能

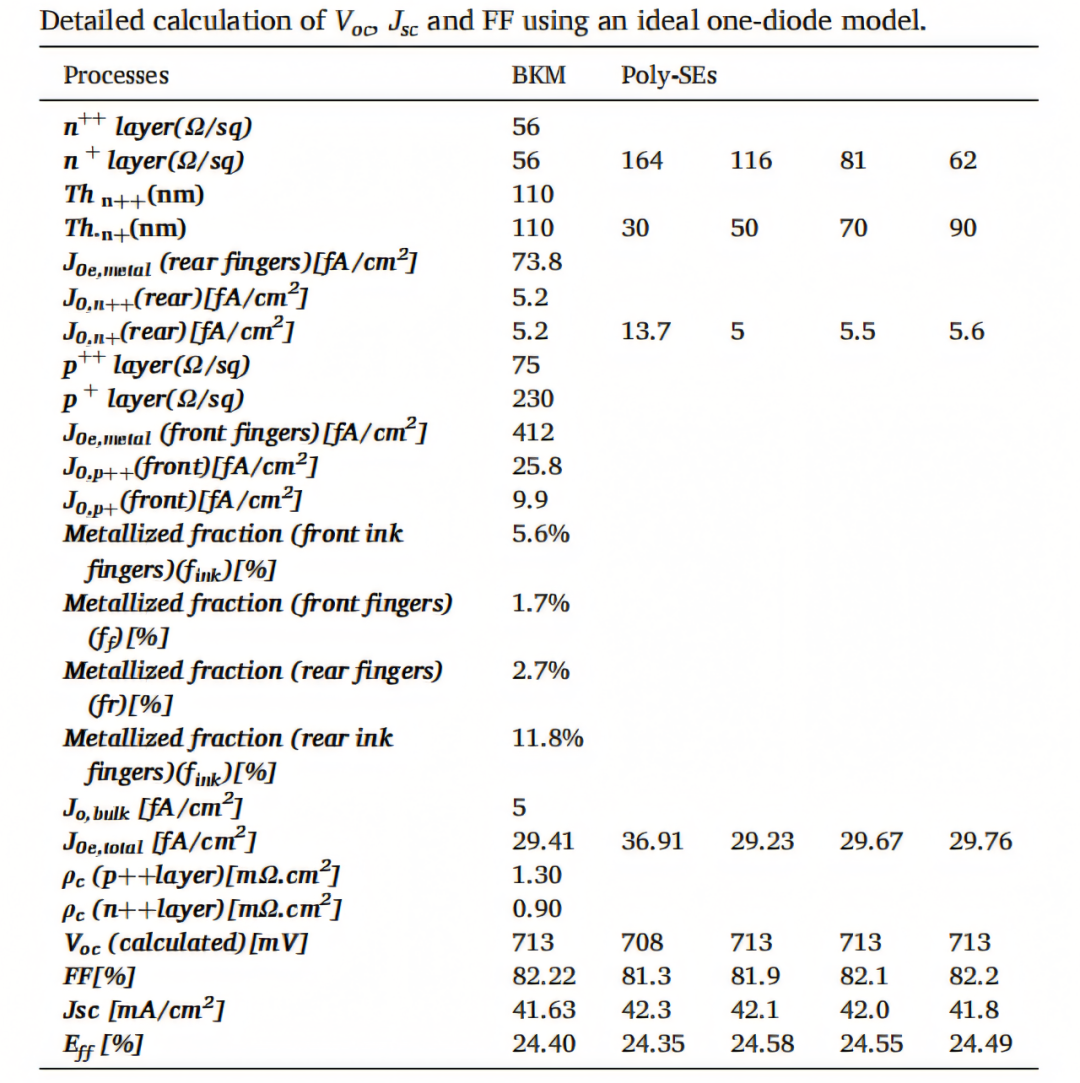
BKM 和 Poly-SE 太阳能电池的 IV参数
Poly-SE 太阳能电池钝化性能未显著提高,iVoc 仅降低 1mV,寿命降低 17μs,与 BKM 相比,Jₛ₆增加 0.28mA/cm²,Voc 略微降低 0.3mV,Rₛ降低但 FF 无优势,最佳电池中 Rₛ和 FF 略有增加,整体效率中值提高 0.12%。失效分析
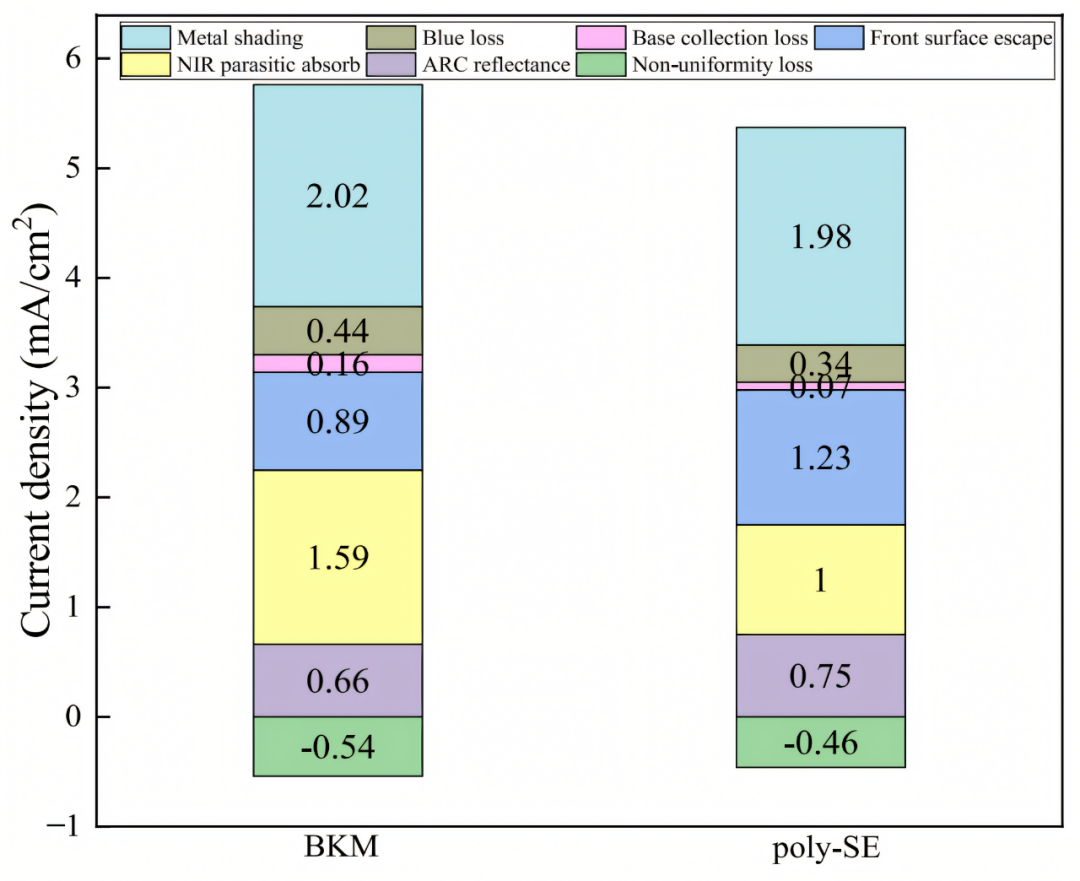
Poly-SE和BKM电池的各项电流损失情况
失效分析:电流损失分析表明,Poly-SE 相对于 BKM 的主要优势是减少近红外(NIR)寄生吸收损失,得益于背面抛光和 n⁺- 多晶硅层厚度薄;劣势是抗反射涂层(ARC)反射率和前表面逃逸损失增加,与抛光过程损坏前表面纹理和增加反射率有关,优化钝化工艺后,工业级 TOPCon 双面电池效率可达 25.4%,Voc 为 721mV,Jₛ₆为 42.2mA/cm²,FF 为 83.5%。
随着对选择性多晶硅钝化接触(Poly-SE)在 n-TOPCon 双面太阳能电池的深入研究,通过系统研究 SiO₂层和磷扩散工艺参数,优化了多晶硅钝化层质量,成功提高了电池转换效率。探索新的钝化材料和工艺,以降低接触电阻率,提高钝化效果,为 n-TOPCon 太阳能电池的大规模应用奠定更坚实基础,推动其在可再生能源领域发挥更大作用。美能在线Poly膜厚测试仪

采用微纳米薄膜光学测量技术,能够实现超广测量范围20nm-2000nm和0.5nm超高重复性精度,可对样品进行快速、自动的5点同步扫描。
- Poly膜厚测试范围20nm-2000nm
- 快速、自动的5点同步扫描
- 非接触、无损测量,零碎片率
24小时自动且不停线校准,保证生产效率
美能Poly在线膜厚测试仪在n型TOPCon太阳能电池的生产过程中,为实现Poly-SEs技术提供了精确的薄膜厚度控制,确保了电池性能的优化和提升。通过这种高精度的在线监控和测试,美能光伏的设备助力光伏行业向更高效、更经济的太阳能电池制造迈进。
原文出处:High-efficiency n-TOPCon bifacial solar cells with selective poly-Si based passivating contacts
*特别声明:「美能光伏」公众号所发布的原创及转载文章,仅用于学术分享和传递光伏行业相关信息。未经授权,不得抄袭、篡改、引用、转载等侵犯本公众号相关权益的行为。内容仅供参考,若有侵权,请及时联系我司进行删除。
-
太阳能电池
+关注
关注
22文章
1292浏览量
73437 -
晶硅
+关注
关注
1文章
57浏览量
23496 -
晶片
+关注
关注
1文章
413浏览量
33011 -
电池
+关注
关注
85文章
11623浏览量
144669
发布评论请先 登录
低温多晶硅,低温多晶硅是什么意思
不同厚度的Poly层对n-TOPCon太阳能电池的效率影响

LPCVD和PECVD制备掺杂多晶硅层中的问题及解决方案
Poly层厚度对N型TOPCon太阳能电池电学性能的影响
理论效率达28.9%,Poly Finger助力TOPCon电池前侧局部钝化接触优化
效率提升0.15-0.2%:双面Poly和Poly Finger技术在TOPCon电池中的创新应用
22.0%效率的突破:前硅多晶硅选择性发射极双面TOPCon电池的制备与优化
基于厚度梯度设计的TOPCon多晶硅指状结构,实现25.28%量产效率突破
TOPCon电池poly-Si层的沉积掺杂工序提效优化
TOPCon电池提效:激光氧化集成TOPCon前表面poly-finger接触
PECVD硼发射极与poly-Si钝化接触共退火,实现高效TOPCon电池



评论