 西门子s7-1500plc开放式以太网通讯方式有哪些特点?
西门子s7-1500plc开放式以太网通讯方式有哪些特点?

西门子产品众多,应用十分广泛,但是面对种类繁多的说明书,大家可能没有时间深入阅读。天拓四方作为西门子核心合作伙伴,在平时的项目实施中总结出了大量的产品应用经验。如果您有任何问题,欢迎联系我们,在解答中一起交流、学习产品及技术的使用。
西门子S7-1500系列定义的开放式以太网通讯既OPEN IE通信,主要有TCP、ISO-on-TCP、UDP三种通讯方式,他们分别具有如下特点。
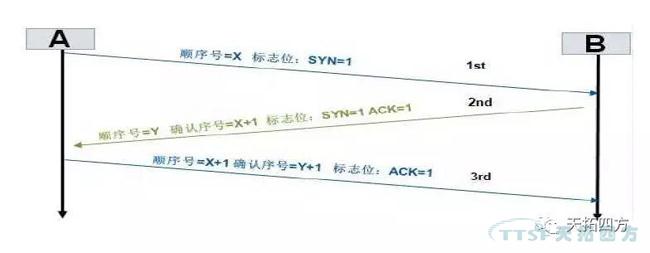
TCP 通讯协议的特点
面向连接的通信协议
通过三次握手建立连接
采用“带重传确认”技术实现传输的可靠性
TCP传输的形式是数据流,发送和接收长度要求一致
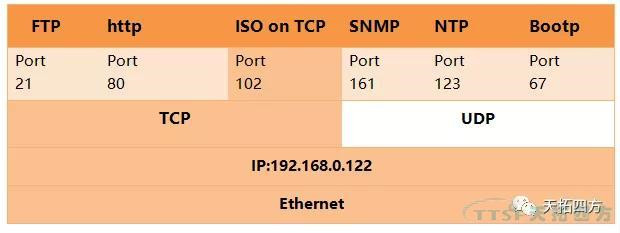
使用端口号进行寻址
适合传输中等到大量的数据
ISO-on-TCP通讯协议的特点
ISO-on-TCP是ISO协议和TCP协议的融合:具有面向消息的数据信息特点,包含数据长度信息。
ISO-on-TCP数据信息以数据报文形式出现:发送端和接收端的数据长度可以不一致。
发送端的长度不能大于接收端的数据报文长度。
适合传输中等到大量的数据。
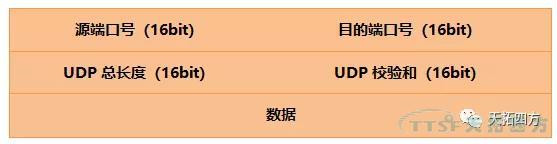
UDP通讯协议的特点
UDP是面向非连接的协议,通讯双方不会发送建立连接的任何信息。
UDP虽然不建立连接,但需要在通信双方调用建立连接功能块或组态注册通讯服务。
UDP不是流式服务,而是以数据报文的方式来传输:消息包含数据长度信息,发送端和接收端的长度可以不一致。
发送端的长度不能大于接收端的数据报文长度。
发送端发送数据后,接收端不发送应答,报文头较短,单位时间内信息吞吐量大,简单快速。
TCP、ISO-on-TCP、UDP三种通讯方式的区别及应用选择对比:

综上所述,西门子S7-1500产品支持的三种开放式数据通讯方式各有特点,在这里给大家做了简单的归纳及汇总,广大同仁可根据各自的功能需求选择合适的通讯方案来完成响应的程序编制工作。另外,如果大家在实际中有任何问题,也欢迎通过官方客服400-696-5700与我们联系,我们会耐心为各位解答。
审核编辑黄宇
-
以太网
+关注
关注
41文章
6188浏览量
181560 -
plc
+关注
关注
5052文章
14806浏览量
488596 -
西门子
+关注
关注
98文章
3374浏览量
120718
发布评论请先 登录
西门子 PLC 赋能橡胶硫化生产:S7-200 与 S7-1500 以太网通讯及 HMI 集成落地
西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
西门子 PLC 跨代融合:S7-400 与 S7-1500 以太网通讯在生活用纸造纸线的实战落地

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子S7-1200和S7-1500 PLC系列模拟量传感器怎么接线

基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操

西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

西门子S7-200与S7-1500PLC以太网通讯在智能仓储系统的集成应用
西门子SMARTS7-200PLC与S7-1500PLC以太网通讯及PPI集成实现分布式IO控制

西门子PLC跨代整合:S7-400与S7-1500以太网通讯在涂装车间的实战应用

西门子S7-200PLC与S7-1500PLC以太网通讯及PPI集成实现能源管理与远程监控
MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例




评论