 更换X型焊钳上的扁平电极臂
更换X型焊钳上的扁平电极臂

如果两根电极臂都必须更换,我们建议您首先更换与旧电极臂对齐的电极臂,然后再更换第二根电极臂。
第 1 步:切断机器人焊钳电流,释放压力并排出气动元件的气体。
第 2 步:关闭冷却水循环。
第 3 步:将带焊钳的机器人移至一个安全的维护位置。
或者分离机器人焊钳与机器人,并将机器人焊钳定位至适合进行维护工作的基架上。
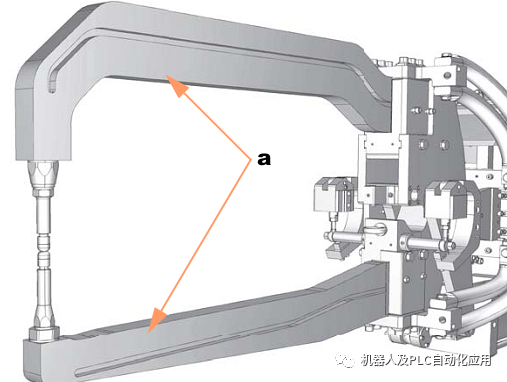
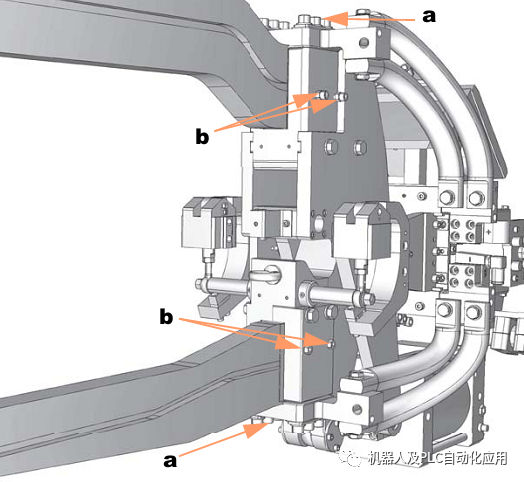
第 4 步:在带扁平电极臂的 X 型焊钳上可更换两根电极臂 (a)。
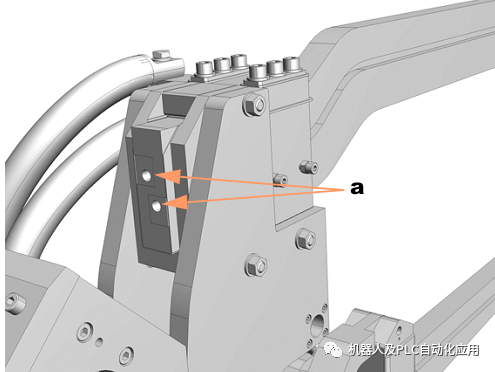
第 5 步:取下电极臂上的冷却水连接 (a)。
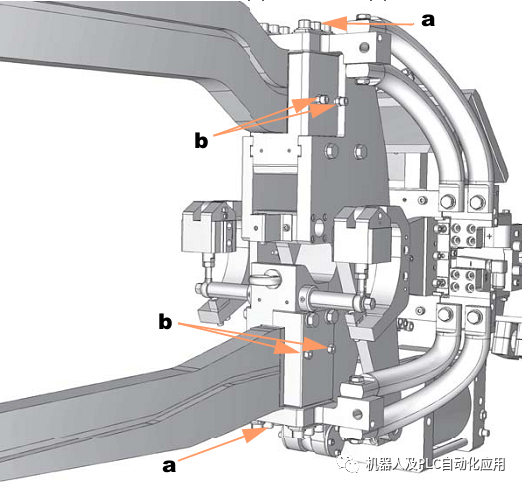
第 6 步:松开需更换电极臂的夹紧螺栓 (a) 和调节螺栓 (b)。
第 7 步:拉出电极臂并装入新电极臂。
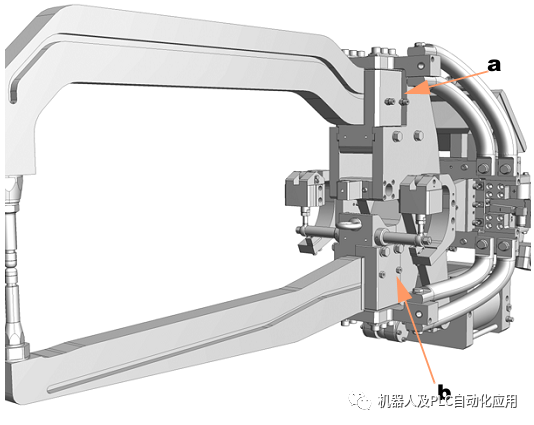
第 8 步:然后即可纵向移动更换后的电极臂。进行侧面对齐时请使用侧面调节螺栓 (a 或 b)。
第 9 步:在夹紧电极臂前要检查所有绝缘件是否损坏。
第 10 步:拧紧更换后电极臂的夹紧螺栓 (a) 和调节螺栓 (b)。
第 11 步:重新接上冷却水软管。
第 12 步:计算 TCP 点。为此要注意焊钳随附资料中的报告和图纸。
电极臂更换完毕
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
电流
+关注
关注
40文章
7227浏览量
141605 -
机器人
+关注
关注
213文章
31450浏览量
223677 -
电极
+关注
关注
5文章
905浏览量
28466 -
TCP
+关注
关注
8文章
1433浏览量
83777 -
焊钳
+关注
关注
0文章
16浏览量
1519
原文标题:更换 X 型焊钳上的扁平电极臂
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
电阻焊设备的电极材料选择
电阻焊设备的电极材料、电极形状和外形尺寸,使电极能够实现良好的冷却,圆锥台形电极头端面被视为是非常好的形状。端面直径要求是为6~8mm,超出8mm就应该及时开展修磨,且焊接时
发表于 04-12 11:06
液压驱动连续型机械臂原理与设计
连续型机械臂是一种新型仿生机械臂,通过模拟象鼻或章鱼触手的运动方式来实现多自由度作业。从1999年提出连续型机械臂的概念以来,国内外研究团队
发表于 03-05 13:48
•0次下载

术中透视C型臂是什么,有哪些作用
术中透视C型臂—顾明思义就是外形酷似C型的机架,由产生X射线的球管,采集图像的平板探测器以及图像处理系统组成,主要功能除了能够得到常规的C型
发表于 06-17 11:18
•1.9w次阅读
KUKA机器人焊钳铣削清零方式
= (!F329 !F322 !F830) + (F830 A786) 计数器清数改为0 KUKA机器人对电极帽更换的清数方式: bin3 ( F64 ) = 1 1号焊钳对应的BOSCH bin3
电伺服焊钳的摆臂铣刀的SG_Background控制
通过后台命令可以使固定焊钳进行异步运动。此时机器人轴可独立于焊钳进行另外的运动。不仅在修磨时可进行异步的焊钳运动,焊接时也同样可以。但这仅适用于无实际工件的测试焊接(例如在检查阻力时)。
FESTO焊钳故障报警分析
这次焊钳的气管接错,没有造成焊钳故障报警,但是在焊钳进行夹紧时出现卡顿现象.在作机器人E1轴移动时报拉拽故障.下面让我们分析一下气路.
对齐X型气动焊钳上的扁平电极臂及更换极臂.
第 3 步:将带焊钳的机器人移至一个安全的维护位置。或者分离机器人焊钳与机器人,并将机器人焊钳定位至适合进行维护工作的基架上。
对齐C型气动焊钳上的圆形电极臂
在对齐固定式电极臂后必须注意要重新计算 TCP 点。在对齐前要注意焊钳随附资料中的报告和图纸。第 1 步:切断机器人焊钳电流,释放压力并排出气动元件的气体。
气伺服焊钳的力超时故障分析
焊钳的压力比例为4.0左右,即主气缸输出4000N左右压力,能使电极帽压力达到1000N左右.这个比例值过大,使得在使用大的焊接压力值时,MPYE产生的压力无法达到焊接压力.
发表于 04-24 09:40
•1378次阅读
更换C型焊钳上的变压器
C-50 焊钳上的变压器 C-8000 焊钳上的变压器 第 1 步:切断机器人焊钳电流,释放压力并排出气动元件的气体。 第 2 步:将

机器人对齐电极臂前的执行步骤
位置 a 固定式电极臂 位置 b 移动式滑动电极 位置 c 驱动电机 位置 d 托架及支撑板,用于手动式快速更换离合器 位置 e 导电带 位置 f 变压器 对齐 C-5000
发表于 09-01 10:32
•1036次阅读




评论