 对齐C型气动焊钳上的圆形电极臂
对齐C型气动焊钳上的圆形电极臂

在对齐固定式电极臂后必须注意要重新计算 TCP 点。
在对齐前要注意焊钳随附资料中的报告和图纸。
第 1 步:切断机器人焊钳电流,释放压力并排出气动元件的气体。
第 2 步:关闭冷却水循环。
第 3 步:将带焊钳的机器人移至一个安全的维护位置。
或者分离机器人焊钳与机器人,并将机器人焊钳定位至适合进行维护工作的基架上。
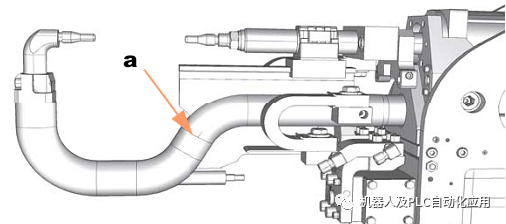
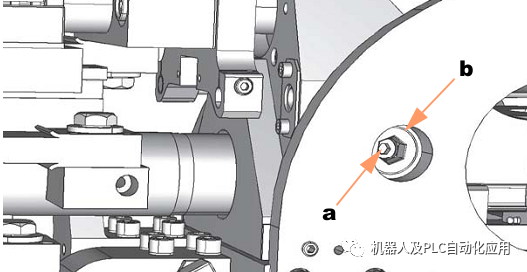
第 4 步:在带圆形电极臂的 C 型焊钳上对齐固定式电极臂 (a)。
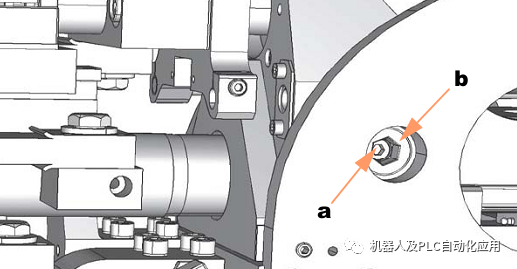
第 5 步:取下两侧的 M8 内固定螺栓 (a)。然后松开固定式电极臂两侧的夹紧螺栓 (b)。

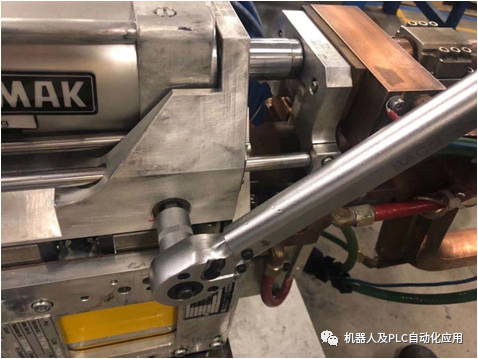
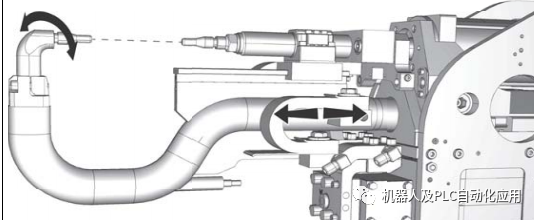
第 6 步:现在您可以小心地扭转电极臂并纵向移动,进行对齐。
第 7 步:在夹紧电极臂前要检查所有绝缘件,确保没有损坏。
必须对齐绝缘套管槽,确保它在钳体的安装位置向下,以避免污物进入。
第 8 步:计算 TCP 点。为此要注意焊钳随附资料中的报告和图纸。
第 9 步:拧紧固定式电极臂两侧的夹紧螺栓 (b)。用固定螺栓 (a) 固定夹紧螺栓。
完成对齐
审核编辑 :李倩
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
机器人
+关注
关注
213文章
31449浏览量
223669 -
电极
+关注
关注
5文章
905浏览量
28466 -
焊钳
+关注
关注
0文章
16浏览量
1519
原文标题:对齐 C 型气动焊钳上的圆形电极臂
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐

如何选择气动V型调节球阀厂家
如今互联网的发展越来越成熟,特别是5G时代的到来,也让我们倍感时代的进步,同时也有越来越多的客户会在网上寻找产品,购买产品,特别是工业品,例如:现在有很多气动V型调节球阀用户想利用互联网可以更
发表于 04-22 14:30
•1174次阅读
关于术中透视C型臂的介绍
术中透视C型臂—顾明思义就是外形酷似C型的机架,由产生X射线的球管,采集图像的平板探测器以及图像处理系统组成,主要功能除了能够得到常规的
发表于 05-08 10:43
•7556次阅读
术中透视C型臂是什么,有哪些作用
术中透视C型臂—顾明思义就是外形酷似C型的机架,由产生X射线的球管,采集图像的平板探测器以及图像处理系统组成,主要功能除了能够得到常规的
发表于 06-17 11:18
•1.9w次阅读
C语言 | 内存对齐01 - 什么是内存对齐
一、前言在单片机下使用C语言编程时,内存对齐的知识点必须掌握。掌握内存对齐后,可以防止内存碎片化,单片机有限的内存被更加有效地使用。二、内存对齐先看如下代码:结构体Test1占用了多少
发表于 01-13 15:18
•0次下载

电伺服焊钳的摆臂铣刀的SG_Background控制
通过后台命令可以使固定焊钳进行异步运动。此时机器人轴可独立于焊钳进行另外的运动。不仅在修磨时可进行异步的焊钳运动,焊接时也同样可以。但这仅适用于无实际工件的测试焊接(例如在检查阻力时)。
FESTO焊钳故障报警分析
这次焊钳的气管接错,没有造成焊钳故障报警,但是在焊钳进行夹紧时出现卡顿现象.在作机器人E1轴移动时报拉拽故障.下面让我们分析一下气路.
对齐X型气动焊钳上的扁平电极臂及更换极臂.
第 3 步:将带焊钳的机器人移至一个安全的维护位置。或者分离机器人焊钳与机器人,并将机器人焊钳定位至适合进行维护工作的基架上。
机器人对齐电极臂前的执行步骤
位置 a 固定式电极臂 位置 b 移动式滑动电极 位置 c 驱动电机 位置 d 托架及支撑板,用于手动式快速更换离合器 位置 e 导电带 位置 f 变压器
发表于 09-01 10:32
•1036次阅读




评论