 工业智能网关钡铼BL110串口采集西门子PLC S7-200操作步骤
工业智能网关钡铼BL110串口采集西门子PLC S7-200操作步骤

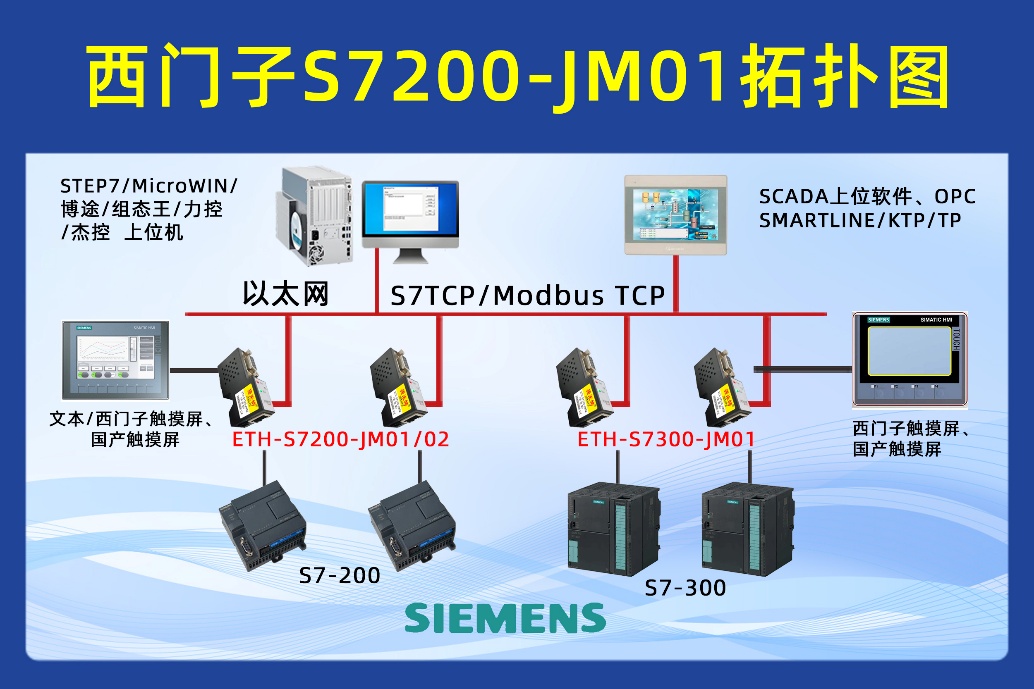
4个COM口的配置内容一样,COM1固定为RS232,COM2、COM3和COM4是RS232/RS485可选串口(默认为RS485)。因S7-200的COM是RS485接口,则选择以COM2连接为例说明COM口采集配置操作。S7-200的RS485接口 DB9的3和8为信号脚,3脚接COM2 RS485 A,8脚接COM2 RS485 B。
COM口的配置
(1)双击“COM2”,弹出COM属性配置框。(2)模式选择:采集。(3)因是采集西门子S7-200设备,故设备品牌选择:西门子,设备型号选择:S7-200。按钮里面的轮询间隔和通讯超时根据需求设置。(4)波特率、停止位、数据位、校验位与西门子的RS485口配置保持一致。西门子默认波特率:9600,停止位:1,数据位:8,校验位:Even。(5)点击“确定”。
注:点击“写入配置”网关设备将自动重启,重启后COM口的配置才会生效。
添加COM口设备S7-200
(1)点击“COM2”,点击鼠标右键,点击“添加”,弹出设备配置框。(2)设备名称任意填写,如:S7-200。(3)设备地址:S7-200串口地址,根据需求填写,地址要与S7-200设置一致,否则通讯不上。(4)点击“确定”,添加S7-200设备。
注:点击确定后会在COM2下显示添加的设备见上图显示出来S7-200,如果想添加多个设备,重复(1)--(4)步骤即可。
注:点击“写入配置”网关设备将自动重启,重启后添加COM2口的S7-200设备才添加成功。
添加采集S7-200的数据点
本示例采集S7-200的寄存器V和VW的部分数据配置如下:
(1)点击“S7-200”,鼠标光标移动到方框内,鼠标右键,点击“添加”弹出数据点设置框。(2)变量名称:命名数据点的名字,如:采集“VW10”的数据,可以填写为:VW10。(3)数据点的标识符,可以任意填写。标识符不能重复,如:采集“VW10”数据点的标识填写为“VW10”。(4)根据需求选择采集地址按什么数据格式填写输入网关,OCT/DEC/HEX分别是八进制/十进制/十六进制。西门子I和Q数据点是八进制,但因要带小数,所以只能用十进制。(5)地址类型:根据采集的PLC的数据点选择。如:要采集“VW10”的数据则选择“VW”。(6)地址:采集数据点的寄存器地址,如:采集“VW10”的数据,地址为:10。(7)数据类型:根据选择采集PLC的寄存器的类型选择。(8)添加数量:如果是采集连续地址,同一寄存器可以多个采集。(9)读写类型:从“只读”、“可读可写”中选择。(10)系数:扩大或缩小多少倍上传给平台,根据需求填写。(11)映射地址:填写采集到的数据点存储到BL110网关设备的地址,可以随意填写。映射地址不能重复。范围:0-2000。如:采集“VW10”的映射地址为“18”。配置软件上映射地址外面表示Modbus地址,括号里面M.XXX表示PLC Modbus地址。(12)变量单位:根据需求任意填写,可以不填写。(13)点击“确定”。
注:点击“确定”后数据点会在方框内显示出来见上图,如果想继续添加数据点,在方框鼠标右键,点击“添加”弹出数据点配置框,重复(2)--(13)步骤。
注:点击“写入配置”网关将自动重启,重启后采集S7-200的数据点才生效。
审核编辑 黄昊宇
-
plc
+关注
关注
5052文章
14793浏览量
488454 -
智能网关
+关注
关注
6文章
937浏览量
51913
发布评论请先 登录
西门子S7-200PLC借助于以太网转换模块同时与S7-1200PLC和西门子触摸屏通讯案例

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
西门子 PLC S7-200 + 以太网模块实战:触摸屏监控纺织印染生产线的完整配置指南

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

钡铼技术BL118 Node-Red边缘计算网关西门子PLC S7协议使用方法

HINET网关实现西门子S7-1200 PLC远程监控方案
西门子PLC工业控制案例:S7-200与S7-1200以太网通信实现多机协同

西门子S7-200PLC与S7-1200PLC以太网通讯及PPI集成实现工业机械控制

西门子PLC系统集成:S7-200与S7-1500通讯,结合触摸屏实现智能监控
西门子PLC S7-200 +以太网模块实战:触摸屏监控污水处理的完整配置指南
基于西门子S7-200PLC以太网模块的STEP7通讯配置实例

西门子S7-200 PLC:数据采集与远程调试上下载解决方案
西门子S7 PLC通过深控技术无点表工业网关实现数据采集与智能决策方案
OPC UA数采网关实现西门子PLC数据采集到MES平台



评论