 西门子 PLC S7-200 + 以太网模块实战:触摸屏监控纺织印染生产线的完整配置指南
西门子 PLC S7-200 + 以太网模块实战:触摸屏监控纺织印染生产线的完整配置指南


一、行业痛点:无网口 S7-200 PLC 如何适配纺织印染智能化升级
在纺织印染的染液浓度、染缸温度、布匹张力、水洗 PH 值、烘干湿度等工艺参数在线监测与控制领域,西门子 S7-200 系列 PLC 凭借抗干扰性强、编程便捷、适配工业现场的优势,成为中小型印染生产线控制核心的首选。但随着纺织印染行业智能化、数字化升级,以及行业对生产工艺标准化、能耗精细化管理的要求提升,传统控制模式的弊端逐渐凸显:
·S7-200 本体仅配备 RS485 口,无以太网通讯接口,无法接入车间局域网实现数据互通;
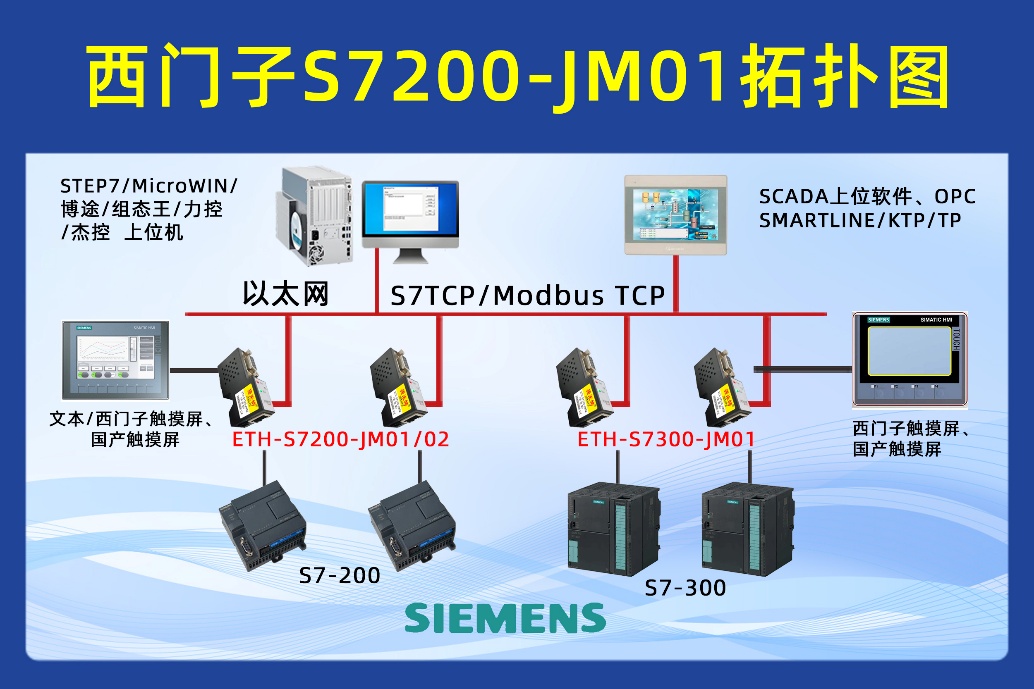
如何在保留 S7-200 原有程序资产的基础上,实现以太网高速通讯,成为纺织印染企业设备升级的核心需求。远创智控(YC)推出的 PPI-ETH-YC01 以太网通讯处理器,成为破解该行业痛点的关键解决方案。

二、项目概况:纺织印染产业园定型生产线在线监控
·用户:浙江某纺织印染产业园 B 企业
·监测因子:染缸温度、染液浓度、布匹张力、水洗 PH 值、烘干湿度、生产线运行速度
·控制核心:西门子 S7-200 CPU226 AC/DC/Rly(6ES7 216-2BD23-0XB8)
·通讯桥梁:远创智控 PPI-ETH-YC01 以太网通讯处理器
·上位平台:印染车间 MES 生产管理系统 + 园区能源监控大数据中心
·现场交互:西门子 Smart 700 IE V3 触摸屏
·网络拓扑:千兆工业交换机(华为 S5735-L12T4S-A)→工业网线→印染车间中控室

三、方案设计:双网口 “一网到底”
PPI-ETH-YC01 模块自带两个 RJ45 端口,内部集成工业级交换芯片,可同时实现与上位机的以太网通讯和与触摸屏的本地以太网连接,无需额外部署交换机,大幅降低印染车间的布线难度和成本,适配车间复杂的现场环境。
·Port 1(NET1):连接车间千兆工业交换机,IP 192.168.3.100/24,Modbus TCP Server 端口 502,供 MES 系统和能源监控平台轮询采集数据;
·Port 2(NET2):直连西门子 Smart 700 IE V3 触摸屏,IP 192.168.4.1/24,走西门子 S7 TCP 协议,通过 WinCC Flexible 2008 SP4 进行组态配置;
·X1 9P 母口:插 CPU226 Port 0,PPI 187.5 kbps 自动波特率识别,适配印染车间强干扰环境的通讯需求;
·X2 9P 公口:原触摸屏 PPI 电缆可直接插入,实现透明桥接,保证原有 HMI 控制程序零改动,减少升级调试时间。
四、实施步骤:从开箱到投运 10 小时完成
硬件安装
·断电后拔出 CPU226 Port 0 的 PPI 插头,将其插入 PPI-ETH-YC01 以太网通讯模块的 X1 口,做好接口密封处理,防止印染车间湿气、粉尘侵入;
·将原有西门子触摸屏 PPI 电缆插入 X2 口,保证线路连接牢固;
·将模块卡入 35 mm DIN 导轨,24 VDC 电源取自 CPU226 传感器电源(<100 mA),实现电源统一供电;
·指示灯自检:Pwr 常亮→Link1、Link2 快闪→PPI 灯 1 s 闪一次,说明硬件连接就绪,可进入下一步配置。

3. 网络参数配置
·用 Mini-USB 将模块与电脑连接,打开 YC Ethernet Config V3.7 专用配置软件;
·点击一键 “搜索设备”,读取模块默认 IP 192.168.1.188;
·在 “端口 1” 页签填写印染车间网段 IP、网关、DNS,适配车间局域网;
·在 “端口 2” 页签勾选 “S7 TCP Slave”,系统自动生成 TSAP 02.00,匹配西门子触摸屏通讯协议;
·点击 “下载” 保存配置,5 s 后模块自动重启,参数生效。
4. PLC 侧无需修改程序
PPI-ETH-YC01 以太网通讯模块采用工业级 “透明传输” 机制,CPU226 仍可使用原有 Port 0 自由口指令进行工艺控制,无需进行任何块调用或寄存器映射,保留原有程序逻辑,实现无缝升级。
5. 触摸屏升级
·将原西门子 Smart 700 IE V3 的 PPI 项目在 WinCC Flexible 中另存为 “以太网版本”;
·在设备向导中选择 “S7-200 TCP/IP”,填入模块 Port 2 的 IP 192.168.4.1,TSAP 02.00;
·触摸屏的工艺画面、参数变量、趋势曲线、报警弹窗全部复用原有配置,仅替换通讯驱动,25 分钟即可完成配置升级。
6. 联合调试
·上位机下发校时指令,PLC 时钟与车间 MES 系统时钟同步成功;
·现场模拟染缸温度 = 95℃→Modbus 40001 显示 0x05F5→上位机工艺趋势曲线实时刷新,数据无延迟;
·断开车间工业交换机电源,观察西门子触摸屏独立运行,印染生产线工艺参数显示无中断,本地控制功能正常;
·恢复交换机供电,模块自动重连,历史工艺数据自动续传,无丢包、无错码。

五、经验小结
·选型关键点:确认 PLC 为西门子 S7-200 经典系列而非 SMART 系列,PPI-ETH-YC01 以太网通讯模块仅适配经典 CPU,且需匹配纺织印染车间的工业级抗干扰、抗潮湿要求;
·布线与接地:印染车间高湿、多粉尘且存在强电磁干扰,需使用工业屏蔽网线,同时将模块 PE 端子与柜内专用接地排可靠连接,RS485 端与以太网端
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6352浏览量
182137 -
plc
+关注
关注
5055文章
14992浏览量
489985 -
西门子
+关注
关注
98文章
3430浏览量
121036
发布评论请先 登录
国产触摸屏与西门子PLC不兼容?用PLC以太网模块轻松解决协议转换

使用串口转以太网模块解决西门子S7-200 PLC连接触摸屏与上位机监控难题
西门子S7-200 PLC通过串口转以太网模块实现昆仑触摸屏与上位机对接应用案例

西门子S7-200 SMART PLC通过串口转以太网模块实现与触摸屏上位机实时通讯应用案例

西门子S7-200 PLC通过以太网桥接器连接研华工控机和触摸屏应用案例
西门子S7-200 Smart PLC借助以太网转换器破解与西门子1200PLC通讯壁垒应用案例

西门子200PLC借助PPI转以太网模块实现上位机远程监控与操作通讯应用案例

西门子S7-200 PLC通过串口转以太网模块实现与S7-1200及TP900触摸屏多设备同时通信案例

西门子 PLC S7-200 SMART + 以太网模块实战:触摸屏监控半导体晶圆清洗线的完整配置指南
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 PLC 借助 PPI 以太网通讯模块与上位机通讯实现触摸屏监控纺织印染设备的应用配置案例
西门子200PLC通过串口转以太网直连昆仑通泰触摸屏实现本地操作与远程监控同步
西门子S7-300系列PLC借助于以太网转换模块同时与S7-1200PLC和触摸屏、通讯案例

西门子PLC S7-200 +以太网模块实战:触摸屏监控污水处理的完整配置指南
西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例




评论