 从工件侧面进行定位的基本原则
从工件侧面进行定位的基本原则

这是业界人士们总结夹具设计时的概括,但事情远不是如此简单,我们在接触各种方案的过程中都发现初步设计总会有一些定位、夹紧没有很好解决,如此一来,再具创新性的方案都会失去实用意义,了解定位与夹紧基础知识,才能从根本上保证夹具设计与加工方案的完整性。
一、从工件侧面进行定位的基本原则
从工件侧面进行定位时,和支撑器同样,3点原则是最基本的原则。这和支撑器的原则是一样的,称之为3点原则,是从「不在同一直线上的3个点确定一个平面」这个原则衍生而来的。4个点中,3个点能决定一个面,所以总共可以决定4个面,但是不管如何定位,要使第4点在同一平面内是相当困难的。
▲3点原则
例如使用4个固定高度的定位器时,只有某处的3个点能接触到工件,余下的第4点没有接触到工件的可能性还是很大的。
所以,配置定位器时,一般都以3个点为基准,并且尽可能增加此3点之间的距离。
另外,定位器配置时,需要事先确认施加加工负荷的方向。加工负荷的方向也就是刀柄/刀具的行进方向,在进刀方向的末端配置定位器,可以直接影响到工件整体精度。
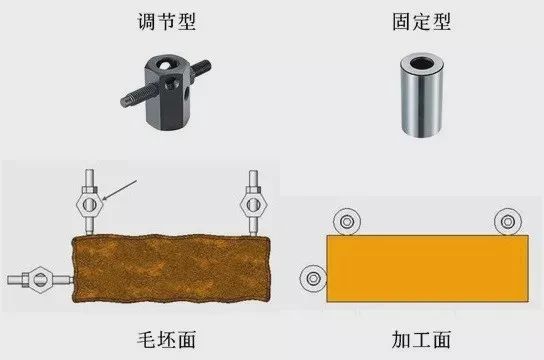
一般在工件毛坯面定位时,使用螺栓型可调节的定位器、在工件加工面定位时,使用固定型(工件接触面经过研磨)定位器。
二、从工件孔定位的基本原则
利用工件前工序中加工完的孔进行定位时,需要使用有公差的销子进行定位。通过工件孔的精度与销子外形的精度配合,根据配合公差进行组合,可以使定位精度达到实际需求。
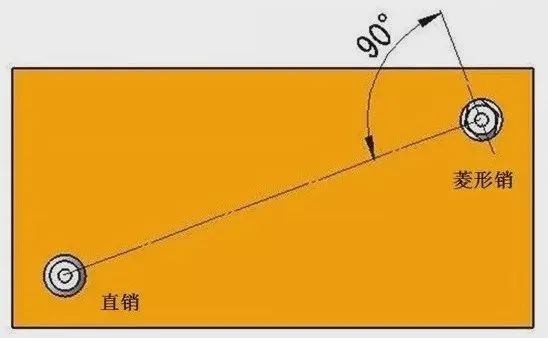
此外,在使用销子定位的时候,一般一个使用直柱销另一个使用菱形销,那么这样装拆工件就会变得比较方便,很少会出现工件与销子卡死的情况。
▲使用销定位
当然,也可以通过调整配合公差,使两个销子都使用直柱销也是可以的。为了更精准的定位,通常使用一个直柱销和一个菱形销是最有效的。
使用一个直柱销和一个菱形销的情况时,通常菱形销的配置方向(与工件接触处)的连线与直柱销和菱形销的连线垂直成 90°,这样的配置方式是为了角向定位(工件回转方向)。
夹紧器的相关知识
一、夹紧器的分类
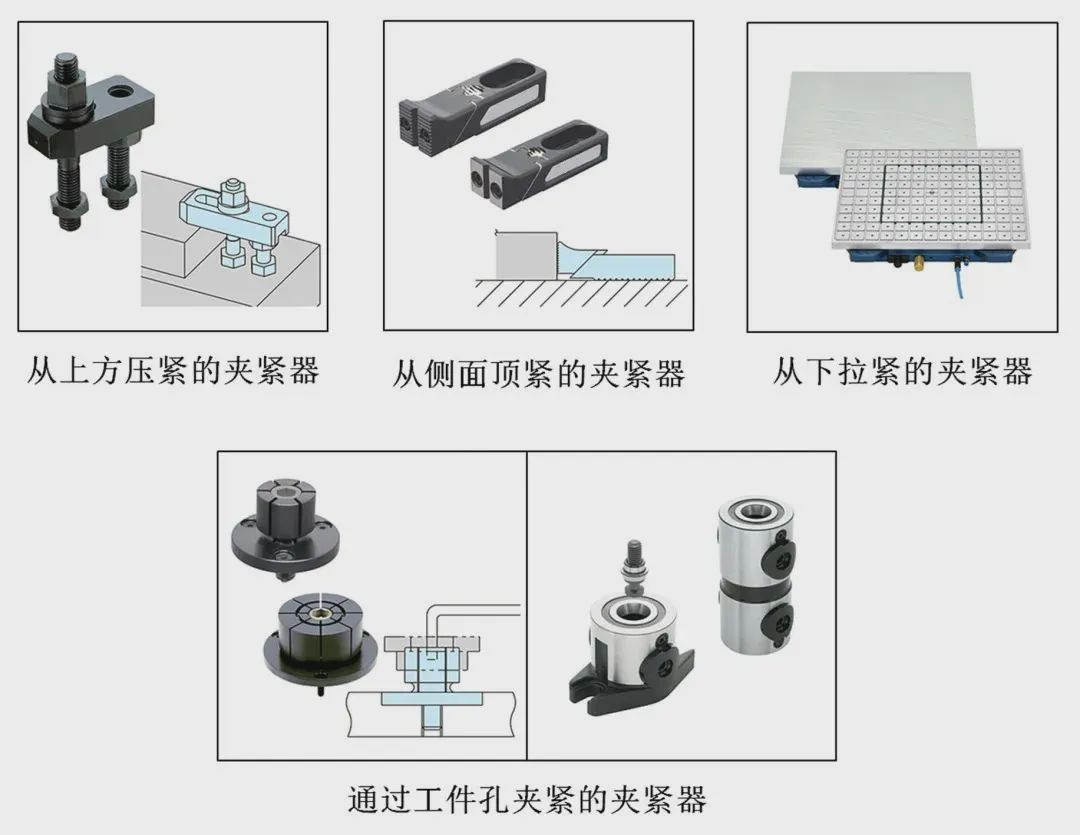
根据夹紧方向,一般分为以下几类:
接下来,让我们来看一下各种夹紧器的特点。
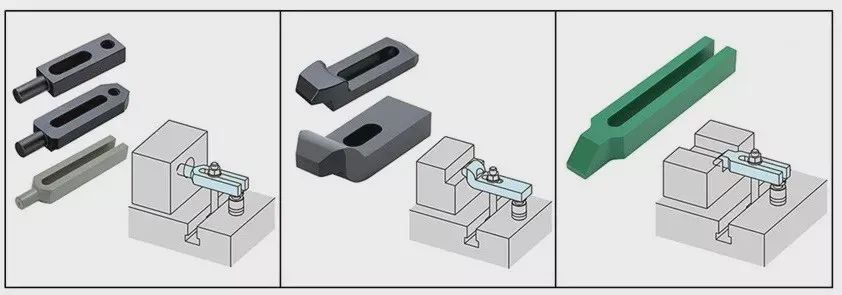
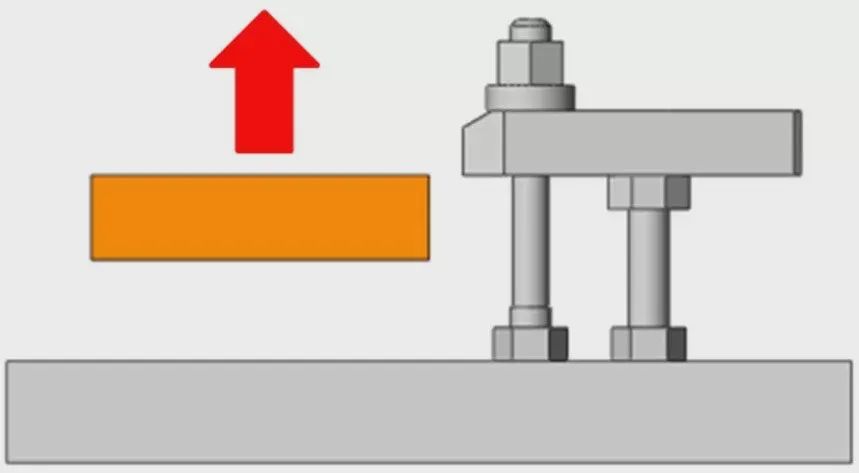
1、从上方压紧的夹紧器
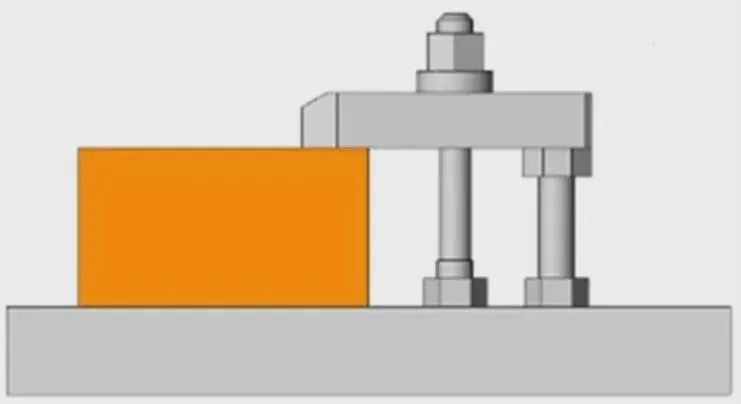
从工件上方进行压紧的夹紧器夹紧时的变形量最少,且工件加工中最稳定,所以在一般情况时,最先考虑的就是从工件的上方进行夹紧。从工件上方压紧的夹具最常见的就是手动机械式的夹具。例如下图被称之为「松叶式」的夹紧器。压板、双头螺栓、千斤顶、螺母组合而成的夹紧器称之为「松叶式」夹紧器。
另外,可以根据工件形状,选择不同形状的压板对应各种不同形状的工件。
松叶式夹紧器夹紧时的扭矩和夹紧力的关系,可以通过螺栓的推进力进行计算。
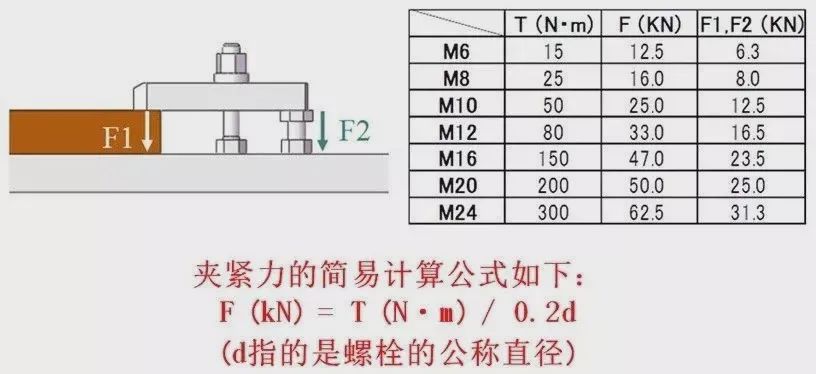
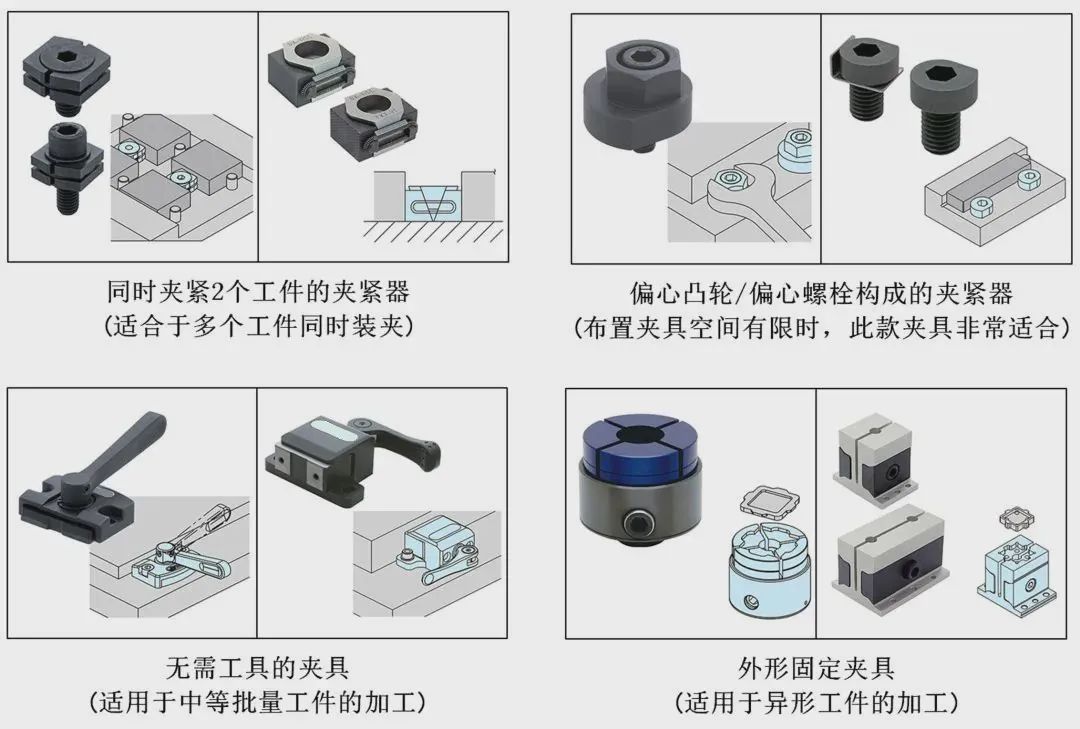
从工件上方进行夹紧的夹紧器除了松叶式夹紧器以外,还有以下类似的夹紧器。

2、从侧面进行夹紧的夹紧器
本来,从上方夹紧工件这种夹紧方式是精度最稳定的、工件的加工负荷也是最小的。但是工件上方需要加工,或者从工件上方夹紧并不是很合适等的各种情况,导致不能从工件上方进行夹紧时,可以选择从工件侧面进行夹紧。但是工件相对来说从侧面进行夹紧时会产生一个上浮的力,如何消除这个力,是必须要在设计夹具时注意的。
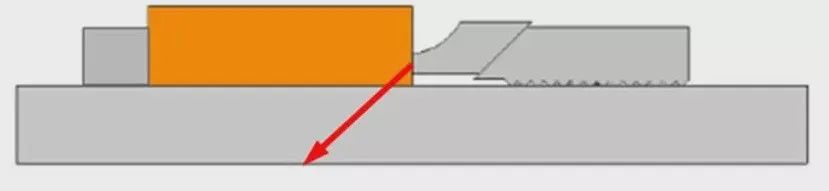
从侧面进行夹紧的夹紧器也有像上图所示,在侧面产生推力的同时,有一个斜向下的力,这种夹具就可 以有效避免工件上浮。
从侧面进行夹紧的夹紧器还有以下类似的夹紧器。
3、从下拉紧工件的夹紧器
薄板型工件在加工上表面的时候,不仅不能从上方进行夹紧,从侧面压紧也不合理,只能从下方拉紧工件的方法才是合理的夹紧方式。从下方拉紧工件时,如果是铁材质的工件,通常可以使用磁铁类夹紧器。非铁材质类的金属工件时,一般可以使用真空吸盘的方式进行拉紧。
以上 2 种情况,夹紧力的大小和工件和磁铁或真空吸盘的接触面积的大小成正比。如果加工小工件时的 加工负荷太大,这样加工效果会不怎么理想。
另外,使用磁铁或真空吸盘时,与磁铁和真空吸盘的接触面需要打到一定的光滑度才能够安全、正常地使用。
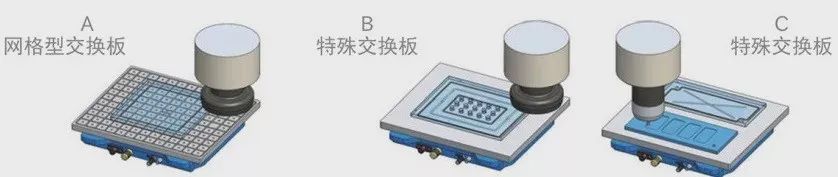
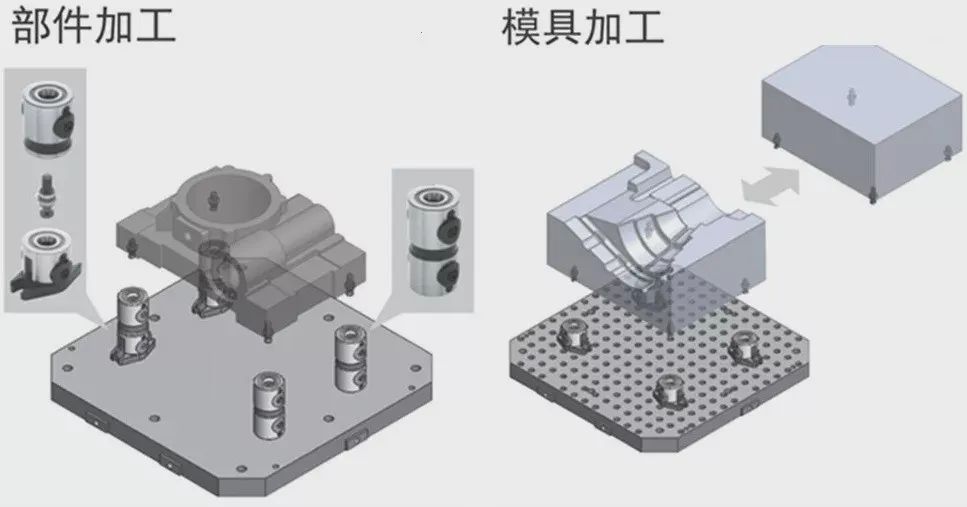
4、利用孔夹紧的夹紧器
使用 5 轴加工机进行多面同时加工或者模具加工时,为了防止夹具和工具对加工造成影响,一般会选择 使用孔夹紧的方式是比较合适的。与从工件上方进行夹紧和侧面进行夹紧的方式相比,利用孔夹紧的方式对工件产生的负荷更小,可以有效方使工件变形。
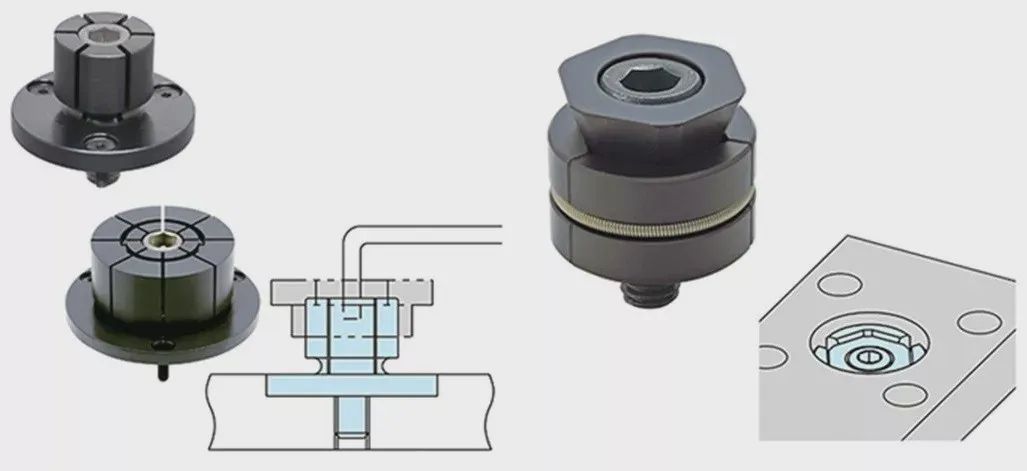
▲利用孔直接进行加工
▲设置拉钉进行夹紧
二、预夹紧
以上主要都说的是工件夹紧方面的夹具,如何提高操作性、提高操作性使用预夹紧也是至关重要的。在底座上垂直设置工件的时候,工件由于重力原因会向下落。这时候就必须用手一边按住工件一边操作夹紧器。
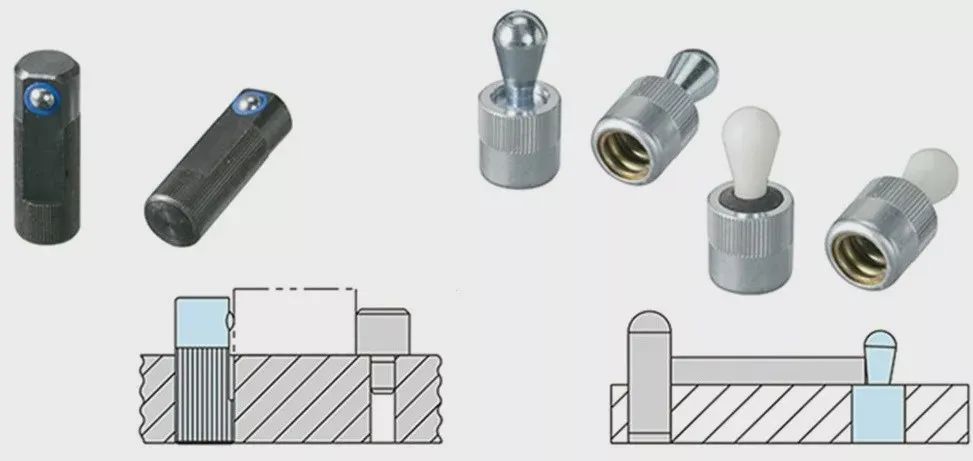
▲预夹紧
工件如果是大重量或者多数个同时装夹时,操作性会大幅度下降,装夹时间也很长。这时候使用这种弹簧类预夹紧产品,就能使工件在保持不动的状态下操作夹紧器,大幅度提升操作性、 减少工件装夹时间。
三、选择夹紧器时的注意事项
在同一个工装内使用多种类的夹紧器时,夹紧&放松用的工具请务必统一。例如下左图,利用多种工具扳手进行夹紧操作时,操作人员的整体负担会变大,并且工件整体的装夹时间也会变长。例如下右图,把工具扳手统一、螺栓尺寸也统一,方便现场操作人员。
▲工件装夹的操作性
另外,配置夹紧器的时候,需要尽可能的考虑到工件装夹的操作性。如果装夹的时候工件需要倾斜装夹的话,这样操作性就很不方便,在设计夹具工装的时候需要避免产生这种情况。
审核编辑 :李倩
-
定位器
+关注
关注
2文章
192浏览量
20240 -
定位
+关注
关注
5文章
1611浏览量
36769 -
精度
+关注
关注
0文章
274浏览量
20833
原文标题:定位与夹紧,搞机加工你学会了吗?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
UWB 定位中的 ToF、TWR、TDoA 是什么?
T型槽平台:工件与焊枪之间的“钢铁桥梁”
直供微电网设计中,设备选型的基本原则如何应用于实际项目中

带边缘承靠的超薄晶圆Aligner适合透明超薄工件传输吗?

电气接线规范详解
直供微电网设计中,设备选型的基本原则是什么?

GPS定位和地磁定位有什么区别?

从入门到精通:PCB设计必须遵守的5大核心原则
RESTful API设计原则: 构建易用、可扩展的API接口。
RESTful API设计原则: 构建易用、可扩展的API接口

电气设计线号标记规则
透明工件测量难?看光子精密 QM 系列闪测仪如何实现精准检测



评论