 螺柱焊:13009伸出不足以进行程序穿透
螺柱焊:13009伸出不足以进行程序穿透

螺柱焊:13009 伸出不足以进行程序穿透
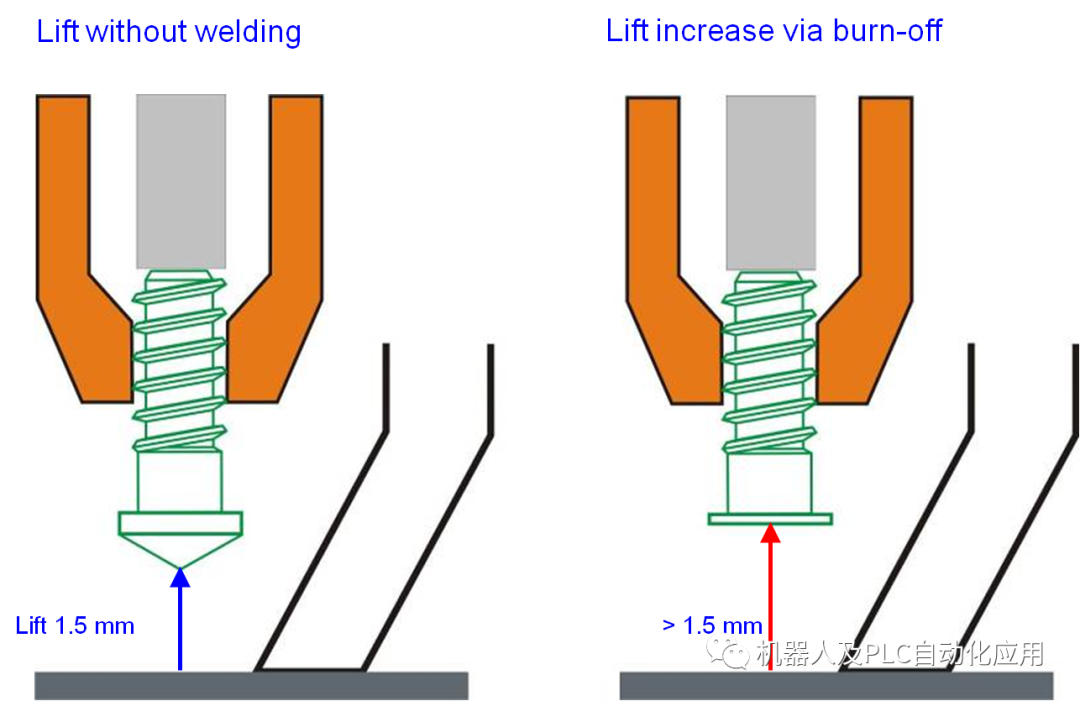
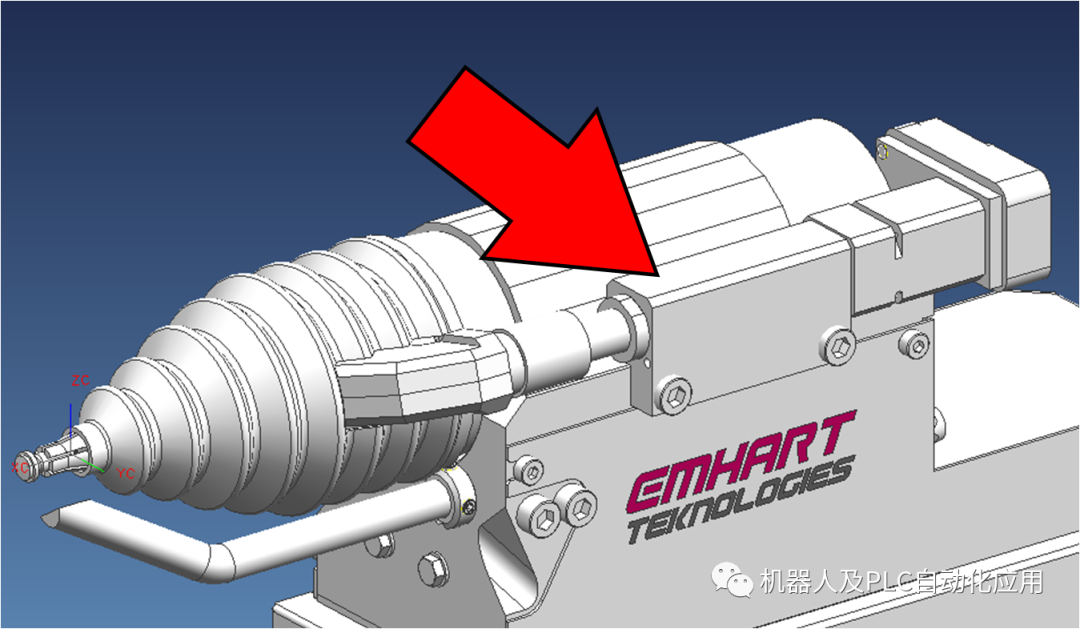
测量的伸出量不足以达到所需的穿透力。请确保伸出大于要求的穿透力。
1.焊接程序中的编程值不正确
检查焊接程序中的编程值
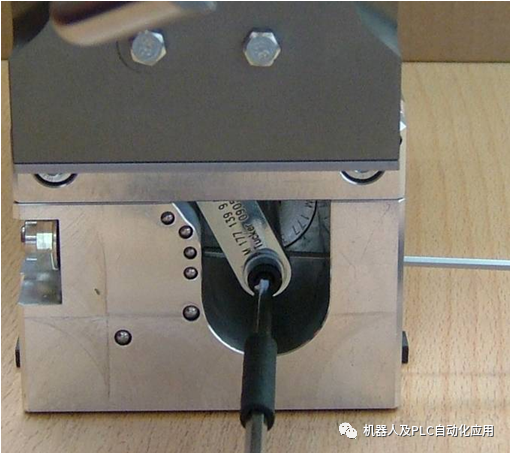
2.焊接工具的支架设置不正确
修正焊接工具上支架的设置
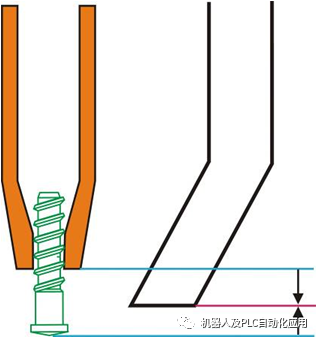
应调整支撑件,使其位于夹头前面和螺柱顶部后面
3.焊接工具的滑块位于终点
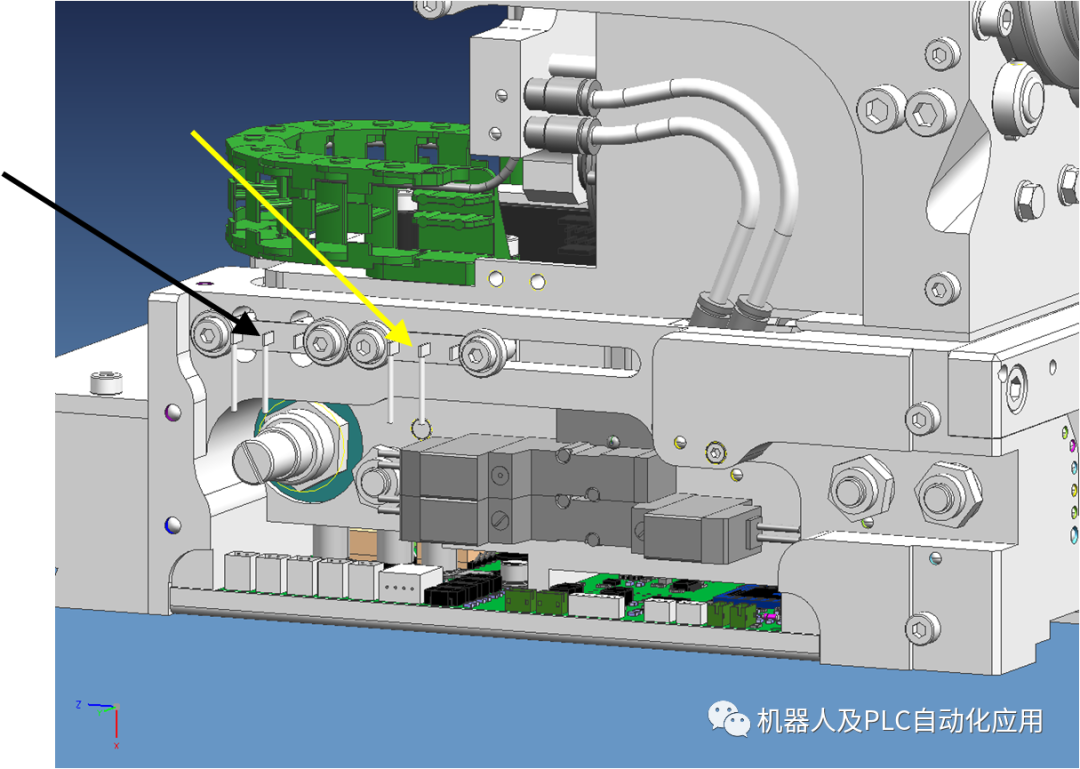
焊接工具的滑块移动到末端挡块,但支架没有接触工件。
检查滑块的工作范围是否正确
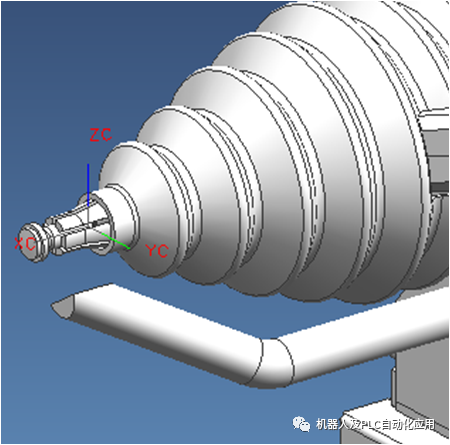
4.螺柱未正确定位在夹头中
检查夹头并根据需要更换
5.焊接飞溅物在支撑器/吹嘴和夹头之间形成电气连接
清除支架/吹嘴和夹头上的任何焊接飞溅物
6.焊接工具上接收器和进料管之间过渡处的污染
去除污染
7.加载销的力不足以将螺柱完全向前压
负载销未到达前部位置
8.确保充足的压缩空气供应
(输入气压应在 5 至 8 bar 之间)
确保电缆包中的压缩空气管路功能正常
检查控制单元和焊接工具之间的电缆包是否存在压缩空气管路中的泄漏或扭结,并在需要时进行维修或更换
检查加载销移动是否顺畅
9.螺柱太短(螺柱加载不正确)
必须移除不正确的螺柱
您可以这样做,例如,通过手动进纸。
检查料斗或滚筒是否填充不正确
10.稳定器和焊接位置不在同一高度
修正焊接工具上支架的设置
11.弹性工件
使用反向轴承固定工件
审核编辑 :李倩
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
电缆
+关注
关注
18文章
3154浏览量
58275 -
焊接
+关注
关注
38文章
3605浏览量
63538 -
程序
+关注
关注
117文章
3849浏览量
85623
原文标题:螺柱焊:13009伸出不足以进行程序穿透
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
探索onsemi FJP13009:高性能高压快速开关NPN功率晶体管
探索onsemi FJP13009:高性能高压快速开关NPN功率晶体管 在电子设计领域,选择合适的晶体管对于实现高效、可靠的电路至关重要。今天,我们来深入了解 onsemi 推出的 FJP13009
深入解析MJE13009G NPN硅功率晶体管:开关模式应用的理想之选
深入解析MJE13009G NPN硅功率晶体管:开关模式应用的理想之选 在电子工程师的日常设计工作中,选择合适的功率晶体管对于开关模式应用至关重要。今天,我们就来深入探讨一款高性能的NPN硅功率
直流205v降压200v 搭建ldo电路 求教大佬
我想使用205v降压到200v 搭建一个ldo电路 我使用了vmos加运算加电阻分压电路,发现运算输出根本不足以启动nmos ,有懂电源的大佬可以指导一下吗
发表于 04-17 09:57
激光焊接机在焊接法兰螺柱的工艺流程
焊接能够实现螺柱与法兰基体间的冶金结合,形成高强度、低变形的可靠焊缝。下面来看看激光焊接机在焊接法兰螺柱的工艺流程。 激光焊接机在焊接法兰螺

office 版本不同,到处可执行程序出错
本帖最后由 opticalchang 于 2025-12-29 12:41 编辑
编写程序所用的office 是2016版, 可执行程序在安装了office 2007版本的电脑上运行时,就会出错。在office 版本没法更新的情况下,怎么解决?
发表于 12-29 10:32
请问如何利用CW32L083系列微控制器的内部Flash存储器进行程序升级和数据存储?
如何利用CW32L083系列微控制器的内部Flash存储器进行程序升级和数据存储?
发表于 12-15 07:39
TE Connectivity M6螺柱型车载鞭状天线技术解析与应用指南
TE Connectivity (TE) 的M6螺柱型车载鞭状天线用作接受M6 x 0.75mm螺柱的现有车载鞭状天线的补充或替代品。TE Laird M6
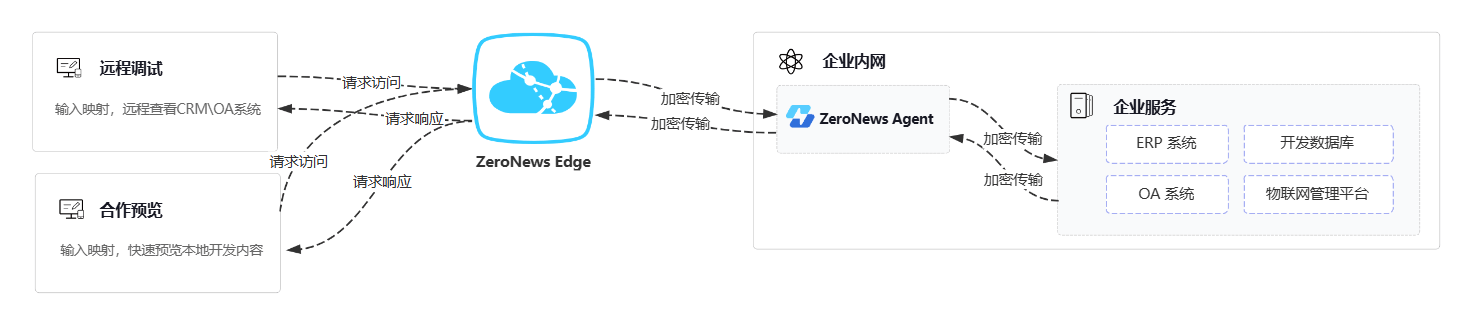
为什么内网穿透必须加密?
对于企业而言,选择支持 TLS 加密的内网穿透工具(如ZeroNews),并定期更新加密协议与证书,是保障业务安全、避免法律风险的最有效手段。
逆变式电容螺柱焊IGBT逆变控制板原理图资料
这张 IGBT 逆变控制板原理图,把复杂变简单: 高频逆变回路明明白白,IGBT 驱动时序精准标注,电容储能闭环控制链路清晰可见。从此,研发不用 “盲试”,维修告别 “猜故障”,生产少走技术弯路。能量误差 ±3%、熔深精度 0.1mm 内的核心逻辑,全在图里。3000 + 设备验证的成熟方案,现在就能直接借鉴。
发表于 08-07 14:35
•3次下载
激光焊接技术在焊接法兰螺柱工艺中的应用
在高端制造领域,法兰与螺柱的连接质量直接关系到压力容器、重型设备及精密结构的安全性与服役寿命。传统的电弧焊和电阻焊虽广泛应用,但常伴随热变形大、焊接效率低、难以自动化等问题。激光焊接技

keil调试阶段无法进行仿真,能进到仿真界面,但是无法执行程序怎么解决?
keil调试阶段无法进行仿真,能进到仿真界面,但是无法执行程序,这个怎么解决?烧录器用的是jlink
发表于 07-18 06:08
超长行程,精准输出——飞创长行程直线模组的实力彰显
长行程直线模组是工业自动化的重要组件,其最突出的特点是行程范围大,标准产品行程可达数米,定制后甚至能达到数十米,同时还具备高精度定位、高负载承载、高运行速度等优势。在实际应用中,被广泛应用于液晶面板



评论