 什么是压接?压接三要素
什么是压接?压接三要素

什么是压接?
压接是在导线和端子接触区域施加压力使其成型,实现紧密连接的工艺。
无焊连接技术最早源于AMP1941年提出。
压接的要求
在压接端子与导线之间提供不可分离的,长时间可靠的电气和机械连接。
压接应便于生产加工。
压接的优势:
1通过计算即可得出适合特定线径范围和料厚的压接结构
2仅调整压接高度即可用于不同线径压接
3通过连续冲压生产实现低成本
4压接自动化
5苛刻环境下性能稳定
压接三要素
一.合格压接的要求:
1.导线:
1)选用线径符合压接端子适用性要求
2)剥线符合要求(长度适合,不损镀层,末端不
开裂分叉)
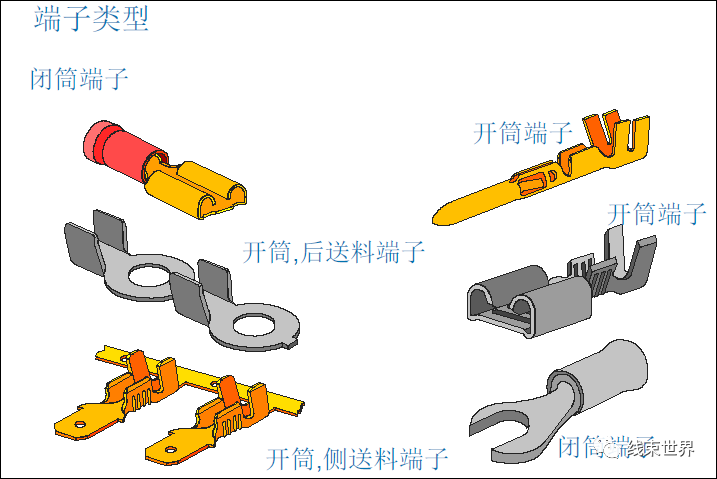
2.Terminal 端子
1)按形式不同,分为开筒式和闭筒式
2)按镀层不同,分为镀锡,镀银,镀金,镀镍等
3)按是否含绝缘压接或密封部分进行区分
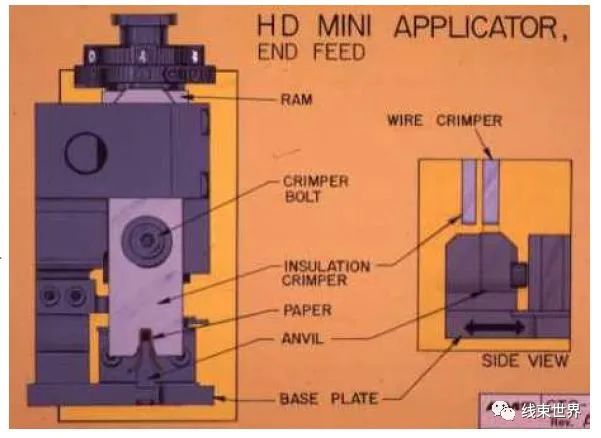
3.压接工具
二,压接准备:端子选用
三.压接准备:剥线要求
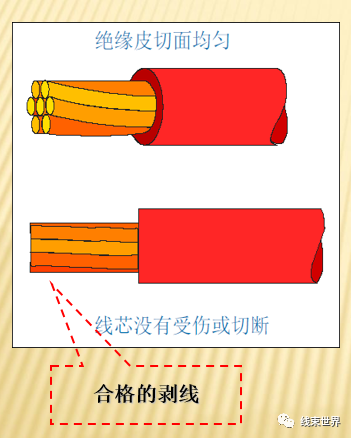
导线剥皮的应注意下面常规的要求
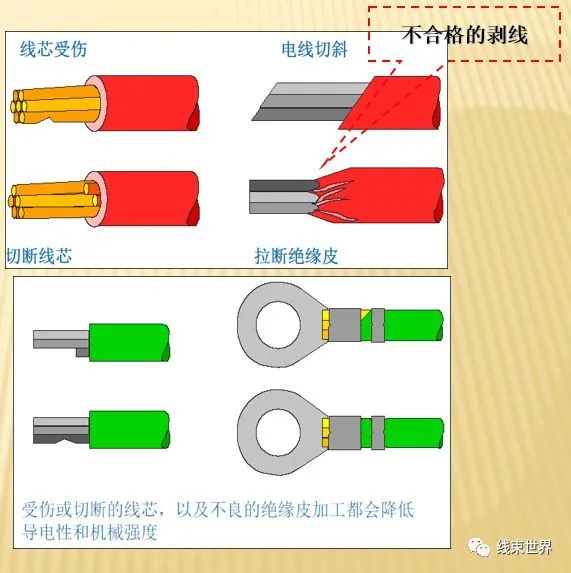
1) 导线(0.5mm2及以下,且股数小于等于7芯线),不可被破坏或切割;
2) 导线(0.5mm2到6.0mm2,且股数大于7芯线),芯线被破坏或切割根数不大于6.25%;
3) 导线(6mm2以上),芯线被破坏或切割根数不大于10%;
4) 非剥线区域绝缘皮不允许有破损
5) 剥线区域不允许有残留绝缘皮。
注意:当然很多端子压接标准,比如VW60330最新标准, USCAR 21等等,都已经不一样一根股丝断裂或者损伤
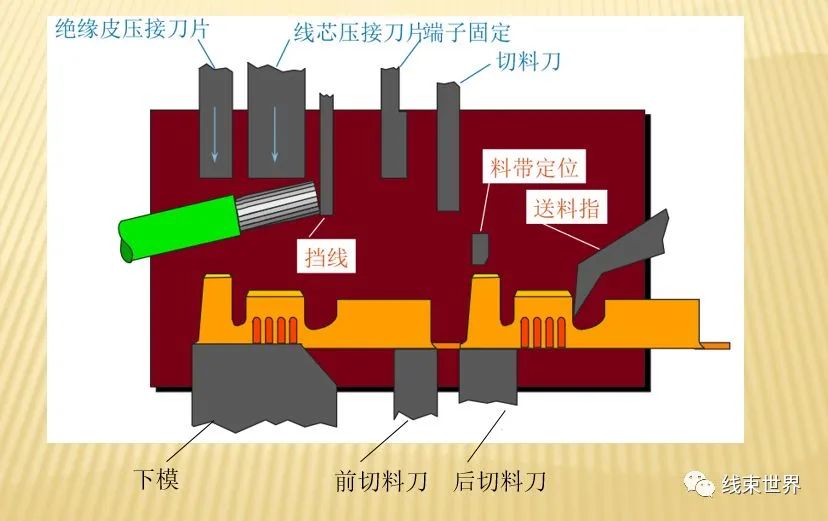
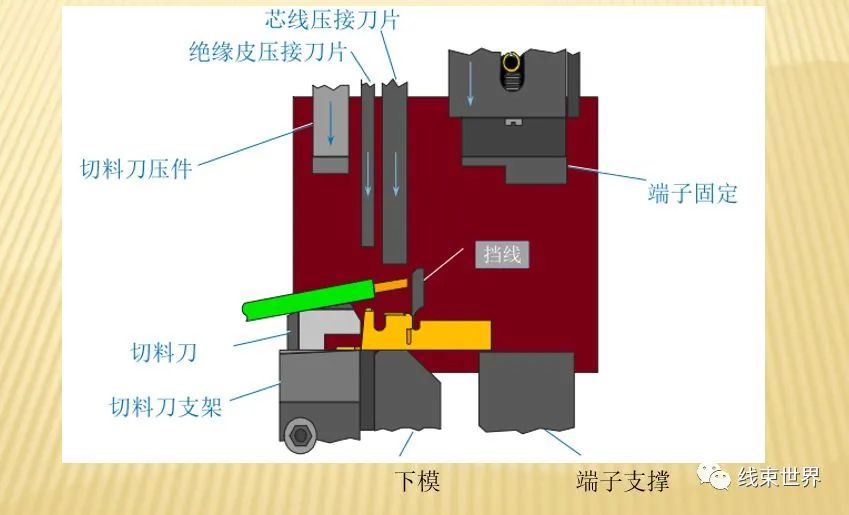
压接模具和刀片

压接产品
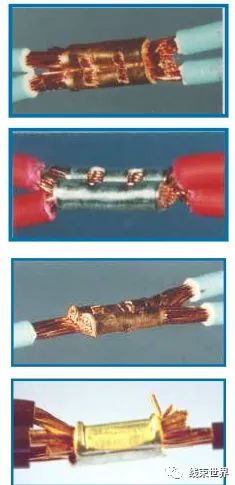
单线压接
双线压接
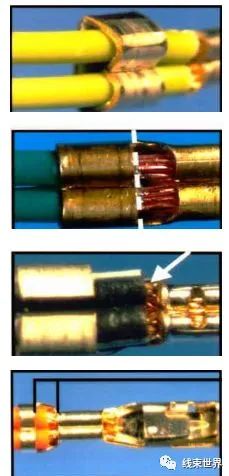
多线压接
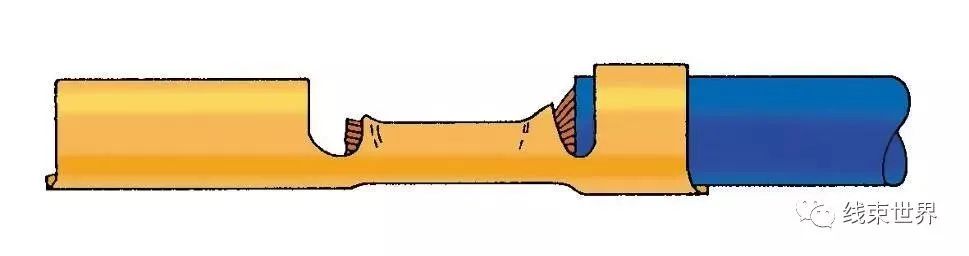
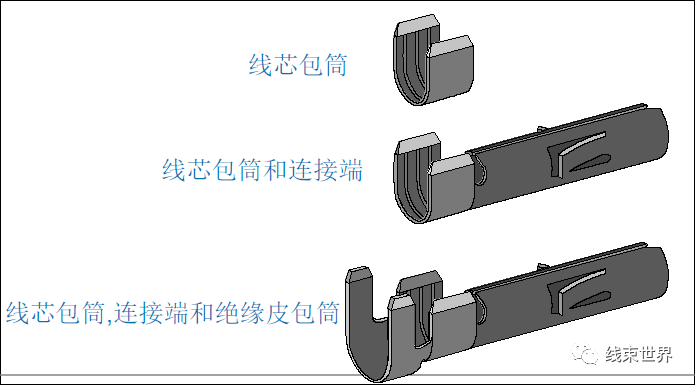
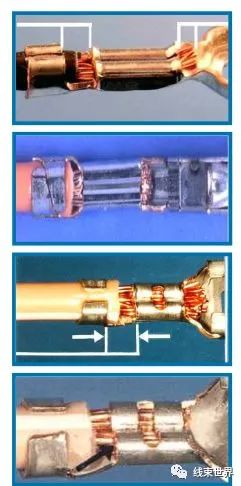
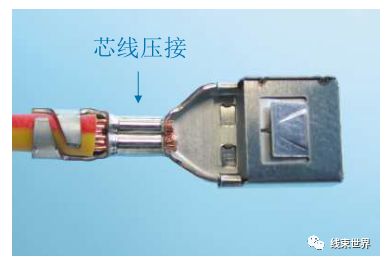
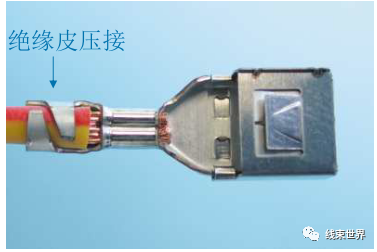
芯线压接与绝缘皮压接
1 芯线压接与绝缘皮压接有一定的区别:
2芯线压接保证了端子与电线的良好连接
3绝缘皮压接是为了减少震动以及移动对芯线压接的影响
压接过程
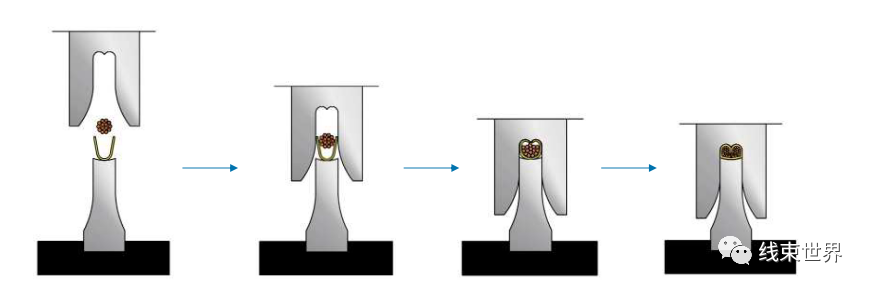
1 压接刀具打开,端子放置在下刀上,导线由手或机械设备送至合适的位置。
2上刀向下移动,把导线压入包筒
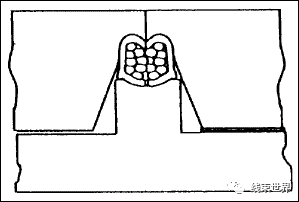
3包筒随上刀折弯,压接成型
4设定的压接高度保证了压接质量
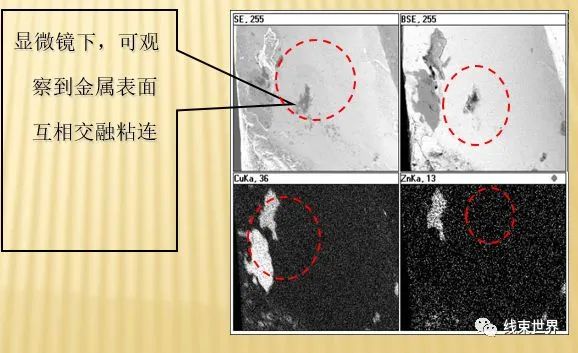
压接原理
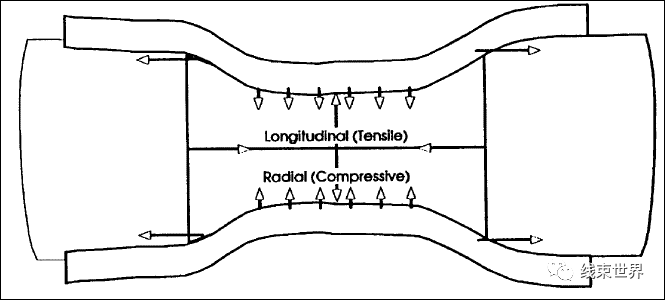
压接过程中,导体受到套管的挤压,在经度和纬度两个方向上均发生形变,形成冷焊:
Ø 导体与套管表面的原氧化膜变形破裂
Ø 导体与端子套管的纯净金属表面充分紧密接触
Ø 挤压变形过程中的微运动
放线位置(后送料)
放线位置(侧送料)
审核编辑 :李倩
-
端子
+关注
关注
2文章
576浏览量
36234 -
压接技术
+关注
关注
1文章
47浏览量
7310
原文标题:端子压接原理简介
文章出处:【微信号:wiring-world,微信公众号:线束世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
TNC公头压接处的“毛刺陷阱”:那些肉眼难辨的微小突起是如何引发电磁干扰的?

如何评估TNC公头与线缆的压接强度?解析中心针位移对驻波比的影响

N型接头从剥线到压接,哪些细节决定了你的产品是“工艺品”还是“废品”?

MCX插头与线缆的压接强度测试:确保车载环境下的可靠连接

F头连接方法进阶:为什么冷压接工艺比普通挤压更能应对极端温差?

SMB接头安装后测试:驻波比(VSWR)异常偏高,是不是压接模具的问题?

BNC接头压接工具的选择与压力参数设置:确保连接强度的实操指南

SMA接头压接工艺流程:保证屏蔽效能的组装细节

SFP选型指南:压接/焊接、速率与交换机搭配技巧
上新 | 接线快捷与牢靠兼具!凌科M20型2 3芯压接款工业级连接器上市

1903114-2压接式连接器端子现货库存
SMA压接接头:压接力度怎么拿捏?——小力气,大学问,稳了才靠谱!

环球仪器高密度压接检测方案

步科倍福手拉手,ModbusTCP主转EtherCAT从,伺服压接迈入新纪元



评论