 如何评估TNC公头与线缆的压接强度?解析中心针位移对驻波比的影响
如何评估TNC公头与线缆的压接强度?解析中心针位移对驻波比的影响

在射频线缆组件的加工中,压接(Crimping)不仅是个力气活,更是个精密活。很多刚入行的朋友觉得只要用压接钳用力一捏,线拔不出来就算合格了。但实际上,在处理 TNC 这类对阻抗稳定性要求极高的连接器时,压接强度和中心针的位置精度直接决定了这根跳线的生死。
前阵子我在协助德索连接器(Dosin)进行一批高频测试线缆的良率分析时发现,不少回损(Return Loss)达不到标准的线缆,拆解开看,压接处要么是“过压”导致变形,要么是“欠压”导致接触不良。
今天咱们就深入底层逻辑,聊聊怎么科学评估压接强度,以及那个让研发头疼的中心针位移到底是怎么毁掉驻波比的。

压接强度的评估:不只是“拉力测试”
在 B 端企业级生产中,评估压接质量通常需要从机械和电气两个维度双管齐下。
拉拔力测试(Pull-off Test)
这是最直观的物理指标。不同规格的线缆(如 RG58、RG142 等)都有对应的最小拉脱力标准。如果强度达不到,在户外强风晃动或频繁移动设备时,屏蔽层就会滑脱。
压接截面金相分析
这在高端制造中非常关键。通过切割压接后的套筒观察横截面,理想的状态是:屏蔽层编织网与连接器尾部、套筒三者之间形成“冷焊”效应,内部没有明显的空隙,且没有过度挤压导致的金属断裂。
压接尺寸(Crimp Height)
必须使用精密千分尺测量压接后的六角或圆周尺寸。哪怕只差 0.05 毫米,都可能导致接触电阻的变化。

中心针位移:驻波比波动的“隐形推手”
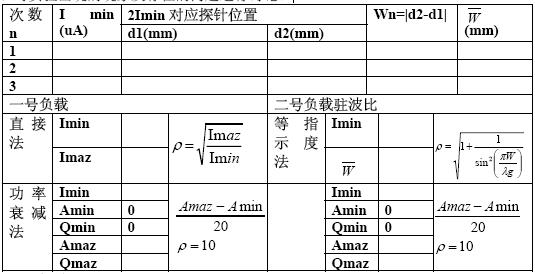
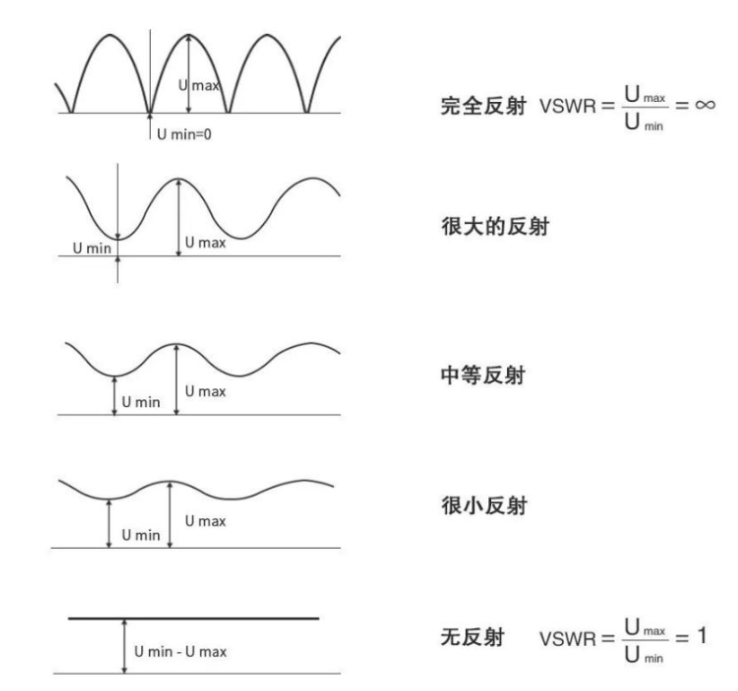
很多工程师发现,压接完成后,TNC 公头的中心针位置会发生微小的偏移——要么缩进去了,要么顶出来太多。这种“位移”对驻波比(VSWR)的影响是致命的。
位移如何破坏阻抗匹配?
| 位移状态 | 对电性能的影响 | 物理后果 |
|---|---|---|
| 中心针缩回 | 产生空气隙,电感量突变 | 阻抗不连续,高频段驻波比激增 |
| 中心针突出 | 损坏母头弹片,增加反射 | 物理损伤,接触点力学应力过大 |
| 偏心(非轴向) | 改变横向电磁波分布 | 引起相位误差及高阶模干扰 |
在 50 欧姆的 TNC 系统中,中心针与外壳内壁的距离比值是严格计算好的。一旦压接时力度不均或模具不匹配,导致中心针位置偏离设计基准面,原本平滑的阻抗曲线就会在连接点处出现一个巨大的“坑”。
️ 避坑指南:如何实现“零位移”的高强度压接
✅ 经验 1:模具与线缆的严丝合缝
千万别用一把通用的压接钳处理所有线缆。德索连接器(Dosin)在加工过程中,会针对不同供应商的线缆外径(哪怕都是 RG58,外径公差也不同)微调压接模具。这种对精密加工公差的死磕,能确保压接后屏蔽层受力均匀,不会产生挤压位移。
✅ 经验 2:中心针的二次定位
在压接外层套筒之前,一定要先通过连接器内部的绝缘支撑(通常是特氟龙)对中心针进行预固定。有些劣质连接器内部结构松散,中心针像个摇摆的拨杆,这种结构无论你怎么压接,驻波比都不可能稳。
✅ 经验 3:原材料的适配性
原材料的选择同样关键。如果套筒材料太硬(如低品质黄铜),压接时需要极大的压力,这会通过绝缘体传导至中心针导致变形;而优质的、退火处理过的紫铜或优质黄铜套筒,则能以较小的压力实现最佳的包裹感。

⚙️ 可靠性高于一切
在射频传输系统中,连接器是整条链路最薄弱的环节。
作为工程师,我始终建议 B 端客户关注那些看不见的工艺细节。德索连接器(Dosin)之所以能在多场景适配性上表现优秀,很大程度上归功于其对压接工艺的标准化管理。通过控制原材料(铍青铜中心针、优质套筒)与精密模具的匹配,他们将中心针的轴向位移控制在微米量级,从而保障了在高频段极佳的阻抗稳定性。
一句话:压接不是为了“捏紧”,而是为了在保持机械强度的同时,完美守护那条 50 欧姆的阻抗红线。
-
线缆
+关注
关注
5文章
703浏览量
30465 -
TNC
+关注
关注
0文章
80浏览量
8078
发布评论请先 登录

什么是电压驻波比?
驻波比(VSWR)常识及意义
简单了解什么是驻波比?
天线驻波比(VSWR)的深度解析

怎么测试天线的驻波比?
你真的了解驻波比吗?到底什么是电压驻波比?

高频讯号之电压驻波比

BNC连接器中心针缩进对VSWR(电压驻波比)的影响深度测算

SMB接头安装后测试:驻波比(VSWR)异常偏高,是不是压接模具的问题?




评论