 S7-200 SMART与调试助手之间TCP通信
S7-200 SMART与调试助手之间TCP通信

S7-200 SMART与调试助手之间TCP通信
TCP 协议通信
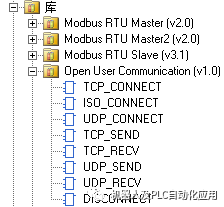
TCP 通信为面向连接的通信,需要双方都调用指令以建立连接及交换数据。S7-200 SMART 与 S7-300 CP 卡通过 TCP 通信,CP343-1 侧在网络视图中组态 TCP 连接,调用 AG_SEND 和 AG_RECV 指令 ,在 S7-200 SMART 调用 Open User Communication 库指令( TCP_CONNECT,DISCONNECT,TCP_SEND,TCP_RECV) 。双方的发送和接收指令必须成对出现。
客户端:主动建立连接,可以理解为主站 ;服务器:被动建立连接,可以理解为从站。
![]() 注意:
注意:
S7-200 SMART 在 CPU 硬件固件及编程软件版本均升级到 V2.2 之后才开始支持开放式通信。编程软件版本低于V2.2,无 Open User Communication 库指令;硬件固件低于 V2.2,硬件不支持开放式通信协议。
S7-200 SMART TCP 连接资源:8个主动连接资源,8个被动连接资源
S7-200 SMART TCP 通信数据量:1024 字节
硬件和软件需求及所完成的通信任务
硬件:
① S7-300 CPU
② CP343-1 ( IP 地址 192.168.0.102 ;子网掩码 255.255.255.0)
③S7-200 SMART CPU (固件版本V2.2) ( IP 地址 192.168.0.20 ;子网掩码 255.255.255.0)
④ PC (带以太网卡)
⑤ TP 以太网电缆
软件:
① STEP7 V13 SP1 Upd 9
② STEP 7 Micro/WIN SMART ( 软件版本 V2.2 )
所完成的通信任务:
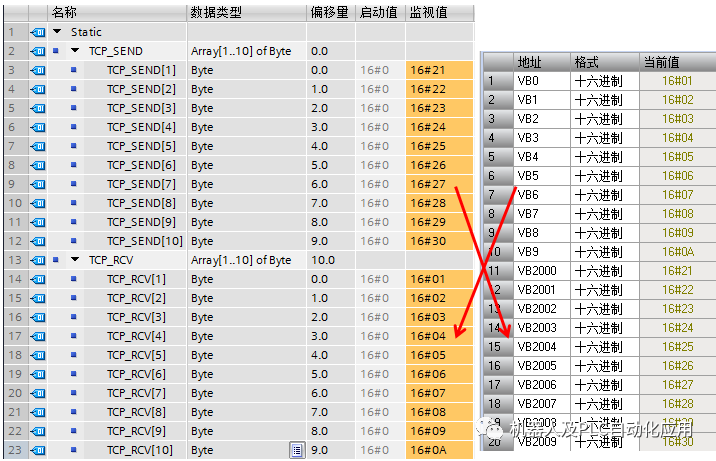
① S7-200 SMART 发送 10 个字节数据:( S7- 200 SMART 侧 ) VB0~VB9 --》 ( S7-300 侧 ) DB5.DBB10~DB5.DBB19
② S7-200 SMART 接收 10 个字节数据:( S7-200 SMART 侧 ) VB2000~VB2009 《--( S7-300 侧 ) DB5.DBB0~DB5.DBB9
S7-200 SMART侧编程 ( 客户机侧组态编程 )
1.打开STEP 7 Micro/WIN SMART》项目树》指令树》库》Open User Communication ,调用TCP_CONNECT,如图1所示。
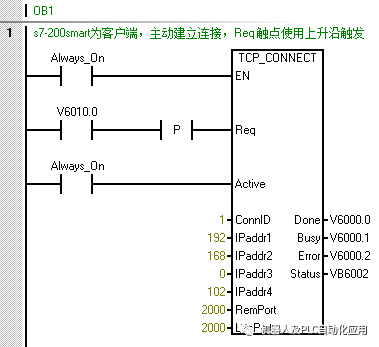
TCP_CONNECT
//调用TCP_CONNECT
EN:SM0.0//使能输入
Req:V6010.0//如果 Req = TRUE,CPU 启动连接操作。如果 Req = FALSE,则输出显示连接的当前状态。使用上升沿触发
Active:SM0.0//TRUE = 主动连接 ;FALSE = 被动连接
ConnID:1// CPU 使用连接 ID (ConnID) 为其它指令标识该连接。可能的 ConnID 范围为 0 到 65534。
IPaddr1~4:192.168.0.102//IPaddr1 是 IP 地址的最高有效字节,IPaddr4 是 IP 地址的最低有效字节。192.168.0.102为伙伴的IP地址
RemPort:2000//RemPort 是远程设备上的端口号。远程端口号范围为 1 到 49151。
LocPort:2000// LocPort 是本地设备上的端口号。本地端口号范围为 1 到 49151,但存在一些限制。
DONE:V6000.0// 当连接操作完成且没有错误时,指令置位 Done 输出。
BUSY:V6000.1// 当连接操作正在进行时,指令置位 Busy 输出。
ERROR:V6000.2// 当连接操作完成但发生错误时,指令置位 Error 输出
STATUS:VB6002// 如果指令置位 Error 输出,Status 输出会显示错误代码。如果指令置位 Busy 或 Done 输出,Status 为零(无错误)
图1. 指令位置及调用连接指令
2.调用TCP_SEND 和 TCP_RCV 指令,如图2 所示。
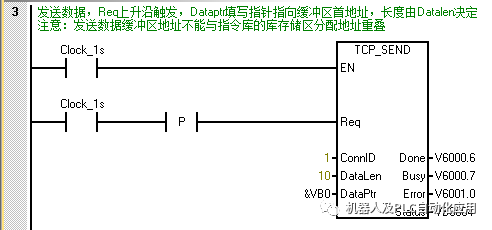
CALL TCP_SEND
//调用TCP_SEND
EN:SM0.5//使能输入
Req:SM0.5//如果 Req = TRUE,CPU 启动发送操作。如果 Req = FALSE,则输出显示发送操作的当前状态。
ConnID:1//连接 ID (ConnID) 是此发送操作所用连接的编号。使用您为 TCP_CONNECT 操作选择的 ConnID。
DataLen:10//DataLen 是要发送的字节数(1 到 1024)。
DataPtr:&VB0//DataPtr 是指向待发送数据的指针。这是指向 I、Q、M 或 V 存储器的 S7-200 SMART 指针(例如,&VB100)。
Done:V6000.6// 当连接操作完成且没有错误时,指令置位 Done 输出。
Busy:V6000.7// 当连接操作正在进行时,指令置位 Busy 输出。
Error:V6001.0// 当连接操作完成但发生错误时,指令置位 Error 输出。
Status:VB6004// 如果指令置位 Error 输出,Status 输出会显示错误代码。如果指令置位 Busy 或 Done 输出,Status 为零(无错误)
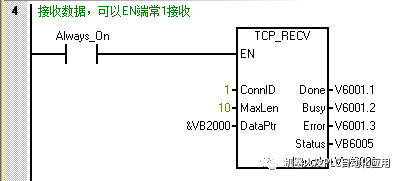
CALL TCP_RECV
//调用TCP_RECV
EN:SM0.0//使能输入,常1接收
ConnID:1//CPU 将连接 ID (ConnID) 用于此接收操作(连接过程中定义)
MaxLen:10// MaxLen 是要接收的最大字节数(例如,DataPt 中缓冲区的大小(1 到 1024))。
DataPtr:&VB2000// DataPtr 是指向接收数据存储位置的指针。这是指向 I、Q、M 或 V 存储器的 S7-200 SMART 指针(例如,&VB100)
Done:V6001.1//当接收操作完成且没有错误时,指令置位 Done 输出。当指令置位 Done 输出时,Length 输出有效。
Busy:V6001.2// 当接收操作正在进行时,指令置位 Busy 输出。
Error:V6001.3// 当接收操作完成但发生错误时,指令置位 Error 输出
Status:VB6005// 如果指令置位 Error 输出,Status 输出会显示错误代码。如果指令置位 Busy 或 Done 输出,Status 为零(无错误)。
Length:VW6006//Length 是实际接收的字节数。
图2. 调用发送和接收指令
3.分配库存储区,如图3 所示。
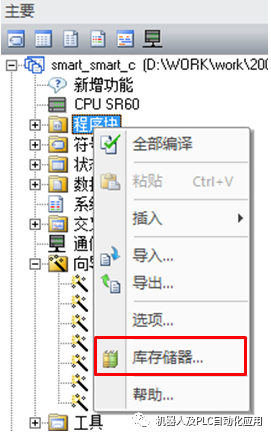
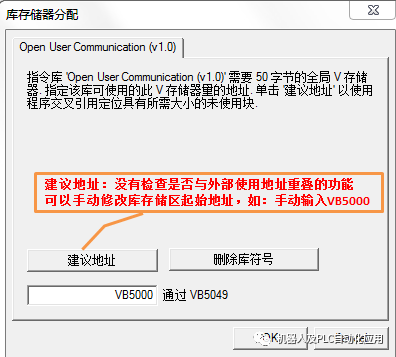
图3. 分配库存储区
![]() 注意:为保证指令库可以正常工作,分配库存储区的时候,一定不能与程序中使用的其他 V 区地址重叠!!
注意:为保证指令库可以正常工作,分配库存储区的时候,一定不能与程序中使用的其他 V 区地址重叠!!
S7-300 侧硬件组态和编程 ( 服务器侧组态编程 )
1. 使用 TIA V13 SP1 Upd 9 软件 Portal 视图中,创建新项目
2. 添加硬件并命名PLC
进入 “项目视图”,在“项目树” 下双击 “添加新设备”,在对话框中选择所使用的 S7-300 CPU 添加到机架上,命名为 PLC_2 如图4 所示
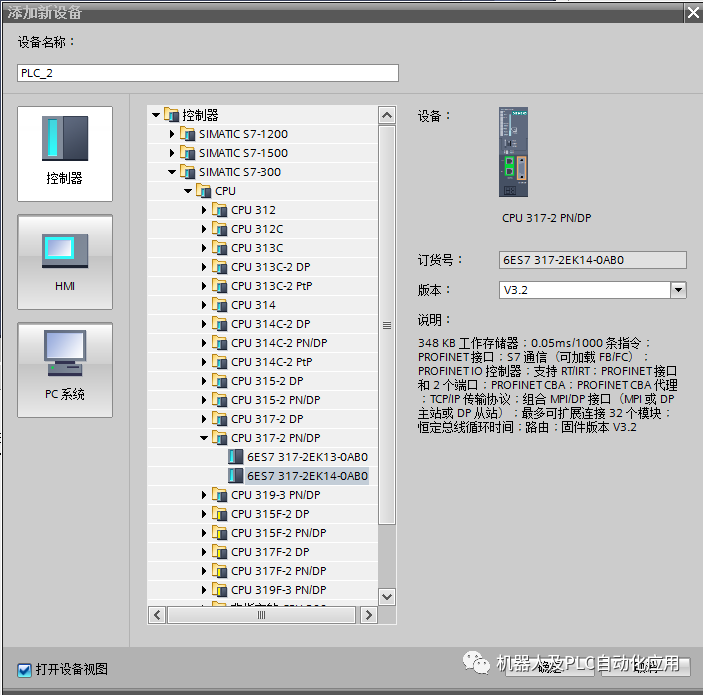
图4. 添加新设备
3. 启用时钟位
为了编程方便,使用 CPU 属性中定义的时钟位,定义方法如下:
在 “项目树” 》 “PLC_2” 》 “设备组态” 中,选中 CPU ,然后在下面的属性窗口中,“属性” 》 “时钟存储器” 下,将时钟位定义在 MB0,如图5所示。
时钟位我们使用 M0.7 ,它是频率为 0.5 Hz 的脉冲,可以使用它去自动激活发送任务。
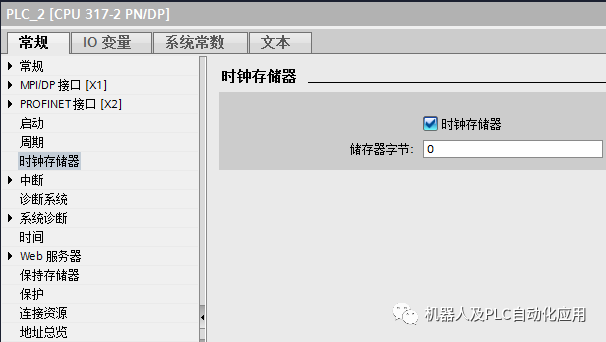
图5.启用时钟位
4. 组态 CP 343-1 并为通信口分配以太网地址
在“项目树” 》 “ PLC_2” 》设备视图》硬件目录》通信模块》PROFINET/以太网》CP 343-1,选中并拖拽 6GK7 343-1EX30-0XE0 到相应插槽,点击 CP 343-1上代表 PROFINET 通信口的绿色小方块,在下方会出现 PROFINET 接口的属性,在 “以太网地址” 下分配 CP 343-1 的 IP 地址为 192.168.0.102 ,子网掩码为255.255.255.0,如图6 所示
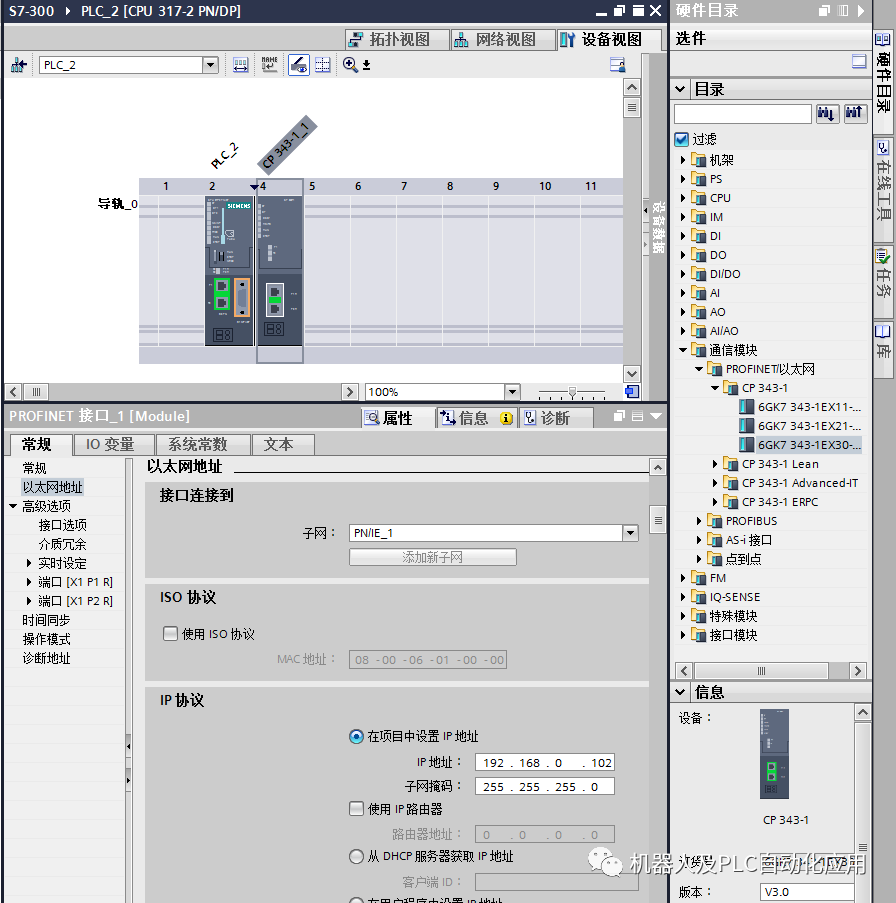
图6.为 CP 343-1 分配 IP 地址
5.网络组态TCP连接及配置通信参数
打开网络视图,检查连接类型为 TCP 连接,鼠标点中 PLC_2 上 CP343-1的 PROFINET 通信口的绿色小方框,拖拽出一条浅绿色的虚线 ,松开鼠标;再次回到 CP343-1 的通信口上出现可建立连接图标
,松开鼠标;再次回到 CP343-1 的通信口上出现可建立连接图标![]() ,双击通信口,连接已创建,高亮显示连接图标
,双击通信口,连接已创建,高亮显示连接图标 ![]() ,如图7所示
,如图7所示
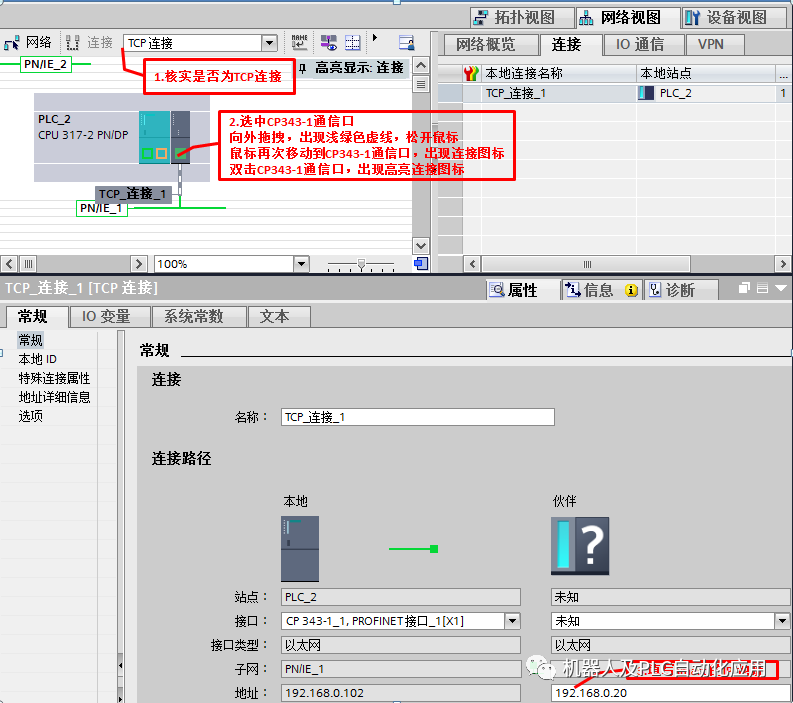
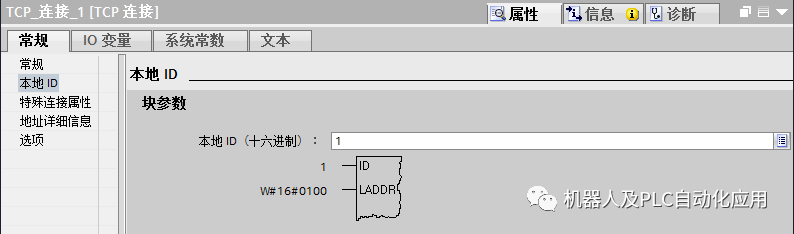
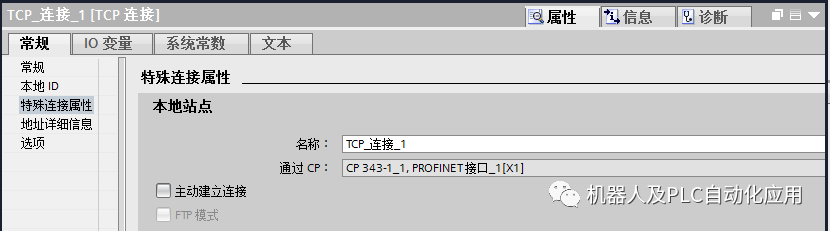
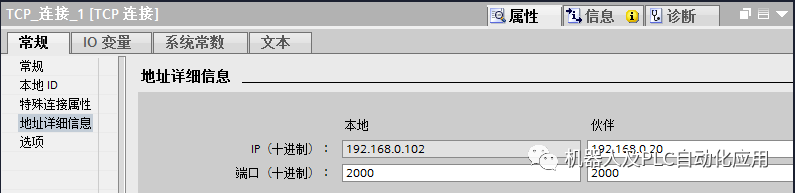
图7. 配置TCP连接及参数填写
6.创建用于交换数据的全局DB块及定义变量
通过“项目树”》“PLC_2”》“程序块”》“添加新块”,选择“数据块” 创建全局 DB 块,点击“确定” 生成数据块。如图8所示。S7-300 生成的数据块都是非优化的数据块,不用单独设置。

图8.添加新块
双击生成的 “数据块_1” ( DB5 ) ,定义数组,10 个字节用于发送,10个字节用于接收,然后编译数据块。结果如图9所示。
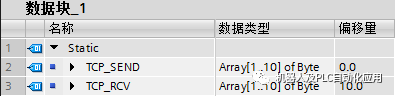
图9. 定义交换数据区
7.在OB1中调用 AG_SEND 和AG_RECV
进入 “项目树” 》 “ PLC_2” 》 “程序块” 》 “OB1” 主程序中,从右侧窗口 “指令”》 “通信”》 “通信处理器”》 “Simatic NET CP”下调用 AG_SEND 和 AG_RECV 指令,调用结果如图10所示。
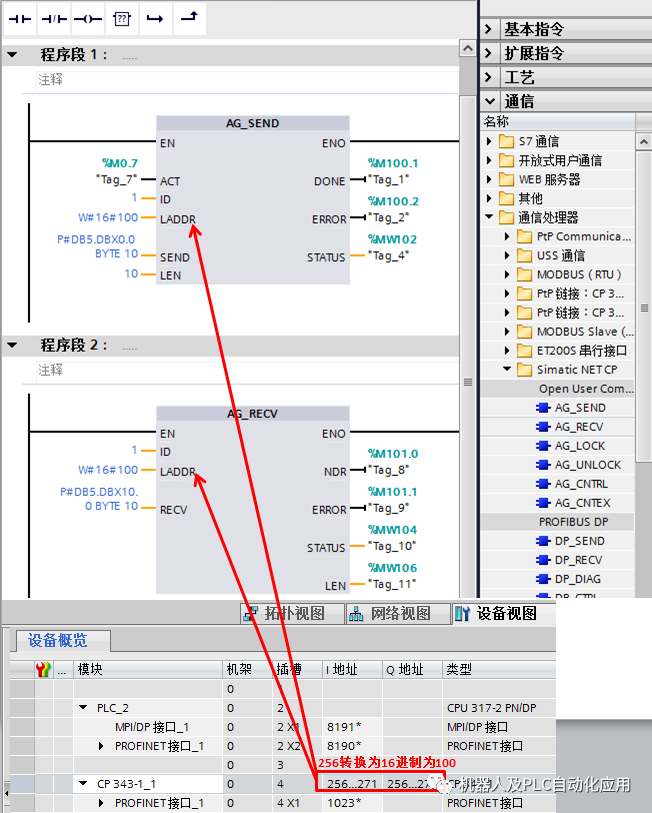
图10. 调用发送和接收指令
![]() 接收和发送指令调用需要注意:
接收和发送指令调用需要注意:
程序块的 ID 要与网络视图建立TCP连接中设置的 ID 保持一致。
SEND 和 RECV 为交换数据缓冲区 参数的填写方法 ( 以 AG_RECV 程序块为例 ):
1、直接输入 : P#DB5.DBX10.0 BYTE 10
2、打开数据块,点击数据块右上角浮动按钮![]() ,移动数据块与OB1并排显示,选中数据块变量名称 “ TCP_RCV ” 拖拽到 AG_RECV 指令 RECV 参数处,该区域显示为绿色,释放鼠标即可。
,移动数据块与OB1并排显示,选中数据块变量名称 “ TCP_RCV ” 拖拽到 AG_RECV 指令 RECV 参数处,该区域显示为绿色,释放鼠标即可。
通信结果
将 S7-300 和 S7-200 SMART程序编译,下载 ;
S7-200 SMART 侧触发 TCP_CONNECT 指令的Req (V6010.0 置位为1 )以建立连接 ;
通信结果如下:
-
SMART
+关注
关注
3文章
245浏览量
46504 -
S7-200
+关注
关注
13文章
412浏览量
52963 -
TCP通信
+关注
关注
0文章
146浏览量
4884
原文标题:S7-200 SMART 与调试助手之间 TCP 通信
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
基于以太网协议转换的S7-200多设备并行通讯系统搭建指南

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
西门子 PLC S7-200 SMART + 以太网模块实战:触摸屏监控半导体晶圆清洗线的完整配置指南

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
西门子 S7-200 SMART PLC 借助 PPI 以太网通讯模块与上位机通讯实现触摸屏监控半导体晶圆制造设备的应用配置案
污水厂西门子200Smart PLC控制系统:以太网模块上位机集成与触摸屏监控配置案例

工业无线数传模块实现西门子 S7-300 与 S7-200 SMART 300米 Profinet 无线通讯

S7-200 SMART PLC借助于PPI转以太网模块与上位机通讯实现触摸屏监控的应用配置案例
plc以太网通讯模块实现:S7-200与S7-1200借PPI助力农业自动化发展
基于Modbus TCP的WinCC监控S7-1200/200SMT应用实例
西门子PLC S7-200 +以太网模块实战:触摸屏监控污水处理的完整配置指南
西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例

S7-200Smart与S7-1200通过Modbus协议对接到上位机



评论