 激光制造的分类及特点
激光制造的分类及特点

激光制造分类
—从激光原理可以知道,激光具有单色性好、相干性好、方向性好、亮度高等四大特性,俗称三好一高。
激光宏观制造技术可以分为激光常规制造和激光增材制造两个大类,激光宏观制造技术主要利用了激光的髙亮度和方向性好两个特点。
1)激光常规制造
1基本原理:把具有足够亮度的激光不束聚焦后照射到被加工材料上的指定部位被加工材料在接受不同参塑的激光照射后可以发生气化、熔化、金相组织以及内部应力变化现象,从而达到工件材料去除、连接、改性和分离等不同的加工目的。
2主要工艺方法:激光常规制造主要工艺方法包括激光表面工程(包括激光表面处理、激光淬火、激光喷涂、激光蒸气沉积以及激光冲击硬化等,国内常见的激光打标也可以归类在激光表面处理内)、激光焊接、激光切割等主要工艺方法。
2)激光增材制造
激光增材制造技术是一种以激光为能量源的增材制造技术,按照成形原理进行分类,可以分为激光选区熔化和激光金属直接成形两大类。
(1) 激光选区熔化
(2) 工作原理:激光选区熔化技术是利用高能量的激光光束?按照预定的扫描路径,扫描预先在粉床铺覆好的金属粉末并将其完全熔化,在经冷却凝固后形成工件的一种技术,其工作原理
技术特点如下
1、成形原料一般为金属粉末,主要包括不锈钢、高温合金、钛合金、高强铝合金以及贵金属等。
2、成形零件的力学性能良好,拉伸能超过铸件,达到锻炼件水平。
3、进给速度慢,导致成形效率低,零件尺寸会受到铺粉工作箱的限制,不适合制造大型的整体零件。
激光制造的特点
1、在同一台设备上用同一个激光源,通过改变激光源的控制方式就能分别实现同种材料的切割、打孔、焊接、表面处理等多种加工,既可分步加工,又可在几个工位同时加工。
2、在短时间内完成粉接触柔性加工,工件无机械变形,热变形极小,后续加工量小,被加工材料的损耗也很少。激光光束易于实现导向、聚焦等各种光学变换,易实现对复杂工件进行自动化加工。
责任编辑:wv
-
激光制造
+关注
关注
0文章
11浏览量
4771
发布评论请先 登录
天弘激光诱导化学图形化沉积设备:重塑高端电子制造新范式
上扬软件再添InP激光器制造MES新案例

交流伺服电机及其调速分类和特点

激光锡丝焊接在精密电子制造领域的应用
传统与激光的对比:为什么激光焊接是高端制造的必然选择?

迅镭激光多款核心产品亮相两大制造业盛会
激光锡焊工艺在摄像头模组制造中的应用场景
激光锡焊工艺在微电子制造业的应用
工业用激光器如何分类,看完就知道了
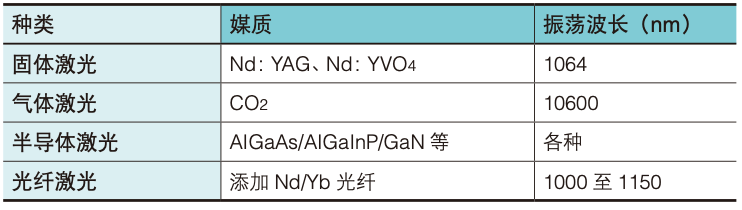
激光器种类及特点

精度不够?PLR3000光纤激光尺:0.2ppm误差解锁微米级制造

超短脉冲激光加工技术在半导体制造中的应用
激光焊接技术在焊接涡轮风扇工艺中的特点




评论