 MCX接头手工焊总是被焊锡堵死中心孔,加一个预热台配合控温烙铁真的能药到病除吗
MCX接头手工焊总是被焊锡堵死中心孔,加一个预热台配合控温烙铁真的能药到病除吗

最近在德索连接器(Dosin)的高频线束加工车间,经常有新来的学徒或者外包工厂的兄弟抱怨:在给MCX、MMCX这类微型射频连接器焊中心针时,简直是“闭眼碰运气”。稍微多给一点点焊锡,或者烙铁多停留半秒钟,焊锡就会像长了眼睛一样,瞬间吸进中心孔里死死堵住,导致公头根本插不进去。
很多人在工程论坛上求助,得到的标准答案往往是:“买个恒温预热台,配把好点的高频控温烙铁就好了”。
那么,加了预热台和控温烙铁,真的就能药到病除吗?
作为在射频制造一线摸爬滚打多年的老兵,我可以直接给出结论:这套硬件装备是解决堵孔的“物理基础”,但绝不是“免死金牌”。 如果你搞不懂微观尺度下焊锡的“热力学脾气”,就算给你几十万的航天级焊接站,照样堵得你怀疑人生。今天,咱们就把MCX手工焊堵孔的底层物理逻辑彻底拆解。

一、 堵孔的物理真凶:微观毛细效应与“趋热性”
MCX的中心孔内径通常只有0.5mm到0.7mm左右,在流体力学中,这就是一个非常完美的物理毛细管。在焊接时,液态焊锡具有两个极其致命的物理特性:
1. 极强的趋热流动性: 液态焊锡永远向着温度最高、热传导最快的地方流。
2. 助焊剂引导下的毛细抽吸: 当高温烙铁接触针孔时,锡丝内的松香助焊剂会率先融化并变成液态钻进孔内。此时,如果孔内壁的温度很高,液态焊锡就会顺着助焊剂铺展的轨迹,在强大的毛细张力(Capillary Force)作用下被瞬间“吸”入孔底。

二、 预热台的真正作用:打破“冰火两重天”的陷阱
为什么老焊工极力推荐预热台?因为如果不加预热,MCX接头的黄铜或铍铜外壳,以及内部的PTFE聚四氟乙烯介质,就是一个巨大的“散热冰块”。
❌ 无预热的惨剧: 为了把冰冷的中心孔瞬间加热到能够融化锡丝的温度,你不得不把烙铁温度调得极高(例如400°C以上)。当400°C的烙铁尖接触冷孔的瞬间,巨大的温差导致热量迅速向孔内传导。表面焊锡瞬间融化并向孔内狂涌,但孔底依然是冷的,冲进去的焊锡遇到冷壁瞬间凝固,直接形成无法挽救的“死穴”。
✅ 预热台的降维打击: 将整个接头放在预热台上烘烤至 80°C 到 120°C。这不仅蒸发了孔内的微量水汽,更重要的是大幅缩小了母材与烙铁之间的温差(ΔT)。这样一来,你只需用320°C左右的温和烙铁就能轻松润湿焊盘,彻底杜绝了极端热冲击导致的焊锡暴走。

为了方便您的车间制定或优化标准作业指导书(SOP),这里直接将MCX盲孔焊接的温度组合、热力学机制以及最终的物理结果,梳理成一张实战参数对照表:
MCX中心针盲孔焊接热力学与参数对照表
| 焊接方案配置 | 预热台温度 | 烙铁头温度 | 微观物理表现与最终良率后果 |
|---|---|---|---|
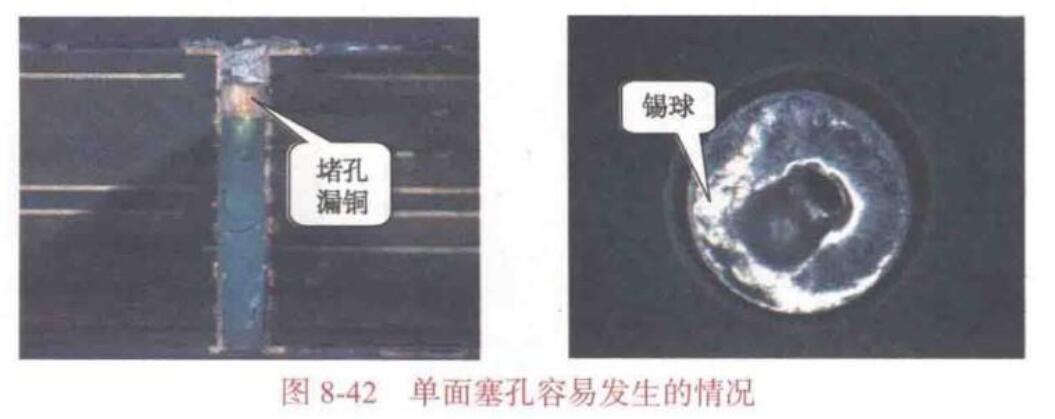
无预热 + 高温烙铁 (最常见错误) | 常温 (约25℃) | > 400℃ | 极易堵孔: 巨大温差导致强热冲击。表层锡瞬间融化并在助焊剂引导下顺毛细涌入深孔,遇冷孔壁迅速凝固,直接堵死孔道。 |
无预热 + 低温烙铁 (新手怕融化误区) | 常温 (约25℃) | < 300℃ | 严重虚焊: 烙铁热量被冷壳体迅速抽干。焊锡无法充分润湿铍铜孔壁,表面张力过大形成球状冷焊点,稍微受力即脱落。 |
规范预热 + 控温烙铁 (标准工业解法) | 80℃ - 120℃ | 320℃ - 340℃ | 完美焊点: 母材温差大幅缩小。配合0.3mm细锡丝,极微量焊锡在孔口平缓流平,形成完美的内凹月面,绝不会深吸入孔底。 |
预热过高 / 停留超时 (过度加热失控) | > 150℃ | 350℃ (停留>3秒) | 热损报废: 助焊剂过早挥发枯竭导致拉尖;更致命的是内部PTFE绝缘介质受热膨胀变形,导致中心针偏心甚至直接顶出。 |
德索精密工业(Dosin)工程建议:
预热台和控温烙铁只是工具,其核心物理意义在于缩小接触瞬间的“温差(ΔT)”,从而破坏强烈的毛细抽吸力。
在实际车间管理中,建议直接将产线设备的温度锁死在上述的标准工业解法区间,全面取缔0.8mm以上的粗锡丝(统一换成0.3mm或0.5mm含银线),并严格规定采用“沾焊”手法(烙铁尖带锡珠贴靠,单次停留不超过2秒)。守住这几条工艺红线,才能真正从根源上消灭MCX等微型射频接头的堵孔顽疾。
三、 ️ 控温烙铁+实战手法:守住防止堵孔的“最后三毫米”
有了预热台和高频控温烙铁,硬件条件已经具备,最后还得配合微米级的操作手法,才能真正杜绝堵孔:
精细的锡丝是生命线: 绝对不要用0.8mm以上的粗焊锡丝!焊MCX中心针必须选用 0.3mm 或 0.5mm 的含银无铅(如SAC305)高频专用锡丝。粗锡丝哪怕只碰一下,融化量也太大,表面张力瞬间失控,必堵无疑。
采用“沾焊”而非“送焊”: 对于这种微型盲孔,千万不要把锡丝直接往孔里“怼”。正确的高阶手法是:在极细的烙铁尖(如刀头或特尖圆锥头)上带极少量的一滴“锡珠”。将线芯插入孔内后,带有锡珠的烙铁尖轻轻贴在剥好的线芯与孔壁的交界处,靠预热的余温和金属表面的润湿力,让这滴锡自然“铺展”吸附进去,见好就收,绝不多给。
严守“黄金2秒法则”: 烙铁在中心针上的停留时间绝不能超过2到3秒。时间一长,不仅焊锡会彻底顺着毛细管流进深渊,内部的PTFE绝缘体也会受热膨胀变形,直接导致中心针偏心或退针,驻波比(VSWR)当场报废。

四、 结语与技术交流
搞射频硬件制造,手里的烙铁和背后的物理学一样重要。很多时候,高端线束产线的良率,拼的就是一线装配工程师对“热流密度”与“表面张力”的敬畏心。
作为深耕精密射频连接领域的专业制造商,德索连接器(Dosin / 东莞德索精密工业)不仅在接头结构上优化了中心针的盲孔倒角与排气腔设计,从五金源头降低加工难度,更在向客户交付时提供全套的高频线束加工工艺指导。如果您在MCX、毫米波接头的产线端接中遇到良率低下、高频指标不稳等工程痛点,欢迎随时联系德索连接器的工程团队,咱们一起从底层工艺出发,把系统的可靠性做对、做扎实!
-
连接器
+关注
关注
108文章
16523浏览量
148293 -
接头
+关注
关注
1文章
596浏览量
17448 -
恒温烙铁
+关注
关注
0文章
9浏览量
6827
发布评论请先 登录
召集对焊台、烙铁有心得的朋友
电烙铁的使用
硬件工程师基本功:热风焊台使用技巧(2)
如何制作一个UNISOLDER焊台无线红外休眠座
为什么说激光焊锡比烙铁焊更有优势

电烙铁焊锡有毒吗?电烙铁焊PCB真的有毒?
电烙铁焊锡有毒吗?电烙铁焊PCB真的有毒?




评论