 精密压铸件气密性检测怎么做?精诚工科JC-C10005给出一套更稳的解决方案
精密压铸件气密性检测怎么做?精诚工科JC-C10005给出一套更稳的解决方案

新能源电池包壳体、汽车变速箱阀体、航空航天轻量化结构件……这些贯穿多行业的精密压铸件,是整机可靠性的「命脉」——既是结构基座,更扛着密封、散热、防护的关键使命。
可压铸工艺的天然缺陷,让肉眼难辨的砂眼、隐性裂缝、密封面瑕疵暗藏其中,一旦疏忽,就会引发漏气漏液、性能衰减,甚至诱发安全事故,后果不堪设想。
 精密压铸件缺陷与重大隐患分析
精密压铸件缺陷与重大隐患分析
气密性检测,正是守住精密压铸件品质的「最后一道防线」。尤其大容积、高精度铸件,既要测得出微漏,又要跟得上产线节拍、适配自动化升级,差压式气密仪成为最优解。
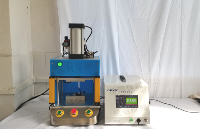
精诚工科 JC-C10005 差压式气密性检测仪,专为这类需求量身定制:差压测试精度达 ±0.1Pa,泄漏分辨率低至 0.001ml/min,全面覆盖新能源、汽车、航空航天、消费电子等多行业,让看不见的泄漏,被精准捕捉。
Ⅰ. 精密压铸件为何需要专业气密检测方案?
- 1. 结构复杂,多开口、多腔体、多孔位,任一封堵不到位都会造成误判;
- 2. 内部容积偏大,难以区分泄漏源于工件本体、工装治具还是管路装夹;
- 3. 微小砂眼、隐性裂缝初期无明显缺陷,长期使用易演变成安全隐患;
- 4. 企业不止需要单件检测,更要求工位可嵌入量产线,支持机械手上下料、双工位并行测试与质量数据追溯。
精密铸件差压型气密性检测平台
专业气密检测,从来不是单台仪器,而是测试方法+定制治具+流程逻辑+自动化扩展的整套解决方案。
Ⅱ. 差压检测法: 针对大容积精密件的「精确打击」
技术原理: 在微小变化中捕捉泄漏真相
差压检测的核心逻辑简洁且精准:同步对标准件与被测件施加相同压力,实时对比两者的压力变化曲线。标准件密封完好,压力始终保持稳定;若被测件存在泄漏,压力会持续衰减,两条曲线的差值,即为泄漏量的精确量化数据。
 差压法气密性检测原理
差压法气密性检测原理
这种压差比较测量方式,能天然抵消环境温度波动、管路轻微变形、充气压力偏差等系统误差,让检测精度较传统方法提升一个数量级,尤其适配大容积、微泄漏的精密压铸件检测。
JC-C10005 的技术突破点
精诚工科 JC-C10005 差压型气密性检测仪,专为大容积、高精度密封检测场景定制,三大核心参数,精准定义其检测能力边界:

- •差压测试精度 ±0.1Pa—— 直观来看,一个篮球的标准气压约为 0.07MPa(即70000Pa),而该设备能捕捉到这一气压中万分之一点四的细微变化,精准识别微小泄漏。
- •泄漏分辨率 0.001ml/min—— 换算后相当于每17个小时仅泄漏一滴水的微漏速度,这种肉眼不可见、传统方法无法捕捉的泄漏,均可被精准检出。
- •±2MPa 差压测试量程—— 全面覆盖从真空到高压的全场景检测需求,一台设备即可适配多种工件、多种工况,无需额外更换设备。
多通道架构: 兼顾效率与灵活性的最优解
独立多通道落地式结构,精准解决研发调试与批量量产的核心矛盾,实现一机两用、效能最大化:
- •单通道独立运行:适配样品调试、单件复检、差异化工位节拍需求。工程师可在一个通道反复测试、优化参数,另一个通道正常开展生产,互不干扰,兼顾研发与生产进度。
- •双通道同步工作:检测效率直接翻倍,彻底打破产线检测瓶颈。双工位并行测试,让产能瓶颈从检测环节转移至上游工序,大幅提升量产流转效率。
这种架构设计,让设备既能满足实验室研发调试的高精度需求,也能适配工厂大批量量产的高效需求,实现投资价值最大化。
Ⅲ. 现场实测:四口精密压铸件检测方案
针对带四个孔位的精密压铸件,检测核心目标:排查裂缝、砂眼,判定产品整体密封性能。
通过定制工装精准封堵所有外露孔位,内部充气稳压后,仪器实时监测压力衰减,自动判定泄漏达标与否。
检测难点集中两点:一是压铸件外形不规则,工装受力不均易产生假漏误判;二是缺陷多为微漏,依赖高灵敏度设备精准识别。
设备界面可实时显示实际压力、充气→平衡→检测全流程进度,方便工艺排查与参数优化;双工位独立判定结果,良次品清晰区分,大幅降低人工误判。
Ⅳ. 适配产线,预留自动化升级空间
- 1.外控大屏设计:支持后期无缝对接机械手,可从手动上料,平滑升级半自动、全自动工位;
- 2.双通道落地结构:灵活匹配量产节拍,双工位并行测试,提升产线流转效率;
- 3.全流程数据可视化:压力数值、测试阶段、判定结果完整留存,便于区分工件、治具、参数设置等各类异常,反向优化生产工艺。
精诚工科 JCGK 的气密性检测仪不止输出合格/不合格的结果,更为工艺迭代提供持续的数据支撑。
Ⅴ. 适用场景:从新能源到航空航天的全覆盖
这套方案适用范围跨多行业、通用性极强,不局限单一领域:
新能源领域——电池包外壳、电机壳体、充电枪接口等核心密封件,微小泄漏都可能诱发安全隐患;
汽车零部件——变速箱阀体、制动腔体、发动机冷却管路,密封可靠性直接关乎行车安全;
医疗器械——手术器械壳体、医疗检测设备腔体,密封好坏决定灭菌效果与医用安全标准;
航空航天——轻量化结构件、液压阀体类部件,极端工况下对密封稳定性要求远高于民用标准;
消费电子——智能穿戴、户外三防电子产品,防水气密性能直接决定产品市场竞争力。
凡是带有内腔、多孔位、密封面结构的精密压铸件,均可依托本套方案,快速搭建标准化、可溯源、可量产的气密质控体系。
Ⅵ. 选择气密检测源头厂家的三大核心能力
企业采购气密检测设备,本质是选择长期可靠的工艺配套与技术服务能力。
气密性检测仪源头厂家——深圳精诚工科
能力一:工件结构评估与整体方案设计
深圳市精诚工科科技有限公司(JCGK)作为源头厂家,不只是单纯售卖仪器设备。会先对工件结构、腔体特征、孔位布局做专业研判,梳理检测难点,量身设计封堵封口与测试工艺流程。前期专业评估,直接决定后续检测稳定性与良次品判定精度。
能力二:定制治具开发与测试参数标定
精密压铸件造型各异、结构非标,通用标准治具无法适配。精诚工科具备完整工装设计、建模加工一体化能力,可依据工件三维模型快速定制专用密封治具,并完成压力、稳压、检测时长等参数精准标定,从源头杜绝假漏、误判。
能力三:非标自动化整线集成能力
如需将检测工位接入自动化产线,可提供机械手对接、PLC 通讯联动、MES 系统数据溯源等全套集成方案,支持手动工位平滑升级半自动、全自动产线。
本地响应更快、现场调试更灵活,后期产品改型、产线扩线、设备校准维保更省心,这正是选择源头厂家的核心价值。
结语
精密压铸件的品质把控,从来不能依赖人工经验的猜测与肉眼的筛查。那些藏于内部、肉眼难辨的砂眼,细微到极致、传统方法测不出的微漏,以及长期运行中缓慢扩大的泄漏隐患,唯有一套稳定、可复制、可升级的专业气密方案,才能真正兜底。
精诚工科的差压型气密性检漏仪,以±0.1Pa 高精度、0.001ml/min 超高泄漏分辨率为核心竞争力,搭配双通道落地架构、外控自动化扩展接口,既能精准破解当下精密压铸件的微漏检测痛点,又能为产线后续智能化升级预留充足空间,兼顾当下检测需求与长远发展。
守住气密检测这道关键质控关口,就是从源头规避铸件泄漏隐患,筑牢产品长期稳定运行的可靠性基石。
选择 JC-C10005,从来不止是选择一台气密性检测设备,更是选择一份对产品品质的坚守,一份对市场与客户的郑重承诺。
FAQ:解答客户最关心的问题
Q1:精密压铸件为什么优先选差压型气密仪?
差压法测试精度和灵敏度远超直压法。针对大容积精密压铸件,依托标准件比对检测,数十秒即可完成判定;同时可抵消温漂、管路干扰,检测更稳定、误判率更低。
Q2:双通道设计有什么实用价值?
一机兼顾研发调试与批量量产。单通道独立做样品测试、参数标定;双通道同步运行直接提升产能,最大化设备投资利用率。
Q3:外控屏幕仅为操作方便吗?
不止便捷,核心是预留自动化升级接口。可无缝对接机械手、PLC与自动分拣,手动工位可平滑升级半自动/全自动产线,无需更换主机,规避重复采购成本。
Q4:这套方案适配哪些场景?
覆盖多行业精密压铸件:
新能源(电池包/电机壳体、充电枪)、汽车零部件(变速箱阀体、制动腔体、冷却管路)、医疗器械(器械壳体、设备腔体)、航空航天(轻量化结构件、液压阀体)、消费电子(智能穿戴、户外三防外壳)等。
凡带内腔、多孔位、密封面的精密压铸件,均可搭建标准化、可溯源气密质控体系。
原创声明:本文由深圳市精诚工科科技有限公司技术团队撰写,转载请注明出处。数据来源:精诚工科内部测试数据及客户案例。
-
测试仪器
+关注
关注
0文章
490浏览量
35136 -
检测
+关注
关注
5文章
4947浏览量
94332
发布评论请先 登录

快问快答:产线质检卡在180件/小时?气密性检测产能翻倍的解决方案

压铸件气密性检测仪:一键式操作,检测高效又简单-岳信仪器

汽车压铸件气密性检测仪怎么选?看完这篇不踩坑-岳信
快问快答:气密性检测到底是怎么做的?如何定义气密性测试标准

一文看懂国产知名品牌:精诚工科——气密性检测行业的领军企业
快问快答:广东气密仪哪家强?深圳精诚工科的气密性检测仪怎么样
快问快答:除了气密性检测仪,JCGK精诚工科还有哪些设备?
2025年气密性检测设备品牌年度榜单:精诚工科,如何定义国产检测新高度

压铸件漏气找原因?气密性检测仪帮追溯-岳信仪器
零基础入门:如何操作压铸件气密性检测仪-岳信仪器

压铸件气密性检测仪的检测流程是怎样的-岳信仪器

汽车压铸件气密性检测仪:专治各种“漏气小毛病”-岳信仪器

快问快答:精诚工科的气密性防水测试仪器的使用效果怎么样?
详解汽车压铸件气密性检测仪测试模式参数操作-岳信仪器




评论